
Tool holders for multi-task machines and VTLs - cnc machine insert types
Coatings tailored to match the maximum cutting temperatures of many unique ferrous and nonferrous metals and carbon fibers allow higher working temperatures and can increase cutting speeds by up to 20%, noted Kyocera’s Negron. Experiments with PVD coating equipment abound to find the best process mix of gas, temperature and deposition rates.
Maintaining tighter and tighter tolerances at spindle speeds up to 150,000 rpm, micro drills, end mills, routers and other tools are breaking machining barriers thanks to improved clamping techniques and proprietary coatings applied via physical vapor deposition (PVD). More coolant-through drills and application-specific carbide grades and geometries are becoming the norm for toolmakers.
One key to machining success “is the equipment and how it is clamped,” Kyocera’s Negron said. “The best clamping is heat-shrink. End users are concentrating on buying very good machine equipment that has excellent clamping.”
Looking for more? Our expert team of researchers can create market analysis reports for any of your needs.
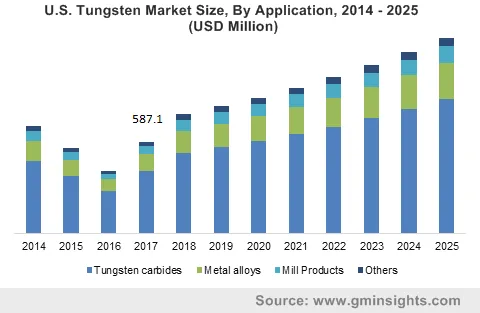
Since its discovery in the middle ages, tungsten or wolfram has been used by humans for a wide range of applications. The tungsten market makes an important contribution to a country’s economy, through its use in high-speed steel tools and cemented carbide, and by helping to achieve high productivity levels in manufacturing industries.
For proper machining, Boss stressed using a high-accuracy toolholding system like Horn USA’s Fahrion and a spindle speeder, if necessary. Maintain correct cutting speed, radial and axial depths and feed per tooth, and clear chips during operation with proper placement of compressed air or coolant to avoid double cutting chips, he advised.
Based on application, global market has been segmented into tungsten carbide, metal alloys, mill products, and other applications such as salts, tungstates, sulfides, oxides, etc. Carbide is the largest application segment and is likely to grow with a CAGR of around 8% during the forecast period. Increasing usage of these products as drilling, boring, and cutting tools in various industries will drive the tungsten market.
“Our focus outside the general catalog line … becomes a threefold process to improve performance,” explained Paquette, honing the proper mix of materials, geometries and coatings “that do not diminish what we’ve done with our cutting tools and our geometries.”
In today’s complex micro machining world, it is not uncommon for 30 to 60% of a company’s tools to be custom, said MacArthur. About 60% of RobbJack’s business is custom. “We have the luxury of seeing some pretty amazing projects,” he said. RobbJack will re-create customers’ applications in its lab, run test cuts, then report back indicating the proper tool and process parameters.Meanwhile, Paquette said maybe 15–20% of Richards Micro-Tools’ portfolio is engineered solutions. Such projects “don’t happen overnight,” instead developing over years as a relationship with a customer is built.
Meanwhile, Kyocera’s super-micro drills are less than 0.003″ (0.08 mm) in diameter. Kyocera produces drills down to 0.0015″ (0.038 mm) in diameter and end mills at 0.002″ (0.05 mm), Wilshire added. “We’re finding more call in the advanced electronics industry and chip test-bed manufacturing with metals like Invar,” particularly in Asia, Negron noted.
Tungsten carbide is the most popularly used form of the product which has hardness close to diamond. It is denser than steel and titanium, twice as hard as any steel grade, and has extremely high wear resistant. Due to these characteristics, the product is widely used in construction, mining, and metalworking applications.
Meanwhile, current CAM software maintains equal chip load whether the tool is in a turn or corner, Negron said. Many customers preview their software by programming, for example, a high-speed milling routine, and making sure the process is optimized “no matter where you are in the part.”
Richards’ Paquette said that most tool companies have proprietary software specific to their CNC grinding machines that models optimum tool designs and performance. Two years ago, his company bought a miniature milling machine for testing geometries, particularly for PEEK applications.
The market may face challenges from the huge demand-supply gap over the past years, causing a significant drop in the product prices since 2014. This led to a fall in the global market size in terms of revenue, and the manufacturers underwent losses in order to balance the demand-supply dynamics. Though, the prices stabilized after 2016, leading to a rise in the market size, the level of uncertainty may pose hindrances in tungsten market share over the coming years.
Spindle speed is another critical performance factor, Jackson added. “The smaller the tool, the more rpms you need.” To optimize its tools, Kyocera uses a spindle speed multiplier in its lab, Wilshire noted. While metalcutting generally requires 10,000 to 15,000 rpm, tools to produce printed circuit boards must run at 120,000–150,000 rpm. MacArthur puts the vast majority of application spindle speeds at 30,000–60,000 rpm.
“Now we’re down to 1 mm for two-flute drills of 8×D or 15×D.” These drills are particularly geared to aerospace materials like 17-4 PH, titanium and Inconel, said Brian Wilshire, technical applications manager for Kyocera.
With cutting diameters from 0.06″ (1.5 mm) down to 0.02″ (0.5 mm), they are made to process “super-tough material like Invar or any of the stainless steels, he said. “It was kind of a surprise when we put it out. We knew it would do well in precision tool and die applications, but it turns out it’s being used across multiple markets, such as medical and aerospace.”
Meanwhile, Kyocera’s coolant-through 10×D Hydros drills will soon be joined by 5×D and 7×D versions. “We initially came out with drills down to a 3 mm cutting diameter,” Negron explained.
Solid-carbide micro cutting tools about the diameter of human hair or smaller—some producing parts visible only under a microscope—are making a huge impact on manufacturing highly advanced electronics, automotive and aerospace fuel injection systems, and medical instruments and implants.

To protect these valuable tools, Boss said pre- and post-use inspection are as important for preventing breakage as adhering to proper usage parameters. Before use, he advises using a micron accuracy tool presetter with live-view camera and automation to inspect for runout and form. This not only affirms tool geometry and proper runout, but achieves tool-length offset with no touch-off required.
Extraordinary throughput gains can be achieved by dialing in the right process and materials, as Paquette illustrated in a recent case. A Richards client machining a feature into spools of laminated plastic material used in the printing industry would get about 200″ (5.1 m) of material before the cutter had to be changed. By refining a corner-radiused end mill with a diamond-like coating and switching from an upshearing cut to a downshearing cut, Richards’ tooling produced 800% more linear footage. The 2018 Richards catalog includes two new levels of diamond coating.
“As tighter tolerance demands have increased and miniaturization of parts has increased, our customers require many more options,” said Mike MacArthur, vice president of engineering for RobbJack Corp. (Lincoln, CA). “We have to offer tools in every thousandths of an inch increment starting at 0.005″ [0.13 mm] and ending at 0.062″ [1.57 mm]. Micro tool makers also must offer specific problem-solving geometries and the ability to follow high-efficiency toolpaths “using the same angles of engagement and Z-depths of cut as their full-sized counterparts.”
Asia Pacific, having accounted for more than half of the product demand in 2017, is poised to grow by more than 8% CAGR. The regional industry will be chiefly driven by China, which is the largest producer as well as consumer of the product. High growth in China’s automotive, aerospace, mining, and electronics sector will be the major factor behind its dominant tungsten market position.
Is your requirement urgent? Please give us your business email for a speedy delivery!
The mining sector is a key end-user for the product, especially for carbides. Numerous industries worldwide depend on the supply of commodities from the mining sector. The top 40 companies, which represent a vast majority of the global mining industry, generated around USD 600 billion of revenue in 2017.
Tungsten Market size was estimated over USD 3.5 billion in 2017 and the industry will grow by a CAGR of around 8% through 2025. Increasing product deployment in different end-user industries such as automotive, aerospace, defense, electronics, oil & gas, mining, etc., will augment the global market.
Such tools are not easy to make, Negron continued. “You can start one hundred and not end up with very many, so getting very good at blank prep and making sure you have the most accurate blank ready to go” is vital. “Fluting has been the trick with it.”
Mill products segment accounted for around one-tenth of the overall market. The segment’s demand is likely to grow by more than 7% from 2018 to 2025. Mill products are pure tungsten metal products such as electrodes, lighting filaments, electrical & electronic contacts, sheets, wires, rods, etc. Developments in the electronics industry will be the major factor driving the mill tungsten market growth during the forecast period.
Of course, micro tools are only as accurate as the equipment and software that produce and guide them.
The segment will register around 8% CAGR during the forecast period. These equipment are used in mining, construction, oil & gas, and metalworking industries.
Afterward, shops should use a loop, presetter or digital microscope to check for uniform wear, chipping or breakage. “Inspect finished parts with a 3D scanner or interferometer to assess surface finish and final form,” said Boss.
At Kyocera, a range of special end mills addresses medical industry demands, said Wilshire: “We do step drills to try to save cycle time,” aiming to process a part in one pass.
Symbolizing the increasing reliance on micro machining tools, the 2018 catalog for Richards Micro-Tool (Plymouth, MA) features 2200 new products, according to Engineering Manager David Paquette. The emphasis is on longer flute lengths and reach lengths and special coatings like aluminum titanium nitride (AlTiN). Among those new tools is a new line of tapered rib cutters that create draft on molds for hardened machine materials.
Low runout is one of the key goals of acquiring high-end equipment, fostered by exceptionally stable spindle/tool combinations. “You can’t have a lot of slop and high runout because these tools just won’t put up with it,” he advised. “With a bigger tool, you’ll hear growling” under less-than-ideal conditions, “whereas a micro tool is just going to break.”
In fuel-injection systems for automotive and, to a lesser extent, aerospace, “we’re seeing quite a bit of call for diameters anywhere between 0.008 and 0.010″ (0.20 and 0.25 mm) up to maybe 0.060″ (1.52 mm). While those diameters are not particularly noteworthy in the micro sense, he said, “the big deal is they are asking for super-precise diameter tolerances of plus or minus a micron.”
Based on end-use, the global tungsten market is segmented as automotive parts, aerospace components, drilling, boring & cutting equipment, logging equipment, electrical & electronics appliances, and other end-uses including chemical, defense equipment, etc. Drilling, boring and cutting equipment is a major end-use sector in the product market.
Said Horn USA’s Boss, “New toolpath choices control radial engagement, ensuring the tool doesn’t come into an area with more material than it was programmed to take.” Even more important, he said, are better-educated programmers “who are gaining the understanding on toolpath selection and how and what parameters to select.”
Majority of the product is used in manufacturing cemented carbides or hard metals. These are materials made by cementing tungsten carbide grains in a binder matrix of a tough nickel or cobalt alloy using the process of sintering.
Companies are experimenting with ways to reduce tool vibration and chatter, Paquette explained, including odd numbers of flutes and various rake and relief angles—and sometimes not incorporating relief. “Traditionally you don’t relieve all the teeth, so it almost gives you somewhat of a balance to how the cutter works.”
This would increase the demand for tungsten carbide because it is widely used in the mining industry in manufacturing top hammer rock drill bits, roller-cutters, downhole hammers, raise boring reamers, long wall shearer picks, long wall plough chisels, tunnel boring machines, etc. With increasing demand for precious metals in China and other developing countries, the global mining industry is likely to maintain an upward trend in coming years and will propel the tungsten market growth.
Global Market Insights Inc. 4 North Main Street, Selbyville, Delaware 19975 USA Toll Free: +1-888-689-0688 USA: +1-302-846-7766 Europe: +44-742-759-8484 APAC: +65-3129-7718 Email: sales@gminsights.com

Home > Chemicals & Materials > Advanced Materials > Functional Materials > Tungsten Market
Tungsten market research report includes in-depth coverage of the industry with estimates & forecast in terms of volume in tons and revenue in USD thousand from 2014 to 2025, for the following segments: Click here to Buy Section of this Report
North America will grow by a CAGR of around 7% from 2018 to 2025. Developments in the country’s automotive, aerospace & defense, and oil & gas sectors will propel the tungsten market value in coming years. Latin America and Middle East & Africa regions have much lower product demand when compared with other regions. However, these regions will have a high industry growth rate during the forecast period.
Most of the companies in the market are integrated across the value chain and are involved in raw material production, processing as well as manufacturing of finished products.
For milling, “most CAM software has some version of high-efficiency machining built in,” Wilshire said. This facilitates lighter radial width of cuts, maintains strong feed rates and mitigates tool chatter or breakage as cut loads increase in corners. For drilling, Jackson added, newer and easier-to-program CAM software facilitates variable drill depths, shorter cycle time and chip evacuation.
It is used in lighting technology, electronics, power engineering, automotive & aerospace sectors, coating & joining technology, medical technology, and many other important industries worldwide.
Some newer machines have high-pressure coolant available, Wilshire noted, which is why Kyocera extended its coolant-through drilling line to smaller diameters. The coolant “is a great help in fishing the chip out of the hole and making sure we maintain hole quality and tool life.”
At RobbJack, every micro tool offered in increments of 0.0002″ (0.005 mm) is available in titanium nitride, titanium carbon nitride, AlTiN and the newer diamond-like carbon, MacArthur said. When cutting heat-generating metals like stainless steel or nickel alloys, AlTiN is the ideal choice, he noted, since it forms an aluminum oxide heat shield that keeps heat from going into the tool.Ultimately, coatings produce cost savings, said Richards’ Paquette. In a medical production scenario, for instance, an enhanced-performance tool can process 200″ of material with parts having to be checked only 10% of the time.
The evolution of more accurate milling machines is a cyclical process, RobbJack’s MacArthur explained: “We’ll come out with a tool that’s better than the machine tools, then the machine tool makers will come out with a better machine that maxes out the tools. Then you have all the new CAD/CAM toolpaths that control engagement angles and how much contact the tool has with the cut.”
We get a lot of calls” for coating these tools, but “there’s no way something [that size] is going to generate sufficient heat” to require a protective shield 3–4 μm thick.
Kyocera Precision Tools Inc. (Hendersonville, NC), which has “historical strength in drilling,” has been having success with its Titan AX three-flute and upcoming five-flute micro mills on 6-mm shanks, said Round Tool Product Manager Joe Negron. “With three flutes, you always have a cutting tooth engaged,” he said. Five-flute mills, already proven to allow higher-speed milling with Kyocera’s indexable tools, will bring that functionality to the company’s solid round tools.
The company’s tools process everything from platinum to PEEK (polyether ether ketone) plastic, he said. While Richards has been a pioneer of micro milling—having always offered end mills at 0.005″ diameter and always employed microscopes in their facilities to evaluate their tools—Paquette noted that today’s tool repertoire includes diameters down to 0.0005″ (0.013 mm).
Proprietary materials like aerospace stainless steels typically require proprietary coatings to increase tool longevity and foster chip evacuation by maintaining lubricity in drilled holes, according to Kevin Jackson, round tool product specialist for Kyocera. Coatings like Kyocera’s Megacoat series are applied at thicknesses based on tool diameter.Where coatings won’t really help, Negron said, is in the super-micro world of tool diameters under 0.008″ (0.20 mm).
Aerospace components is also an important tungsten market end-use sector which is poised to grow by more than 7% CAGR during the forecast period. The product is extensively used in manufacturing aerospace components such as rotor blades, propellers, inertial systems, fluid control systems, bucking bars, trim weights, aircrafts balance weights, and many more.
And while “we don’t have our heads in the sand” regarding competition to the rotary cutting business from lasers and electrical discharge machining, micro tool makers have found symbiosis among other players in the broader stock removal business, Paquette noted. “We have a series of tool lines made for the EDM industry.”



 18581906093
18581906093