
Stellar Industrial Acquires Metalworking Distributor IMC - carbide end mills for aluminum suppliers
Yesenia Duran is a Chicago-based freelance journalist who covers cutting tools and technology. She can be reached at sennyx@gmail.com.

Loughney said getting thread whirling right from the beginning, setting up and understanding how the thread whirling unit works on a machine are critical for first-time users.
2-D or 3-D path generated by program code or a CAM system and followed by tool when machining a part.

Swiss-style CNC machines use thread whirling to generate complex, complete thread forms that normally would be difficult to produce efficiently in high volumes. Thread whirling is a milling process used primarily for thread forms that require large amounts of removed material, such as medical buttress threads designed to thread into bone.
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
For the hardened 4140 stock, the feed is cut back only slightly. In each case, the DOC is backed off for the finishing passes.
Net Surfing to Longer Edge Life — At Busche-CNC in Albion, Ind., a simple retooling de-bottlenecked the rough turning operation for difficult-to-machine wrought 5130 and hardened 4140. Previously, cutting edges cratered after an average 20 pc on the 5130; toolbars snapped every other day. The Ingersoll Hex-Turn inserts improved edge life nearly 10 to 1, and eliminated completely the unpredictable, cutting-edge rupture and all the hazards and disruptions that followed.
The switch was from 80-deg rhombic inserts to Ingersoll Hex-Turn inserts. “I found them the day they hit the market because I regularly surf the ‘net for new solutions we can use,” said Jerry Busche, vice president.
“Previously,” Laprade said, “this had been accomplished through external cooling lines that had to be manually adjusted for each setup and (were) time-consuming.”
He said whirling can produce long threaded parts accurately and efficiently with exceptional surface finishes, whereas traditional single-point threading methods require multiple passes with a threading tool. An additional advantage is that aggressive, deep thread forms can be achieved in a single pass with a high level of precision.
A productive method often used for thread forms that need to be produced quickly and at tight tolerances, typical parts for thread whirling are medical bone screws, implants, feed screws, worm gears and other microcomponents.
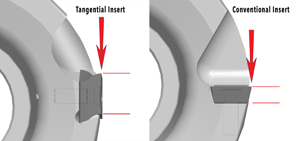
The improvement stems mainly from the tangential orientation of the inserts in the cutter, Ingersoll’s Konrad Forman explained (see Fig. 2). “Unlike conventional radial cutters, the inserts in a tangential tool lie flat in the pitch circle, presenting the insert’s strongest cross section to the main cutting vector and converting shear stresses to more manageable compressive forces.”
As with everything else for a Swiss-style CNC machine, Laprade said thread whirling depends on the guide bushing for support, so ensuring that cutters are as close as possible is paramount, especially for smaller-diameter threads.
The primary reason for the big improvement in cutting-edge security is the Hex-Turn insert’s stronger geometry, according to Ingersoll turning product manager Ed Woksa. “On the one hand, the insert has a 45-degree lead angle that thins the chip and reduces notch wear,” he explained. “On the other, the hex shape is closer to a true round, intrinsically the strongest shape due to the absence of stress-raisers.”
“The application also illustrates the benefits of modified standard tools,” Forman said. “This is basically a standard tangential mill made in a special size and with special radii, not a complete ‘special,’” he added. “It brings the production benefits of a ‘special’ in a high-volume operation with the supply-chain security of a ‘standard.’”
Also aiding smoother cutting was the higher insert count in the cutter, made possible by the tangential design. The new 2-inch tangential S-MAX has seven inserts, versus four in the previous 2-inch cutter. “Under the same parameters, more inserts means lower cutting forces on each one,” Forman explained.
Akebono produces the brake calipers in an auxiliary machining cell that feeds a traditional transfer line (see Fig. 3). Because the whole operation is synchronous, there’s no way to speed up a single operation without unbalancing the whole line.
“Grade GC1105 offers sharper edges for burr-free component surfaces and long and predictable tool life,” he said. “This is especially important when machining titanium and stainless steel bone screws.”
The company specializes in tooling and accessories for Swiss-style machining and has expertise with thread whirling given its exclusivity to Swiss machines.
Shown above is a typical arrangement of cutting inserts in a thread whirling ring, which affixes to the dedicated live tooling attachment used to perform the process. Image courtesy of Genevieve Swiss Industries
At its automotive brake plant in Elizabethtown, Ky., Akebono became one of the first companies to apply tangential milling (TM) to production of smaller parts. Originally, Ingersoll developed the TM design mainly to improve hogging wide flats on large automotive castings and steel parts, and offered cutters no smaller than 4 inches. Recently, it introduced TM cutters in 1- and 2-in. diameters.
Many managers in manufacturing operations regard these types of failures as unavoidable on tired equipment, or they keep cutting back on parameters and stepovers, hoping to find some stability.
“Especially in cells and carousels, the number-one priority in tool selection should be zero tool rupture or edge breakdown,” said Konrad Forman, North America milling tool manager for Ingersoll Cutting Tools. “Unless you are replacing an edge due to gradual wear only, you are missing an opportunity to improve cell-wide efficiency -- and even to run unattended.”
One of the most recent improvements for thread whirling has been cutter rings that are capable of delivering high-pressure cutting oil directly to threading inserts to better clear chips, as well as cool the cutting edges.
That was the case in the machining-assembly cells at a high volume universal joint manufacturer that turns out 60,000 units a year. Each cell contains a vertical CNC mill and a lathe, plus assembly and inspection jigs. All the chipmaking machines are showing their age.
There’s more: It wasn’t until two days into the test that an operator realized that the vibration alarm hadn’t gone off even once. The new, smaller TM tools smoothed out the cutting action just as the larger ones have for decades.
With thread milling, the tool cuts on the way into the material and up to the full tangent point. As the heel of the cutter makes an exit path, the direction of the finish pattern changes and results in a crosshatch pattern.
“To help accommodate that,” he said, “shifted cutter rings that bring the inserts closer to the guide bushing are available for more readily available live tooling attachments on the market.”
Of course, cutting-edge security matters a lot in every machining operation, but never more than in synchronous machining cells or carousel arrangements. Sudden tool rupture or edge breakdown at one operation can affect the entire process. Moreover, the risk of failures is often the main cause of extra operator attendance.
The most challenging operation is milling out the main yoke slot. Previously, this had been done by roughing in a multi-pass cycle with a conventional zero rake cutter using eight square inserts, and finishing with a separate tool. Sudden edge breakdown during roughing was an accepted part of the production process, even after radically reducing stepovers to avoid pounding. Ironically, the lighter stepovers required more passes, causing work hardening that punished the tool even more.
Compared with thread milling a zero-degree thread wall, which commonly is found on the trailing side of a bone screw thread, the finish pattern of thread whirling is better thanks to the tangential radial entry and exit of the cutter, which leaves a uniform pattern.
Another company, Sandvik Coromant Co. in Fair Lawn, New Jersey, provides CoroMill 325 thread whirling rings and inserts, which meet the needs of a large number of sliding-head machine types. The rings and inserts can thread long, slender components from rough stock at high speeds without use of a dedicated thread whirling machine, said Patrick Loughney, who handles business development for small part machining and is product specialist for indexable drilling tools.
Loughney said when using a sliding-head machine, users have the support of its guide bushing close to the cutting head, with multiple inserts applying even cutting pressure. Trying to thread long, slender components using a single-point method would be almost impossible and could cause high scrap rates, poor-quality threads and excessive tool wear and breakage.
Old, ‘loose’ machines are torture for cutting tools. They create an ideal setting for chatter to start, which can create excessive impact forces on the tools leading to sudden tool rupture.
“Many thread whirling units have a 50-1 gearbox reduction,” he said. “Take this into consideration that the programmed rpm will not be the actual output in most cases.”
Thread whirling offers several advantages over single-point threading. First, users can machine high-quality threads on long, slender components without the risk of bending or vibrating. Single-pass threading from stock diameter reduces cycle time, increases productivity and helps produce accurate threads by tilting the whirling ring toward the helix angle. Also, good chip control enables continuous machining, and finishing treatment is not required. Finally, deep thread forms, such as Acme, can be achieved easily with thread whirling.
With thread whirling, the cutter enters and exits in a radial arc, which is similar to the thread radius direction. As the heel of the insert exits the thread form, the resulting finish leaves a crosshatch pattern. But this pattern would not be seen on any thread wall with a positive wall angle. That is because the cutter contacts the workpiece only at the full tangency of the cutting path.
Standard inserts for thread whirling HA and HB thread forms are available as stocked items from Sandvik Coromant. These threads have the specific dimensions and tolerances needed for bone screws and other medical implants. However, the majority of thread forms on bone screws are special forms that would be offered as engineered solutions.
This retooling was essentially a drop-in replacement. The only processing changes were to modify the program to increase feed rates, decrease the scheduled stops for indexing, and write out all the steps associated with a separate finishing operation that is no longer needed. Standard parameters for roughing the 5130 are now 900 sfm, 0.0250 IPR, 0.150 DOC.
Running 24/5, Busche uses seven two-lathe turning cells to produce 2.75 million/year automotive ring gears in a 400-person shop. Operations there include OD turning, ID turning and facing. As any Tier 2 automotive supplier knows, this is a very competitive business, turning on pennies per part and rock-solid delivery.
GenSwiss has partnered with Utilis AG of Müllheim, Switzerland, since 2006, and the companies have worked to further the technology used in this machining process. Laprade said Utilis and GenSwiss introduced to the Swiss-turn industry thread whirling systems that use up to 12 thread cutting inserts. The addition of tooling with more cutters enabled users of whirling attachments to increase productivity over the conventional three- and six-insert systems that were available at the time.
Long threads pose a further hurdle when machined on a Swiss-style CNC machine. Because Swiss machines use a guide bushing to support material, which moves through the tooling rather than the tooling moving to the workpiece, Laprade said long threaded parts must be pulled back through the guide bushing after being cut, resulting in lost support of the workpiece.
Now, a single tool completes both roughing and finishing. Moreover, the machining operation has been able to raise its feed rates and throughput by 50% on the wrought stock, and 50% on the hardened material — with no trade-off in edge life.
“Operations in cells must run in lockstep,” said Ingersoll’s Konrad Forman, “so it’s doubly important there to achieve longer, more predictable edge life on the tooling. “Take any failure root-cause other than gradual wear as a wake-up call to find a better tooling solution, even on a loose machine or any other in unfavorable condition.”
The improvement in surface finish from thread whirling is a result of the unique tangential cutter path and increased rigidity. Burrs also are minimized due to reduced chip loads and longer tool life.
Even without raising throughput rates in the cells, the shop reported it achieved savings of $80,000/year in tooling and tool-servicing costs. The only edge failure mechanism now is predictable flank wear, with zero rupture in more than a year.
To make a short story long, the tangential inserts ran through 127,000 parts – four months – before requiring a change due to edge wear and deterioration of surface finish. That amounted to an 18-to-1 gain in edge life.
Another recent advance is quick-change capability. Sandvik Coromant provides that with its whirling rings, along with high-quality carbide and coatings, such as Grade GC1105, which Loughney said is a popular choice for medical machining.
Positive rakes and helical cutting edges on the inserts combine to create a smooth cleaving action, all leading to a much more secure process even on a loose machine.
Internally cooled thread whirling rings eliminate the need to have perfectly aimed coolant nozzles for chip evacuation and insert cooling. Cutting oil is delivered to the insert edge through internal channels in the cutter ring. Image courtesy of Genevieve Swiss Industries
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
Soon after the test, Akebono transferred the idea to four more, “small” roughing jobs at the Kentucky plant, and it alerted the other plants worldwide as well. “For a global company in such a competitive business, the faster the good news spreads, the better,” Alvey said.
One troublesome operation in the cell is rough milling a 1.1-in. hose mounting area on the caliper. It’s an interrupted cut that cratered cutting edges and often set off the machine’s vibration alarm. “We were getting 7,100 parts per edge with a conventional 4-pitch cutter, and we were satisfied,” said Terry Alvey, Akebono central purchasing manager of indirect materials. During a plant visit, however, Ingersoll field engineer Paul Nugent spotted the operation and the opportunity to do better. He explained the TM concept and suggested a trial run for the new 2 inch S-MAX tangential cutter.
Although similar to thread milling, thread whirling has inserts mounted on the inside of a cutting ring, or cutter holder, rather than on the outside of a milling tool. The thread whirling ring rotates around a cylindrical component to cut a thread in one pass. Image courtesy of Sandvik Coromant
Number related to the applied load (usually, 500 kgf and 3,000 kgf) and to the surface area of the permanent impression made by a 10mm ball indenter. The Brinell hardness number is a calculated value of the applied load (kgf) divided by the surface area of the indentation (mm2). Therefore, the unit of measure of a Brinell hardness number is kgf/mm2, but it is always omitted.
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
Cylindrical sleeve, typically made from high-grade tool steel, inserted into a jig fixture to guide cutting tools. There are three main types: renewable, used in liners that in turn are installed in the jig; press-fit, installed directly in the jig for short production runs; and liner (or master), installed permanently in a jig to receive renewable bushing.
“Thread whirling can be used to produce worm gears and of course standard 60-degree UN threads, as well as metric standard threads,” said Scott Laprade, applications supervisor at Westfield, Massachusetts-based Genevieve Swiss Industries Inc., which does business as GenSwiss.
Now, the shop gets the job done with a modified, standard Ingersoll S-Max tangential milling cutter that has increased edge life by a predictable 10 to 1 and eliminated all the pounding, even at the original higher material removal rates (MRRs). Since the tool is size-matched to slot width and has corner radii, it takes fewer passes to complete the slot and the singular tool does both the roughing and finishing.
Process of both external (e.g., thread milling) and internal (e.g., tapping, thread milling) cutting, turning and rolling of threads into particular material. Standardized specifications are available to determine the desired results of the threading process. Numerous thread-series designations are written for specific applications. Threading often is performed on a lathe. Specifications such as thread height are critical in determining the strength of the threads. The material used is taken into consideration in determining the expected results of any particular application for that threaded piece. In external threading, a calculated depth is required as well as a particular angle to the cut. To perform internal threading, the exact diameter to bore the hole is critical before threading. The threads are distinguished from one another by the amount of tolerance and/or allowance that is specified. See turning.
“Once material support is removed,” he said, “a machinist runs the risk of the part deflecting under the tool pressure with each subsequent pass. Thread whirling eliminates this concern, and it can take stock diameter and machine it to a complete thread in a single shot.”
Although similar to thread milling, thread whirling has inserts mounted on the inside of a cutting ring, or cutter holder, rather than on the outside of a milling tool. The thread whirling ring rotates around a cylindrical component to cut a thread in one pass.
Thread whirling is important to manufacturers of implant screws, for which orders can range from 1,500 to 5,000 pieces or more per production run. Bone screws are being designed with more complex thread forms, including deep threads, multiple leads and unique thread pitches. Inserts are designed and manufactured specifically for individual threads.
“These machines offer the most stable cutting condition due to the bar stock being supported by a guide bushing that is in the machine’s spindle/chuck, where the material is fed through the guide bushing, allowing for the cutting tools to be very close to the material being machined,” Loughney said. “The machine must have a c-axis that the thread whirling unit is driven by. The thread whirling ring fits into the unit. The rings consist of multiple indexable carbide inserts with up to three cutting edges depending on the pitch of the thread.”



 18581906093
18581906093