
33mm - 2xD - U Drill SPMG Inserts - u drill
Circle segment milling cutters are quickly becoming the norm in 5-axis machining. These cutters can reduce cycle times while still providing superior surface finishes...
We need to take a look at things like workholding to be sure it is solid and isn’t promoting harmonic issues or vibration during the machining process. We need to ensure that we are not using unnecessarily long tooling that can deflect easily or increase the chances of chatter. In high-speed processes, we need to be sure we are using quality, balanced tooling that has been rated for the programmed RPM being used. But what do we do if all of the things mentioned above are good?
Chip evacuation is a key component to producing a good surface finish. Controlling the chip is probably the first thing that you should consider. If the chips produced are making contact with the workpiece during the machining process, or if you are re-cutting chips, chances are it is affecting your surface finish in a negative way. Consider the possibility of changing the style of chip-breaker that you are using to help break up the chips for better control.Although the use of air and coolant are both good choices for controlling chip evacuation, be careful with coolant. Coolant should be avoided in interrupted cuts. Thermal cracking of the cutting edges will occur due to the intermittent heating and rapid cooling of the cutting edge and will cause the insert to fail prematurely, or at the very least begin to affect your surface finish as the over-stressed cutting edge chips and fails.
As CNC machinists, we apply our skill, knowledge and experience to manufacture the best looking and most accurate parts that we can. We take a great deal of pride in the products that we produce, and we want others to see that pride in the finished product. But what do we do when we aren’t getting the results that we want? When dimensionally the parts meet blueprint specifications, but the surface finish and overall appearance is less than desirable? When this happens, we need to go back to the basics and ensure that we are using the best machining practices that we know to be correct.
Tungsten steel, also known as tungsten-titanium alloy, high-speed steel or tool steel, has a hardness of Vickers 10K, second only to diamond, and refers to a sintered composite material composed of at least one metal carbide. The main advantage of tungsten steel lies in its high hardness and excellent wear resistance. It can still have high hardness even at 1000°C. The grain size of the carbide component is usually between 0.2-10 microns.
This is especially true when using carbide cutting tools. Increasing the speed will ensure that the material is in contact with the tool tip for a shorter period of time, reducing the edge buildup on the tool, which can cause poor surface finishes. Increasing the rake angle of the cutting tool will also help to reduce and control edge buildup.
Commonly used cemented carbides can be divided into three categories according to their composition and performance characteristics: tungsten-cobalt, tungsten-titanium-cobalt, tungsten-titanium-tantalum (niobium), and the most widely used cemented carbides in production are tungsten-cobalt and tungsten-titanium-cobalt cemented carbides.
A larger tool nose radius (TNR) will be able to accommodate faster speeds. Inserts are capable of feeding at approximately one half the TNR per revolution and still produce good results. If this TNR-to-IPR ratio is exceeded, the tool will create more of a thread-like surface finish and not the shiny smooth finish that you desire. Therefore, the larger the TNR, the faster the feedrate it can accommodate and still produce the desired results. HOWEVER, using very large TNRs can produce chatter due to the increase in cutting pressures, so be careful and consider the speeds required for the materials that you are cutting. Use a tool with the TNR that fits your needs.It is also worth mentioning that the use of a larger TNR will mean that you must leave more material for your finish pass. To ensure that the tool is behaving properly, you must leave equal to or more than the TNR for your finish tool to remove.If you are experiencing chatter in the corners, then you might want to try a smaller TNR. Always use a TNR smaller than the corner radii that you are cutting so you are forming the necessary radius, especially on finish tools. This will help decrease cutting pressure and eliminate the chatter.When milling, try a bullnose or ballnose endmill instead of a flat endmill. Something with a corner radius will give you a superior finish over a sharp corner and will definitely help increase your tool life.
this blog will discuss in detail the mechanisms and applications of precious metal catalysts, examine the causes and effects of catalyst poisoning, and propose measures to enhance their anti-poisoning capabilities and service life.
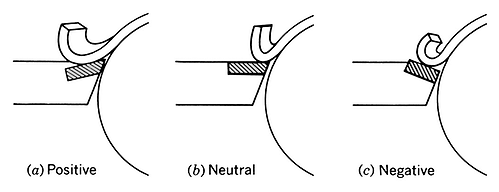
Higher lead angles and positive-raked inserts produce a better surface finish than tools with a shallower cutting angle. For example, a facemill with a 45° cutting angle will produce a better surface finish than one with a 90° cutting angle.
Please fill in your RFQ details and one of sales engineers will get back to you within 24 hours. If you have any questions, You can call us at 949-407-8904 (PST 8am to 5pm).
Simply put, all alloys with a hardness exceeding HRC65 can be called cemented carbide, so tungsten steel belongs to cemented carbide, but strictly speaking, cemented carbide is not necessarily tungsten steel.
For a long time, many people think that cemented carbide is tungsten steel. In fact, there are certain differences between the two, so in this article, let's take a look at the difference between cemented carbide and tungsten steel.
Thank you for reading our article and we hope it can help you to have a better understanding of the difference between the cemented carbide and tungsten steel. If you want to know more about cemented carbide and tungsten steel, we would like to advise you to visit Stanford Advanced Materials (SAM) for more information.
As a worldwide supplier of tungsten products, Stanford Advanced Materials (SAM) has over two decades of experience in the manufacture and sale of tungsten and tungsten steel, offering high-quality tungsten products to meet customers' R&D and production needs. As such, we are confident that SAM will be your favorite tungsten product supplier and business partner.
Cemented carbide is made of hard compounds of refractory metal and bonding metal through the powder metallurgy process, which is an alloy material with extremely high hardness. It has the characteristics of high hardness, high strength, good toughness, excellent wear resistance, and heat resistance. Thanks to its high hardness and excellent wear resistance, it remains basically unchanged even at a temperature of 500°C, and can still have a high hardness at 1000°C.
Discover how d33 values in piezoelectric crystal materials influence their efficiency and performance in practical applications, including sensors, actuators, and energy harvesters. This article delves into the factors affecting d33 and its critical role in optimizing piezoelectric technologies.
Tungsten steel belongs to cemented carbide, but cemented carbide is not necessarily tungsten steel. Generally speaking, tungsten steel is smelted by adding tungsten raw materials into molten steel by steelmaking process, and its tungsten content is generally 15-25%. While the cemented carbide is sintered with cobalt or other bonding metals using powder metallurgy technology with tungsten carbide as the main body, and its tungsten content is generally more than 80%.
Don't forget to subscribe to the CNC Machining Blog! You'll receive an email notification whenever a new post is published.

The discovery and application of piezoelectric crystals such as quartz, lithium niobate, and lithium tantalate have not only profoundly influenced the direction of modern scientific and technological progress but also demonstrated the great potential of materials science in solving real-world problems.
A wiper insert has a small, flat area that is adjacent to the TNR. This flat actually wipes the finish smooth as the tool feeds along the workpiece and will help eliminate the thread-like finish that can occur with faster feedrates, which allows the use of smaller TNRs to help control chatter.
Every time a tool stops moving while in contact with the surface of the part, it will leave a mark. Change the process, if necessary, but do your best to ensure the tool never stops or hesitates during the cutting process.
Chin Trento holds a bachelor’s degree in applied chemistry from the University of Illinois. His educational background gives him a broad base from which to approach many topics. He has been working with writing advanced materials for over four years in Stanford Advanced Materials (SAM). His main purpose in writing these articles is to provide a free, yet quality resource for readers. He welcomes feedback on typos, errors, or differences in opinion that readers come across.
A common misconception about the Hurco control is that it is a conversational control. This couldn’t be farther from the truth. Although Hurco invented conversational...



 18581906093
18581906093