
25.0mm 4 Flute Standard Ball Nose K30 Carbide End Mill - ball endmill
This tool may not be adequate to retain holes in the right place when drilling into an excessively uneven surface, such as the side of a cylinder or an inclined plane. Flat Bottom Counterbores may require specific applications to create exact features.
Finally, the web of a spot drill is often narrower than a centre drill, allowing it to cut more readily and with less heat.
Is it necessary to use a spot drill every time a precise hole has to be drilled? Its function is to guarantee that the hole is situated correctly. The brief spot exercise is quite stiff, and the spotting action is unlikely to deviate. When using a carbide drill or a screw machine length drill, spotting is usually unnecessary. Because carbide is stiffer than HSS, the drill will travel where it is pointed. Most manufacturers advise against using a carbide twist drill or an insertable drill because the carbide is easily chipped in the dimple. Screw machine length twist drills are substantially shorter and less prone to flex. In general, avoiding spot drilling will save you much time. Purchasing a screw machine length twist drill set is worth the investment. I hardly ever utilize jobber length pieces. Sometimes a jobber length drill is required because the hole is too deep for a screw machine drill. In that instance, you may either start the twist drill with a spot drill or drill the shallow section of the hole with a screw machine length before switching to the more extended drill. You’re facing a tool change either way, so it’s six of one and a half dozen of the other.
It is critical to understand that a spot drill has no land or body relief and is NOT intended to drill beyond the depth of the point angle, which is adequate to drill a detent or “dimple” in the workpiece.
Ideally, the spot drill diameter should be around 70% of the ultimate drill diameter. The point angle of the spot drill should be more than or less than the point angle of the final drill.
Using some geometry, we can see that for a 90-degree angle, the cone of the cap screw is the hypotenuse of a right isosceles triangle, and 1/2 the head diameter is thus the depth.
Have you ever noticed the shape resemblance between a chamfer tool and a spot drill? Well, you can chamfer just well with a spot drill. While we are on the subject of what else you can accomplish with a Spot Drill, consider counterboring for flat head cap screws. Let’s kill two birds with one stone instead of spot drilling, drilling, and then countersinking. The one snag is that the countersink specification for US flat head cap screws asks for an 82-degree countersink, whereas spot drills are typically 90 degrees. It prompted me to create the graphic below, which summarizes everything:
Now a little trig, and we can determine the error between the 82-degree countersink and our 90-degree spot drill’s countersinking. As you can see, it isn’t microscopic, but I doubt it is the end of the world.
Suggestion: The little pilot tip, for example, is highly fragile, and if it breaks, the drill will stop cutting. Not a good thing if your profession requires you to find many holes.
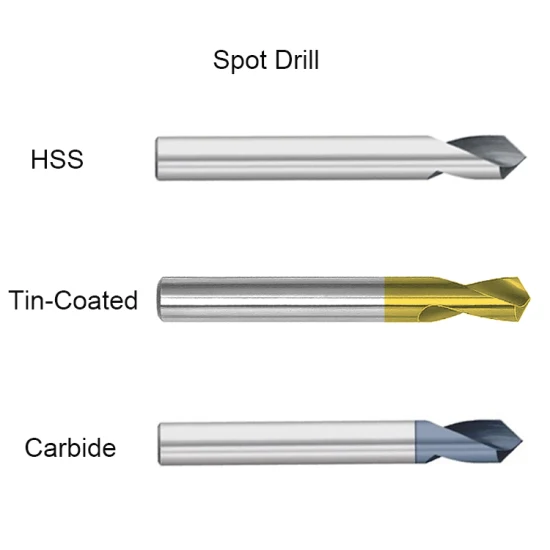
Spotting drill bits are used to start and precisely identify holes. They make a shallow hole that prevents drill bits from wandering or moving when they begin to drill.
I'm looking at two 1/8" AlTin coated, corner radius end mills. Only difference is that one is 2 flute and other is 4. For my shapeoko which has a makita router, would the 2 flute end mill be better? The low end of the RPM range on the router is fairly high. My thinking is that I might have issues feeding it fast enough to keep a decent chip load on a 4 flute end mill. The 2 flute would basically make up for my high spindle rpm. I know that people love single flute mills for aluminum but I'm wondering if there's anything special about steel where the "less flutes = better on a hobby cnc" wouldn't apply.
Ideally, the centre of a carbide drill should always make contact with your component first. As a result, the tip angle of a spotting drill should be somewhat more significant than your drill’s. If you use a spotting drill with a more minor point angle than your drill, the outside section of its cutting surface may be damaged owing to shock loading when it makes contact with the workpiece before the centre. An acceptable situation is to use a drill angle equal to the drill angle.
Spot drills are used to increase the precision of secondary drill operations. However, if the spot drill diameter is more significant than the final hole size, they can also be used as a chamfering tool.
Have a small project where I need to mill a flat on some steel bar stock. I've seen the Carbide 3d Material Monday youtube video where they mill some mild and 303 stainless on a shapeoko 3. They chose a 4 flute 3/32 AlTin coated corner radius end mill.
It should be noted that 82-degree spotting exercises are also available but in fewer sizes. They will be precise and error-free (pardon the pun!).
By directing the tip of the drill to the centre, a more significant angle drill will locate the proper spot. If the outside diameter of a carbide drill makes first contact with the workpiece, the tool may chip. It would cause damage to the workpiece and result in a faulty tool. If the drill’s two flutes were slightly different, one might come in contact before the other. It might result in an incorrect hole, defeating the point of spot drilling in the first place.
The angle of Large Spot: Another issue is that the whole angle of a centre drill is usually 60 degrees. When spotting, aim for an angle greater than the twist drill’s angle. The closer the first contact is to the outside diameter of the twist drill, the narrower the spot angle. If the flutes of the twist drill aren’t entirely polished, one will make contact with the spot hole before the other, causing the drill to deflect. It violates the goal of spot drilling and can lead to a less precise hole. Because of the wider angle of a true spot drill, the tip of the twist drill cuts first, resulting in a more precise hole.
A Spotting Drill aims to make a tiny divot to precisely pinpoint the centre of a drill while starting a plunge. However, some machinists use these tools for a different purpose — chamfering the top of drilled holes. When screw heads are placed, they sit flush with the component due to the chamfer.
Its function is to guarantee that the hole is precisely situated. The brief spot exercise is quite stiff, and the spotting action is unlikely to deviate. When using a carbide drill or a screw machine length drill, spotting is usually unnecessary.
A Spotting Drill aims to make a tiny divot to precisely pinpoint the centre of a drill while starting a plunge. However, some machinists use these tools for a different purpose — chamfering the top of drilled holes.
Whether to utilize a drill chuck or a collet chuck for a spot drill or any other twist drill is separated since we’re maximizing two parameters, each with a specific option. Use a collet chuck for spot and twist drills for maximum precision. Traditional drill chucks and setscrew endmill holders are less precise. On the other hand, the drill chuck is the winner in terms of holding power. This is why: The drill chuck’s grip is concentrated in three areas. If the metal isn’t firm enough to resist, that grip marrs the shank of the twist drill. A collet, on the other hand, distributes the strain uniformly 360 degrees around the shank, resulting in less grip. When tightened, the interior workings of drill chucks utilize wedges to produce tremendous mechanical advantage. This produces a higher gripping force than a collet. Finally, I recommend utilizing collets for smaller drills, such as 1/4′′ and smaller, and drill chucks for bigger diameters that require greater holding force.
Many machinists utilize centre drills for spotting instead of real spotting drills. Center drills are designed to provide a hole suitable for a lathe centre. They have a two-part tip with a tiny pilot and the bit’s bigger countersinking region. While centre drills are less expensive than spot drills, they do have certain drawbacks:
Solid carbide drills are a fantastic choice for process security, manufacturing economy, and hole quality. They offer the optimum balance of penetration rate and accuracy. This extensive solid carbide drill product line comprises micro, adaptable, optimized, and deep hole drills.

Spot drill bits start and detect holes. They make a small hole that keeps drill bits from wandering. A Spot Drill prevents drill straying and improves precision when used appropriately. Spotting drills make a tiny divot mark the drill’s centre before plunging. Some machinists use them to chamfer drilled holes. When utilizing a carbide or screw machine drill, spotting is optional. When utilizing a carbide or screw machine drill, spotting is optional. Investing in screw machine-length twist drills is wise. Two-part centre drills create a hole for a lathe’s centre. Spot drills and twist drills need a drill chuck or collet chuck. Three areas grasp the drill chuck. A collet distributes strain 360 degrees around the shank, reducing grip. Flat head cap screws can be spot-drilled and counterbored. You’ll need a drill with the screw’s head diameter. Spot drills cost double a countersink.
Drilling a precise hole may be difficult. Material behaviour, surface imperfections, and drill tip geometry are all elements that might contribute to incorrect holes. A Spot Drill eliminates the possibility of drill wandering and contributes to a more precise result.
Allow the spot drill to stay briefly at the bottom of the hole after spotting it to guarantee a flat surface for the twist drill. Because of this, G82 is usually a better cycle to employ than G81.
A simple check shows that 82-degree and 90-degree spotting drills are the same. You’ll need to purchase a spotting drill with a diameter equal to the head diameter of the flat head cap screw you intend to spot and countersink. A 3/4″ dia spotting drill is only useful for 5/16″ and smaller screws. These spotting drills are not cheap, costing around twice as much as a countersink, so you’d better be able to justify the expense with time savings. If I was going to perform much drilling, I guess I’d learn to sharpen drill bits quickly. We can thus spot drill, counterbore, and chamfer. But, wait, there’s more! You can also use your spot drill to engrave V-Bits!



 18581906093
18581906093