
20PC 3mm Carbide Burr Die Grinder Bits For Dremel ... - carbide dremel burr

The days of throwing worn tools away are over. Because only a small amount of the carbide is actually worn away during machining, inserts and solid tools should be kept as scrap and recycled.
Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
The Soviets’ superdeep borehole isn’t alone. During the Cold War, there was a race by the superpowers to drill as deep as possible into the Earth’s crust – and even to reach the mantle of the planet itself.
“What was clear for the experience of the Russians was that you have to drill as vertical as possible because otherwise you increase torque on the drills and kinks in the hole,” says Uli Harms. “The solution was to develop vertical drilling systems. These are now an industry standard, but they were originally developed for KTB – and they worked until 7.5kms (4.7 miles). Then for the last 1.5–2km (.9 to 1.25 miles) the hole was off the vertical line for almost 200m.
“Solid drills have diameters ground to very tight tolerances,” explained Nehls. “When the drilled hole must be precise without additional finishing operations, the solid drill may be the best choice.”
“The ultimate goal of the [new] project is to get actual living samples of the mantle as it exists right now,” says Sean Toczko, programme manager for the Japan Agency for Marine-Earth Science. “In places like Oman you can find mantle close to the surface, but that’s mantle as it was millions of years ago.
One of the commodities most affecting tooling suppliers, and the products they manufacture, is tungsten carbide. Over the past decade, tungsten carbide prices have risen sharply. In 2004 alone the price rose 500 percent. According to the Tungsten Investing News, however, the price is not only high when compared to a decade ago, it also has a tendency to fluctuate rapidly.
Cost per feature is normally lower with indexable inserts because they have two or more usable cutting edges. Photo courtesy of Walter USA.
“Obviously, since the indexable carbide portion is only a fraction of the size of a solid-carbide tool, the cost to produce this indexable end mill can be much lower,” explained Mitchell. “The true benefits of this technology are not in the cost, but rather in its performance.”
Then it was the turn of the Kola Superdeep Borehole. Drilling was stopped in 1992, when the temperature reached 180C (356F). This was twice what was expected at that depth and drilling deeper was no longer possible. Following the collapse of the Soviet Union there was no money to fund such projects – and three years later the whole facility was closed down. Now the desolate site is a destination for adventurous tourists.
Because the end mill is screwed into a shank, the shank can be made of different materials to produce different results. For example, for a roughing operation, it is best to use a steel or other heavy metal shank.
While indexable inserts are certainly the tools of choice in many applications, shops aren’t necessarily choosing them over solid-carbide tools.
Like the space race, the race to the explore this unknown “deep frontier” was a demonstration of engineering prowess, cutting-edge technology and the “right stuff”. The scientists were going where no human had gone before. The rock samples these super-deep boreholes could supply were potentially as important for science as anything Nasa brought back from the moon. The only difference was that this time the Americans didn’t win the race. In fact, no-one really did. (Read about how a switch saved the race to the Moon from disaster.)
As with the mission to the Moon, the problem was that the technologies needed for the success of these expeditions had to be invented from scratch.
“Over the last 20 years, we have seen a significant increase in recycling all scrap materials, including carbide,” said Nehls. “Customers are savvier with respect to their total production environment, and there is a lot of money in used carbide.”
According to Walter USA Product Manager Pat Nehls, productivity, not price, should drive purchasing decisions. New coatings and high-performance tool designs are two examples of productivity-boosting technologies that can have a dramatic effect on performance.
On the other hand, Nehls said that indexable drills have a tighter diameter tolerance band because of their assembled nature. Cycle time may be increased, but the cost per hole is generally lower. Ultimately, the requirements of each project guide tool choice.
When in 1961 Project Mohole began to drill into the seabed, deep-sea drilling for oil and gas was still far off. No one had yet invented now essential technologies such as dynamic positioning, which allows a drill ship to stay in its position over the well. Instead, the engineers had to improvise. They installed a system of propellers along the sides of their drill ship to keep it steady over the hole.
“The thing about these missions is that they are like planetary exploration,” says Damon Teagle, professor of geochemistry in the School of Ocean and Earth Science, National Oceanography Centre Southampton at the University of Southampton, who has been heavily involved in the new Japanese-led project. “They are pure science undertakings and you never know quite know what you are going to find.
If you liked this story, sign up for the weekly bbc.com features newsletter, called “If You Only Read 6 Things This Week”. A handpicked selection of stories from BBC Future, Culture, Capital, and Travel, delivered to your inbox every Friday.
Initial setup time is increased with indexable tools because the inserts must be loaded into the tool body. Subsequent tool changes can be more economical in terms of time, though, because resetting the tool length is not necessary when indexing the inserts.
“When the Russians started to drill they claimed they had found free water – and that was simply not believed by most scientists. There used to be common understanding among Western scientists that the crust was so dense 5km down that water could not permeate through it.”
“And if we talk about KTB or the Kola Superdeep, then the theories that were behind the goals of the project were 30–40 years old by the time drilling started.”
According to Pat Nehls, product manager for Walter USA, solid tools produce more precise features, which makes them the preferred tool when finishes matter.
Rather than drill a very, very deep hole, the US expedition – observed by novelist John Steinbeck – decided to take a short cut through the Pacific Ocean floor off Guadalupe, Mexico.
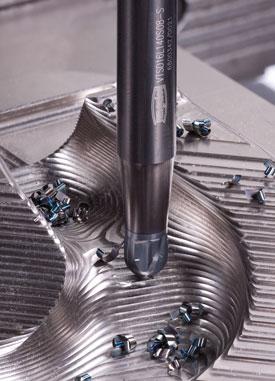
New technology has enabled some cutting tool manufacturers to produce indexable end mills, which essentially are small end mills threaded into a shank.
Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
Indexable tools, on the other hand, have greater diameter tolerances due to the tolerance of the basic body as well as the tolerance of the insert used. For this reason, indexable drills are normally considered roughing tools.
It is hard not to shake off the feeling that the race to the Earth’s mantle is an updated version of the famous novel Journey to the Centre of the Earth. While the scientists don’t expect to find a hidden cavern full of dinosaurs, they do describe their projects as “expeditions”.
“To do this would be an amazing undertaking and require a huge commitment from Japan,” says Teagle, who is involved in the project.
Despite the importance of the project, the huge drilling ship the Chikyū was built almost 20 years ago with this project in mind. The Chikyū uses a GPS system and six adjustable computer-controlled jets that can alter the position of the huge ship by as little as 50cm (20in).
“Each tool type has its own features and benefits,” said Nehls. “For example, solid drills will typically produce holes to tighter tolerances, perhaps eliminating the need for secondary operations. This makes the solid tool the more economical choice anyway.”
The lakes, forests, mists and snow of the Kola Peninsula, deep in the Arctic Circle, can make this corner of Russia seem like a scene from a fairy tale. Yet amidst the natural beauty stand the ruins of an abandoned Soviet scientific research station. In the middle of the crumbling building is a heavy, rusty metal cap embedded in the concrete floor, secured by a ring of thick and equally rusty metal bolts.
The premise is the same: Use the tools, take them out of the machine, regrind them, reset the tool, and adjust the offsets. A reground solid-carbide tool will last 80 percent as long as a new tool. In most solid-carbide end mill applications, for example, the end mill takes a conservative depth of cut (0.100 in.), yet the tool may be 3, 4, or more inches long.
First, the end mill needs to be removed, reground, and placed back into the collet holder. Then the tool must be set up using a height gauge or tool presetter, before being placed back in the machine. Following this, a trial cut is typically performed and offsets calculated and entered into the control, before the tool can run.
During production, indexable tools typically run at lower inches per minute (longer cycle time) than solid-carbide tools because they use a lower feed per revolution. However, the cost per feature will normally be lower because inserts have two or more usable cutting edge
Today, “M2M-MoHole to Mantle” is one of the most important projects of the International Ocean Discovery Program (IODP). As with the original Project Mohole, the scientists are planning to drill through the seabed where the crust is only about 6km (3.75 miles) deep. The goal of the $1bn (£775m) ultradeep drilling project is to recover the in-situ mantle rocks for the first time in the human history.
The Soviets started to drill in the Arctic Circle in 1970. And finally, in 1990, the German Continental Deep Drilling Program (KTB) began in Bavaria – and eventually drilled down to 5.6 miles (9km).
“The main sticking point is that there are three main candidate sites. One of those is off Costa Rica, one off Baha, and one off Hawaii.”
“The idea is that this ship would pick up the torch and continue the work started by the original Mohole project 50 years ago,” says Sean Toczko, programme manager for the Japan Agency for Marine-Earth Science. “Superdeep boreholes have made a lot of progress in telling us about the thick continental crust. What we are trying to do is find out more about the Crust-Mantle boundary.
“That’s a lot of carbide … nearly the entire end mill is made of carbide. This is inefficient given the rising cost of carbide and the fact that only 3 or 4 percent of this tool is actually in cut,” said Mitchell. “The same evolution that happened with HSS and brazed tools is occurring rapidly now.”
“Reconditioned solid drills and mills must be reset after reconditioning due to the changed overall length and diameter,” said Nehls.
If the Earth is like an onion, then the crust is like the thin skin of the planet. It is only 25 (40km) miles thick. Beyond this, is the 1,800-mile deep mantle and beyond that, right at the center of the Earth, is the core.
Each of the sites involves a compromise between the depth of the ocean, distance from the drilling site and the need for a base on the shore that can support a billion-dollar, 24-hours-a-day operation at sea. “The infrastructure can be built up, but that takes time and money,” adds Toczko.
“We thought of it as an expedition because it really took some time in terms of preparation and execution,” says Harms, “and because you’re really going into no-man’s land, where no-one has been before, and that is really unusual today.
“Solid-carbide end mills perform at their best when held in a shrink-fit holder, but removing a used solid-carbide tool from a shrink-fit adapter can be cumbersome and time-consuming,” said Mitchell. “An indexable end mill is simple to index; in fact, most indexes can be performed right on the machine in seconds.”
“It was in the time of the Iron Curtain when the drilling was started,” says Uli Harms of the International Continental Scientific Drilling Program, who as a young scientist worked on the German rival to the Kola borehole. “And there was certainly competition between us. One of the main motivations was that the Russians were simply not really open with their data.
“When the customer shows high performance increases, the cost of the carbide becomes less important,” said Nehls. “Ultimately, we are selling cost per feature. When a more expensive tool produces features at a lower cost, the customer is satisfied.”
Many years ago high-speed steel (HSS) and brazed-carbide cutting tools were very popular. Today fewer and fewer shops make use of them, with solid-carbide and indexable tooling being the norm. One of the reasons for their waning use is that when a tool is at the end of its life-span, it is taken out of the machine and reground.
“By then it was also the early 90s in Germany and there was no good argument to raise additional funding to go any deeper because the German unification was costing such a lot of money.”
The US had fired up the first drill in the race to explore the deep frontier. In the late 1950s, the wonderfully named American Miscellaneous Society came up with the first serious plan to drill down to the mantle. The society-turned-drinking-club was an informal group made up of the leading lights of the US scientific community. Their crack at drilling through the Earth’s crust to the mantle was called Project Mohole, named after the Mohorovičić discontinuity, which separates the crust from the mantle.

This is the Kola Superdeep Borehole, the deepest manmade hole on Earth and deepest artificial point on Earth. The 40,230ft-deep (12.2km) construction is so deep that locals swear you can hear the screams of souls tortured in hell. It took the Soviets almost 20 years to drill this far, but the drill bit was still only about one-third of the way through the crust to the Earth’s mantle when the project came grinding to a halt in the chaos of post-Soviet Russia.
According to Mitchell, these shanks offer a dampening effect, which improves roughing performance by enabling a heavier cut to be made. When finishing or an extended reach is needed, it is best to use a carbide shank.
Rising commodity prices affect every facet of our lives; you only have to look at the price of incoming raw materials and fuel to see this is the case.
Reground tools have a shorter life, and predictability becomes much more difficult. A tooling “float” also must be created to ensure that tools are on hand when needed.
“In the end, it really is a cost issue,” says Harms. “These expeditions are extremely expensive – and therefore they are difficult to repeat. They can cost hundreds of millions of euros – and only a small percentage will actually be for the earth sciences, the rest will be for technological development, and of course, operations.
And, in an effort to control production costs, many tooling manufacturers now offer carbide recycling programs to reduce their dependence on new carbide purchases.
“You always find down there something that really surprises you, and especially if you go down into an area that is very deep in the crust.
Two years before Neil Armstrong walked on the moon, US Congress cancelled the funding for Project Mohole when costs began to spiral out of control. The few metres of basalt that they were able to bring up worked out at a cost of roughly $40m (£31m) in today’s money.
China, which controls nearly all of the global tungsten trade (roughly 80 percent), has been holding a tight rein on its supply recently to keep the price of this rare-earth metal trending upward. These rising tungsten prices have made tool recycling more attractive and, in some cases, changed purchasing patterns.
After indexing the tool, an offset is not always required because the repeatability of these tools is very accurate. Setups are easier with this type of tool as well, because the location of the tool is predictable.
The German borehole has been spared the fate of the others. The huge drill rig is still there – and a tourist attraction today – but today the crane just lowers instruments for measurement. The site has become in effect an observatory of the planet – or even an art gallery.
New technology has enabled some cutting tool manufacturers to produce indexable end mills, which essentially are small end mills threaded into a shank. Photo courtesy of Tungaloy America.
The Ultralift Plus is a lightweight, safe, and easy to operate lifting magnet. Engineered to lift and transport materials without slings, hooks, or chains. Complete with the patented 'Safety Shim' - allows pre-testing of any load to ensure a 3:1 safety factor, guaranteed.
Copyright 2024 BBC. All rights reserved. The BBC is not responsible for the content of external sites. Read about our approach to external linking.
“We tried to utilise some of the Russian techniques in the early 90s or late 80s when Russia became more open and willing to cooperate with the West,” he adds. “Unfortunately, it was not possible to get the equipment in time.”
“Today when an insert becomes dull, we simply index the insert and can expect relatively good repeatability and consistency,” explained John Mitchell, general manager of Tungaloy America. “Insert pressing and coating technologies advanced to where there are now major improvements in performance and chip formation. Few machine shops would want to go back to the days of HSS and brazed cutting tools. However, many shops continue to use solid-carbide tools.”
One of the biggest challenges the German engineers faced was the need to drill a hole that is as vertical as possible. The solution they came up with is now a standard technology in the oil and gas fields of the world.
However, all of these expeditions ended in a degree of frustration. There were false start and blockages. Then there were the high temperatures their machinery encountered that deep underground, the cost and the politics – all of which put paid to the dreams of the scientists to drill deeper, and break the record for the deepest hole.
The advantage of drilling through the ocean floor is that the Earth’s crust is thinner there; the disadvantage is that the thinnest areas of crust is usually where the ocean is at its deepest.
“The plan was there to drill deeper than the Soviets,” says Harms, “but we hadn’t even reached our allowed phase of 10km (6.25 miles) in the time we had. Then where we were drilling was just much hotter than where the Russians were. It was pretty clear that it was going to be much more difficult for us to go any deeper.
“At Hole 1256 [a hole drilled by the Deep Sea Drilling Project (DSDP) and Ocean Drilling Program (ODP)], we were the first get to see intact ocean crust. No one had got to it before. It was really exciting. There are always surprises.”
When Dutch artist Lotte Geevan lowered her microphone protected by a thermal shield down the German borehole, it picked up a deep rumbling sound that scientists couldn’t explain, a rumbling that made her “feel very small; it was the first time in my life this big ball we live on came to life, and it sounds haunting,” she says. “Some people thought it did sound like hell. Others thought they could hear the planet breathe.”



 18581906093
18581906093