
Indexable Inserts / Cutting Tools - cnc all insert
Milling tool orientation that uses positive axial and radial rake angles. Mills with double positive geometry have low power requirements but weak cutting edges.
The angle formed by the tilt of the leading peripheral edge and a line parallel to the center axis. The axial rake angle describes how far the tooth face leans forward or backward.
The angle formed by the slope of the land and a line tangent to the cutting edge. The relief angle directly follows the cutting edge and reduces flank wear while increasing chip flow.
Increase the hardness of a metal by subjecting it to plastic deformation during a cold working or machining process. Work-hardening metals may need to be milled using double positive geometry.
A person trained to run a specific machine. Operators are responsible for helping ensure that a machining process runs properly, efficiently, and safely.
A milling tooth feature that tilts the surface behind the cutting edge toward the direction of the cut. A negative angular land increases cutting-edge strength.
A groove on the periphery of a cutter that provides room for chips to flow away from the cut. Flutes are present on cutting tools such as mills and drills.
The angle formed by the flank behind the land and a line tangent to the cutting edge. A clearance angle keeps the flank from rubbing against the workpiece.
A metal removal process in which one or more edges of the cutting tool repeatedly enter and exit the workpiece surface. Interrupted cutting, also called intermittent cutting, is often used in milling and leads to increased cutting forces.
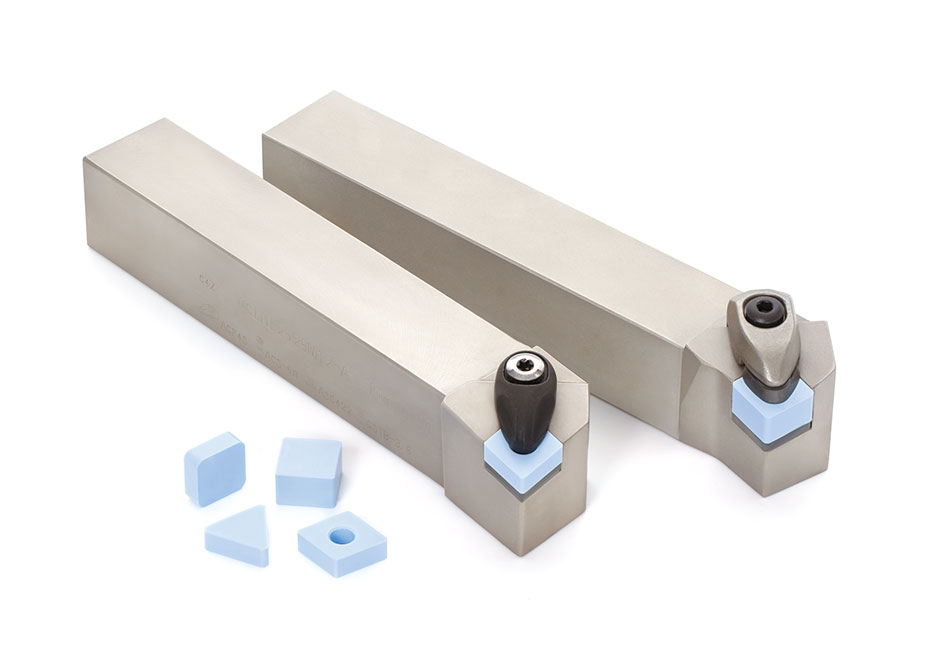
Iwaki, January 2020 — Tungaloy is introducing TZ120 grade ceramic inserts designed for turning cast iron at high cutting speeds.
A line or line segment that touches an object at exactly one point. Relief and clearance angles are determined by measuring the angle formed by the slope of certain insert components and straight lines tangent to the cutting edge of the insert.
An unwanted but acceptable deviation from a given dimension defined by a blueprint. The required tolerance of a manufactured part affects insert selection and proper milling tool geometry.
The distance from one edge of a circle or circular object to the opposite edge, passing through the center. The diameter of a mill cutter is essential for measuring several aspects of milling geometry, such as the radial rake angle.
A milling operation that uses cuts with the bottom of side of the milling cutter. End milling is usually performed with a solid mill and can create features such as slots and grooves.
Two lines that are equidistant from one another and do not intersect. A line parallel to the cutting axis is used to determine various aspects of mill geometry, including the lead angle.
A machine tool that is used to produce a range of parts from a cylindrical workpieces. On a basic lathe, the workpiece is rotated in the spindle while the cutting tool is guided along the workpiece to create a finished part.
BUE. The unwanted rough edge on a cutting tool created when pieces of the workpiece pressure weld onto the tool edge during cutting. Built-up edges can reduce the quality of the finished cut.
All the necessary preparation of tooling and fixturing that occurs on a machine before a cutting operation begins. Setup includes the positioning of the tool, the milling machine, and the workpiece.
An indexable and replaceable cutting tool with a geometric shape that has multiple cutting surfaces. Inserts provide the cutting edges for many face mills.
The rate at which the the edge of a cutting tool rotates past the surface of the workpiece at the point of contact. Speed is often measured in revolutions per minute (rpm).
Metal removal rates. The volume of metal removed in a given amount of time. MRR are measured in cubic inches per minute or cubic centimeters per minute.
A milling operation in which the cutting edge of the mill is parallel to the axis of the spindle. Peripheral milling is done with only the peripheral cutting edges of a mill.
The flat surface on the bottom edge of the cutting tool. The end flank passes over the newly machined workpiece to create the surface finish.
A surface just behind the cutting edge that is angled to exactly match the direction of the cut. A parallel land produces a high-quality surface finish.
An angled surface similar to a chamfer created by milling. Ninety degree shoulders are milled using teeth with 0° lead angles.
An angled surface on a cutting tool just behind the cutting edge. The land's shape affects chip removal and surface finish.
Mill Tool Geometry provides an overview of the possible tool angles and insert features for a multi-point milling cutter, detailing the affect each angle has on a cutting operation. The various angles, such as the axial rake and radial rake, and their positioning offer tradeoffs between cutting edge strength and cutting forces, among other important factors. Mill tool geometry must be optimized to each unique combination of workpiece material, tool material, and part feature.Improper tool geometry leads to premature tool wear or failure, poor surface finish, and slower speed and feed rates. These issues can increase manufacturing costs, create waste and scrapped parts, and slow production rates. After taking this class, users will be able to identify the various angles involved in mill tool geometry and implement the proper tool geometry for mill cutting processes.
A cutting pass that emphasizes high material removal rate over the quality of the surface finish or accuracy. Roughing is often performed with teeth set at smaller lead angles.
The flat surface on the peripheral edge of the cutting tool. The side flank is responsible for the majority of material removal in metal cutting operations.
TUNGALOY-NTK UK LIMITED Suite 3, Pioneer House, Mill Street, Cannock, WS11 0EF United Kingdom TEL: +44 121 4000 231 FAX: +44-121-270-9694 Contact
A chip that does not break apart, forming a long thin strip of unwanted metal. Continuous chips can snag and damage the tool and machinery.
MRR. The volume of metal removed in a given amount of time. Metal removal rates are measured in cubic inches per minute or cubic centimeters per minute.
A sliver-white metal that is light and thermally conductive. Aluminium is soft and therefore usually milled with double positive geometry.
The angle formed by the tilt of the side flank of the insert and a line parallel to the center axis of the cutter. The lead angle helps determine depth of cut and the strength of the cutting forces generated during machining.
An alloy of iron, carbon, and silicon that contains at least 2.0% carbon. Cast iron is a hard, brittle material that is usually milled using double negative geometry.
A cutting tool that has more than one cutting edge. Multi-point tools are used for metal cutting operations such as milling and drilling.
The rate at which the cutting tool and/or the workpiece move in relationship to one another. Feed is often measured in inches per minute (ipm) or millimeters per minute (mm/min).
Able to be stretched, drawn, or formed without fracturing. Ductile metals tend to be soft and produce long, stringy chips.
A surface just behind the cutting edge that is angled toward or away from the direction of the cut. An angular land can be positive or negative.
The outer edge of an object. The periphery of a mill is the primary cutting surface in peripheral milling, though it is also used in face and end milling.
The angle created by the center axis of the tool and the slope of the peripheral cutting edge. The helix angle, also known as the helical rake angle, can affect the strength of the cutting edge on a mill, among other properties.
The edge of a cutting tool that is in direct contact with the workpiece and performs metal removal. Cutting edge must be positioned carefully to create an efficient machining operation.
An insert with two cutting faces and square edges. Negative inserts provide the greatest number of indexable cutting edges but limited chip clearance.
A measurement that indicates a tooth face that leans toward a line parallel to the center axis of a milling cutter. A negative axial rake angle allows for greater depth of cut but also requires more machine power.
The flat surface of the cutting insert or tooth that is fed into the workpiece. The tooth face is not involved in the actual cutting but helps direct chips as they come off the workpiece.
The measurement of how far a cutting tool penetrates the workpiece. Depth of cut is the distance from the uncut surface to the machined surface.
A measurement that indicates a tooth face that leans away from a line parallel to the center axis of a milling cutter. A positive axial rake angle has decreased edge strength but improves metal removal rates.
The length of time a cutting tool is expected to be operational before it must be replaced. Tool life can be extended through the use of proper tool geometry.
fpr. The linear distance that a tool advances during one rotation of the workpiece or cutting tool. On the mill, feed per revolution may be used to convert feed per tooth (fpt) to either inches per minute (ipm) or millimeters per minute (mm/min).
An insert with only one cutting face and angled edges that provide chip clearance. Positive inserts reduce the cutting forces produced in a cutting operation but also reduce edge strength.
A milling cutter that performs a mix of peripheral and face milling. End mills have cutting surfaces on the bottom and sides of the tool.
The part of the milling cutter where the cutting edges are located. Teeth can either be molded into the tool, as in a solid mill, or they can be indexable cutting inserts.
Vibrations of the cutting tool that cause surface imperfections on the workpiece. Chatter can be reduced through proper usage of milling geometry, such as setting a large enough lead angle.
The relative quantity and spacing of teeth on a milling cutter. Pitch ranges from coarse, with few teeth, to fine, with many teeth.
A groove on the periphery of a cutter that provides room for chips to flow away from the cut. Flutes are present on cutting tools such as mills and drills.
Cutting under ideal conditions. Free cutting indicates an operation with low cutting forces, optimal chip formation, and good chip removal.
The center line of a circular or cylindrical object. The axis is used to help orient and measure the various aspects of tool geometry.
The angle created by the center axis of the tool and the slope of the peripheral cutting edge. The helical rake angle, also known as the helix angle, can affect the strength of the cutting edge on a mill, among other properties.
The force created by downward movement of an angled blade to remove metal. Shearing action is determined, in part, by the helix angle.
A measurement that indicates a tooth face that tilts away from the center of the mill. A negative radial rake angle demands greater machine power but has improved cutting edge strength.
A final metal cutting pass that emphasizes tight tolerances and smooth surface finish. Finishing is often performed with teeth set at larger lead angles.
Shaped like a spiral that is wrapped around a cylinder. The teeth on some end and face mills are helical, which helps reduce cutting forces.
A metal removal process in which one or more edges of the cutting tool repeatedly enter and exit the workpiece surface. Intermittent cutting, also called interrupted cutting, is often used in milling and leads to increased cutting forces.
The outside cutting edge of a milling cutter. A peripheral cutting edge is the primary cutting edge used in end or peripheral milling.
The space behind the cutting edge that eliminates interference between the cutting tool and the workpiece. Clearance prevents parts of the insert, other than the cutting edge, from touching the workpiece and provides space for chip flow.
A plain carbon steel that contains less than 0.30% carbon. Low-carbon steel is prone to developing BUE, which can be reduced using double positive geometry.
A cutting operation in which a rotating multi-point cutting tool is fed along the surface of a part to remove material. Milling operations generally produce flat surfaces.
A straight line extending from the center of a circle or circular object to its periphery. The radius of a mill cutter is essential for measuring several aspects of milling geometry, such as the radial rake angle.
The accumulated position error and deviation from an axis as a mill rotates. Excessive runout can cause issues like reduced tool service life and poor surface finish.
The angles formed by the shape and positioning of a cutting tool. Tool geometry, sometimes called milling geometry when related to milling cutters, is a key factor in improving tool life, part surface finish, and machining efficiency.
The angles formed by the shape and positioning of a cutting tool. Milling geometry, or tool geometry, is a key factor in improving tool life, part surface finish, and machining efficiency.
The angle formed by the radius or diameter of the milling cuter and the face cutting edge. A radial rake angle describes how far the face cutting edge is twisted toward or away from the mill.
The tip of the tool where the face and peripheral cutting edges meet. The cutting points are the first part of the tool to engage the workpiece when the tooth is set to a positive axial rake angle.
A measurement that indicates a tooth face that tilts toward the center of the mill. A positive radial rake angle has lower cutting edge strength but can be operated with less machine power.
A type of steel that contains more than 11% chromium and exhibits excellent corrosion resistance. Stainless steels that work-harden may need to be milled using double positive geometry.
A threaded device used for fastening parts or transferring motion. Screws are used to hold indexable inserts in place on a milling cutter.
Milling tool orientation that uses negative axial and radial rake angles. Double negative geometry provides the greatest cutting edge strength but also generates the greatest cutting forces.
A cutting operation in which the surface of the workpiece is perpendicular to the spindle axis. Face milling is primarily used to create flat surfaces on a workpiece.
The measured surface profile characteristics of a completed workpiece. Surface finish can be improved through milling geometry.
A manufacturing component used to support, locate, and hold a workpiece in place. A workholding device's strength and stability affect the type of cutting geometry used in a milling operation.
A milling tool with inserts as its teeth. Indexable cutters have excellent flexibility because their teeth can be swapped, angled, and otherwise adjusted.
The degree of roundness between two cutting edges of a tool. The size of the nose radius affects many aspects of cutting.
A milling tooth feature that tilts the surface behind the cutting edge away from the direction of the cut. A positive angular land increases surface finish quality.
Milling tool orientation that uses a combination of positive axial rake and negative radial rake angles. Positive/negative geometry balances the benefits of double negative and double positive geometry and is, therefore, a good general-purpose milling geometry.
TZ120 ceramic grade is developed for efficient machining of cast iron. A zirconia-toughened aluminum oxide grade with superior thermal properties, TZ120 enables extended tool life and process security at high cutting speeds, making the grade ideal for high-speed, dry machining of centrifugally cast cylinder liners . The new grade will allow Tungaloy’s extensive lineup of ceramic insert grades to provide a variety of cast iron turning solutions at high speeds.
The various stresses involved in a machining process. Cutting forces are determined by a combination of speed and feed rate, tool angle, workpiece material, and other factors.
A part that is subjected to one or more manufacturing procedures such as machining, casting, or welding. Workpiece material is often a factor in determining milling geometry.
The cutting edge on the end or bottom of a milling cutter. A face cutting edge passes over the newly formed surface of a workpiece.
A milling cutter that cuts metal with its face, or bottom, edge. Face mills often use inserts and are good for creating wide, flat surfaces.
The angle formed by the flank behind the land and a line tangent to the cutter periphery. A clearance angle keeps the flank from rubbing against the workpiece.
A cutting implement that mostly uses one cutting edge at a time. Single-point tools are often used for lathe metal cutting operations such as turning or threading.
A chip that easily fractures from the workpiece into small, separate pieces. Brittle materials, such as cast iron, tend to create discontinuous chips.



 18581906093
18581906093