
Video: The Advantages of Serrated Button Inserts - round carbide insert
Trochoidal milling a full slot requires a tool that has a diameter (D) approximately 70 percent of the width of the slot (b) being cut, where (F) is direction and the WOC (ae) is approximately 5 to 15 percent of the tool diameter, depending on the material and its hardness. Illustration courtesy WIDIA Products Group.
“The application also illustrates the benefits of modified standard tools,” Forman said. “This is basically a standard tangential mill made in a special size and with special radii, not a complete ‘special,’” he added. “It brings the production benefits of a ‘special’ in a high-volume operation with the supply-chain security of a ‘standard.’”
At its automotive brake plant in Elizabethtown, Ky., Akebono became one of the first companies to apply tangential milling (TM) to production of smaller parts. Originally, Ingersoll developed the TM design mainly to improve hogging wide flats on large automotive castings and steel parts, and offered cutters no smaller than 4 inches. Recently, it introduced TM cutters in 1- and 2-in. diameters.
The switch was from 80-deg rhombic inserts to Ingersoll Hex-Turn inserts. “I found them the day they hit the market because I regularly surf the ‘net for new solutions we can use,” said Jerry Busche, vice president.
Cutter rotation is opposite that of the feed at the point of contact. Chips are cut at minimal thickness at the initial engagement of the cutter’s teeth with the workpiece and increase to a maximum thickness at the end of engagement. See climb milling.
To make a short story long, the tangential inserts ran through 127,000 parts – four months – before requiring a change due to edge wear and deterioration of surface finish. That amounted to an 18-to-1 gain in edge life.
Space provided behind the cutting edges to prevent rubbing. Sometimes called primary relief. Secondary relief provides additional space behind primary relief. Relief on end teeth is axial relief; relief on side teeth is peripheral relief.
One troublesome operation in the cell is rough milling a 1.1-in. hose mounting area on the caliper. It’s an interrupted cut that cratered cutting edges and often set off the machine’s vibration alarm. “We were getting 7,100 parts per edge with a conventional 4-pitch cutter, and we were satisfied,” said Terry Alvey, Akebono central purchasing manager of indirect materials. During a plant visit, however, Ingersoll field engineer Paul Nugent spotted the operation and the opportunity to do better. He explained the TM concept and suggested a trial run for the new 2 inch S-MAX tangential cutter.
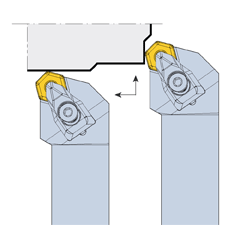
The improvement stems mainly from the tangential orientation of the inserts in the cutter, Ingersoll’s Konrad Forman explained (see Fig. 2). “Unlike conventional radial cutters, the inserts in a tangential tool lie flat in the pitch circle, presenting the insert’s strongest cross section to the main cutting vector and converting shear stresses to more manageable compressive forces.”
This retooling was essentially a drop-in replacement. The only processing changes were to modify the program to increase feed rates, decrease the scheduled stops for indexing, and write out all the steps associated with a separate finishing operation that is no longer needed. Standard parameters for roughing the 5130 are now 900 sfm, 0.0250 IPR, 0.150 DOC.
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
Also aiding smoother cutting was the higher insert count in the cutter, made possible by the tangential design. The new 2-inch tangential S-MAX has seven inserts, versus four in the previous 2-inch cutter. “Under the same parameters, more inserts means lower cutting forces on each one,” Forman explained.
Now, a single tool completes both roughing and finishing. Moreover, the machining operation has been able to raise its feed rates and throughput by 50% on the wrought stock, and 50% on the hardened material — with no trade-off in edge life.
Hardness is a measure of the resistance of a material to surface indentation or abrasion. There is no absolute scale for hardness. In order to express hardness quantitatively, each type of test has its own scale, which defines hardness. Indentation hardness obtained through static methods is measured by Brinell, Rockwell, Vickers and Knoop tests. Hardness without indentation is measured by a dynamic method, known as the Scleroscope test.
Angle of inclination between the face of the cutting tool and the workpiece. If the face of the tool lies in a plane through the axis of the workpiece, the tool is said to have a neutral, or zero, rake. If the inclination of the tool face makes the cutting edge more acute than when the rake angle is zero, the rake is positive. If the inclination of the tool face makes the cutting edge less acute or more blunt than when the rake angle is zero, the rake is negative.
Despite being a fairly well-established technique, misconceptions about trochoidal milling persist. “A lot of people say it can’t be fast because you’re only in the cut 50 percent of the time, based on the circular motion,” Archambault said. “That’s not true.” This is because a tool might be going one speed when cutting and, as it is coming around to take the next cut, the tool is programmed to go five times as fast while traveling through air. “Eight-five percent of the time you are actually in the cut.”
Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
Milling metals hardened to 52 HRC and harder with solid-carbide cutters doesn’t require a heavy-duty, high-performance machine tool when a machinist employs trochoidal milling and applies cutting tools with an appropriate substrate, coating and geometries.
For workpieces up to and above 65 HRC, WIDIA offers Vision Plus solid-carbide endmills. Archambault explained that those tools have a negative rake and an AlTiN coating, allowing them to effectively hard-mill with only an air blast or coolant mist rather than flood coolant because the coating oxidizes at a high temperature and creates a heat barrier. “The coating doesn’t work unless you get it hot,” he said, “and the heat tends to stay in the chip.”
Of course, cutting-edge security matters a lot in every machining operation, but never more than in synchronous machining cells or carousel arrangements. Sudden tool rupture or edge breakdown at one operation can affect the entire process. Moreover, the risk of failures is often the main cause of extra operator attendance.
There’s more: It wasn’t until two days into the test that an operator realized that the vibration alarm hadn’t gone off even once. The new, smaller TM tools smoothed out the cutting action just as the larger ones have for decades.
That was the case in the machining-assembly cells at a high volume universal joint manufacturer that turns out 60,000 units a year. Each cell contains a vertical CNC mill and a lathe, plus assembly and inspection jigs. All the chipmaking machines are showing their age.
Now, the shop gets the job done with a modified, standard Ingersoll S-Max tangential milling cutter that has increased edge life by a predictable 10 to 1 and eliminated all the pounding, even at the original higher material removal rates (MRRs). Since the tool is size-matched to slot width and has corner radii, it takes fewer passes to complete the slot and the singular tool does both the roughing and finishing.
Many managers in manufacturing operations regard these types of failures as unavoidable on tired equipment, or they keep cutting back on parameters and stepovers, hoping to find some stability.
Soon after the test, Akebono transferred the idea to four more, “small” roughing jobs at the Kentucky plant, and it alerted the other plants worldwide as well. “For a global company in such a competitive business, the faster the good news spreads, the better,” Alvey said.
Net Surfing to Longer Edge Life — At Busche-CNC in Albion, Ind., a simple retooling de-bottlenecked the rough turning operation for difficult-to-machine wrought 5130 and hardened 4140. Previously, cutting edges cratered after an average 20 pc on the 5130; toolbars snapped every other day. The Ingersoll Hex-Turn inserts improved edge life nearly 10 to 1, and eliminated completely the unpredictable, cutting-edge rupture and all the hazards and disruptions that followed.
Akebono produces the brake calipers in an auxiliary machining cell that feeds a traditional transfer line (see Fig. 3). Because the whole operation is synchronous, there’s no way to speed up a single operation without unbalancing the whole line.

Space provided behind a tool’s land or relief to prevent rubbing and subsequent premature deterioration of the tool. See land; relief.
Grooves and spaces in the body of a tool that permit chip removal from, and cutting-fluid application to, the point of cut.
For the hardened 4140 stock, the feed is cut back only slightly. In each case, the DOC is backed off for the finishing passes.
“Especially in cells and carousels, the number-one priority in tool selection should be zero tool rupture or edge breakdown,” said Konrad Forman, North America milling tool manager for Ingersoll Cutting Tools. “Unless you are replacing an edge due to gradual wear only, you are missing an opportunity to improve cell-wide efficiency -- and even to run unattended.”
“Operations in cells must run in lockstep,” said Ingersoll’s Konrad Forman, “so it’s doubly important there to achieve longer, more predictable edge life on the tooling. “Take any failure root-cause other than gradual wear as a wake-up call to find a better tooling solution, even on a loose machine or any other in unfavorable condition.”
Archambault noted the VariMill series is effective for trochoidal milling materials as hard as 60 HRC, and the toolmaker recently introduced the 7-flute VariMill II ER. “More flutes makes it even faster.” The ER stands for eccentric relief, in contrast to the primary relief and secondary relief found on most endmills, he added. “It’s one continuous form for the cutting edge clearance. That relief makes the edge much stronger.”
Even without raising throughput rates in the cells, the shop reported it achieved savings of $80,000/year in tooling and tool-servicing costs. The only edge failure mechanism now is predictable flank wear, with zero rupture in more than a year.
Running 24/5, Busche uses seven two-lathe turning cells to produce 2.75 million/year automotive ring gears in a 400-person shop. Operations there include OD turning, ID turning and facing. As any Tier 2 automotive supplier knows, this is a very competitive business, turning on pennies per part and rock-solid delivery.
Although Archambault estimates that trochoidal milling can reduce cycle times by 20 to 30 percent, he emphasized that the bigger benefit comes from extending tool life. In a titanium milling application, for instance, one customer was conventionally milling with the full diameter of a ½" (12.7mm) VariMill solid-carbide endmill. “They were happy with it,” he said. “We tried trochoidal milling and got five times the life on that cutter.”
The most challenging operation is milling out the main yoke slot. Previously, this had been done by roughing in a multi-pass cycle with a conventional zero rake cutter using eight square inserts, and finishing with a separate tool. Sudden edge breakdown during roughing was an accepted part of the production process, even after radically reducing stepovers to avoid pounding. Ironically, the lighter stepovers required more passes, causing work hardening that punished the tool even more.
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
Positive rakes and helical cutting edges on the inserts combine to create a smooth cleaving action, all leading to a much more secure process even on a loose machine.
The primary reason for the big improvement in cutting-edge security is the Hex-Turn insert’s stronger geometry, according to Ingersoll turning product manager Ed Woksa. “On the one hand, the insert has a 45-degree lead angle that thins the chip and reduces notch wear,” he explained. “On the other, the hex shape is closer to a true round, intrinsically the strongest shape due to the absence of stress-raisers.”
Steve Archambault, senior applications engineer at WIDIA Products Group, Latrobe, Pa., explained that trochoidal milling is a technique where the cutting tool, either a solid or an indexable one, takes a light DOC while following a circular motion, enabling users to engage more of the flute length in the workpiece than conventional milling while increasing the surface footage. When machining a 52 HRC workpiece via conventional milling, for example, the surface footage might be 80 to 125 sfm (24.4 to 38.1 m/min.), whereas trochoidal milling can achieve 500 to 600 sfm (152.4 to 182.89 m/min.).
Old, ‘loose’ machines are torture for cutting tools. They create an ideal setting for chatter to start, which can create excessive impact forces on the tools leading to sudden tool rupture.




 18581906093
18581906093