
AeroDef Manufacturing 2023 Exhibitor Preview: Aerospace and Defense Global
“When Ceratizit USA invested in its first mill-turn machines around seven years ago, I volunteered to move over to that department, because up until that time I'd spent my entire career almost entirely in the milling area," he said. "It turns out that was a very good decision that they purchased the Integrex and offered me that position due to my experience with live-tool lathes. That's what I've been doing for the past three years.”
When cool, the drill was sent back to the CNC department for finish turning, milling of the insert pockets, and then heat-treated to the desired hardness. This was followed by cylindrical grinding of the shank and some additional machining operations on the drill's front end to make the insert pockets perfectly true. As Cahn stated, it was a lengthy process, but has since been streamlined somewhat by the addition of some very advanced machining technology—an Integrex multitasking center from Mazak.
Most machine shops will evaluate new cutting tools in an effort to reduce machining time, increase tool life, or improve part quality, and sometimes to accomplish all of this. But, Stellar Precision Components Ltd., a Tier 2 aerospace supplier in Jeanette, Penn., did it for an entirely different reason. “We’d just taken an order for some Inconel parts,” recalled production manager Edward Frieze. “None of us were really worried at that point about tool life or making a profit on the job; our only concern then was how the heck could we get them shipped in eight weeks.”
Nor was tolerance an issue. Frieze pointed to one recent titanium part that called out a 0.005 in. (0.127 mm) profile tolerance over its 12 in. length (304 mm), the equivalent of holding “a couple tenths” in parts that cost over $5,000 each before machining. Meeting the relatively wide-open tolerances on the Inconel part was not a concern.
To this end, he and his colleagues are engaging with their counterparts in Europe, where a robust operational excellence program is underway. The two teams recently met in Schaumburg for a workshop to begin baselining current production capabilities and share ideas on ways to further improve shop floor operations, among them future automation initiatives and the standardization of work documentation.
Opening doors — Four decades ago, Mike Vucish was working for a manufacturer of naval nuclear components when he saw an opportunity to start his own business. He bought some machining equipment, invited a few students from the technical school where he taught a shop class at night, and opened the doors of Stellar Precision in 1978. Vucish continued to work at his day job until his start-up was more established, but in the meantime he brought some family members on board to help.
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
One of the people helping to move the company in this direction is Steve Heckard, Manager of US Operations. He notes that Ceratizit USA is pushing further in this direction via numerous continuous improvement initiatives. These include offline presetting of cutting tools, quick-changeover workholding like that used on the Mazak, and greater use of machine probing, all in an effort to reduce setup time wherever possible. “Despite the fact that some standard products may run in the thousands, production jobs of one to five pieces are common, with many specifying custom parts they will never see again,” said Heckard. “We very much have to operate with a job shop mentality here, and that means focusing on our changeovers.”
Rick Cahn knows as much about the KUB Trigon drill as anyone. He applied for an entry-level assembly and deburring job at Ceratizit USA’s (formerly Komet of America) Schaumburg, Illinois, facility in 1994—just a few months before the product’s debut—and has been there ever since.
Hardness is a measure of the resistance of a material to surface indentation or abrasion. There is no absolute scale for hardness. In order to express hardness quantitatively, each type of test has its own scale, which defines hardness. Indentation hardness obtained through static methods is measured by Brinell, Rockwell, Vickers and Knoop tests. Hardness without indentation is measured by a dynamic method, known as the Scleroscope test.
The chances are good that the logo inscribed on that revolutionary cutting tool spelled KUB. First introduced in 1977, Ceratizit’s Komet KUB product category of insert drills paved the way to easier, more productive and accurate holemaking. The century-old German cutting tool manufacturer—now part of the Ceratizit Group—took holemaking even further with the KUB Trigon in 1995, a design that continues to set today's indexable drilling standard.
“The tools aren’t inexpensive,” Stellar’s production manager continued. “At one point, Lori had around $20,000 worth of end mills sitting in her office and we were starting to question the investment. But once we calculated in the machine costs and reduced cycle time, we figured it was three to four times more cost-effective to go this route.
Zero scrap, and another RFQ — Best of all, Stellar Precision Components delivered the Inconel parts on time with zero scrap, and the customer returned with a request for a second, even larger order. Owner Lori Albright was quite pleased with the outcome. “This type of situation is the nature of our business. We have to react to our customers’ needs and employ the best technology available to do so. That’s one of the reasons why Kennametal is so welcome here. We work together as a team to solve challenges.”
Cahn’s also made his fair share of KUB drills. As you’ll see, the manufacturing approach has changed a great deal recently, but it was once a "fairly lengthy process" that required multiple machining operations.

Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
“Each end mill gave us one half-hour of cut time,” Frieze detailed, “at which point we replaced it whether it was worn or not. The process was so predictable we were able to run lights-out. It was a drastic savings.”
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
Cahn now enjoys the title of lead CNC machinist for 5-axis. He said he enjoys working with the Integrex, and using it finds the manufacturing process for KUB Trigon drills is far shorter than it once was. The blanks are machined in Germany, heat-treated and ground, then delivered to the Integrex for final machining. Here, a RoboJob six-axis robot loads and unloads parts all day from a pair of pallets, freeing Cahn for more important work than machine tending.
Seminar notes — A few months before, Frieze and several of his coworkers had attended a learning event sponsored by a local National Tooling and Machining Association (NTMA) chapter, hosted at the Kennametal technical center in nearby Latrobe, Penn. There he met product manager Matthieu Guillon, who introduced him to a cutting tool that made Frieze skeptical, at first. “It looked and felt like a plastic toy end mill,” he laughed as he recalled the details.
Frieze remained skeptical, though. He’d tried indexable ceramic cutting tools on both milling and turning jobs in the past, with mediocre results. Now, however, he was willing to try anything if it meant meeting the customer’s deadline. When Guillon arrived a few days later with the ceramic end mills, Frieze followed Kennametal’s feed-and-speed recommendations to the letter, crossed his fingers, and pushed cycle start.
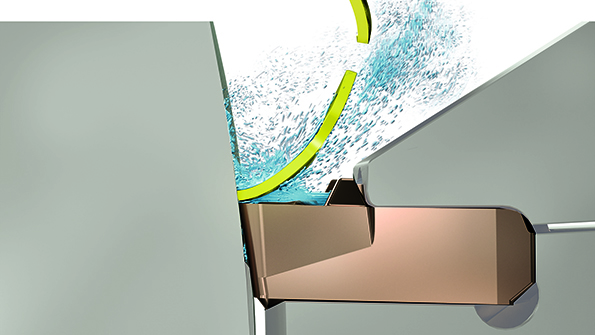
“We weren’t certain what would happen so we started out with a block of test material,” he said. “You don’t use cutting fluid with ceramic, only an air blast, and everyone in the shop was crowded around the machine saying, ‘Wow, look at that!’ There was fire shooting everywhere. It was something we’d never seen before. But within the first hour, we knew it was going to work.
He notes that the best way to address this is for Ceratizit and the manufacturing community overall to begin building partnerships and relationships with community colleges, vocational-technical institutes, and high schools, investing in the next generation of talent now so that shops will not be even more short-handed in the years to come. "There are some great opportunities in manufacturing, and it’s our task to educate young people on these opportunities and attract them to the rewarding, good-paying jobs that we and others are offering," said Heckard.
The tool was Kennametal’s series of four- and six-flute, high-performance full ceramic end mills. Constructed of SiAlON KYS40 grade ceramic and designed specifically for roughing in nickel-based high-temperature alloys, these end mills often out-produce carbide by up to 20 times. Said Guillon, “We recommend a starting speed of 825 SFM up to 3,300 SFM (250 to 1000 m/min), and feed-rates starting at around 0.001 IPT (0.03 mm), depending on the tool diameter and other conditions. Despite the far higher cutting speeds, we have some customers who have reported two to three times greater tool life than carbide.”
“With 110 tools resident in the magazine, all I have to do on most jobs is pop in the fixture, run a probing routine to pick up work offsets, and push cycle start,” he said. “Setup times have dropped to maybe half an hour, whereas they were taking hours previously. On top of that, I expect that the Integrex and some of the other equipment will be running lights-out fairly soon. Considering Industry 4.0 and all the other technology that’s available today, that's where manufacturing is headed.”
Replaceable tool that clamps into a tool body, drill, mill or other cutter body designed to accommodate inserts. Most inserts are made of cemented carbide. Often they are coated with a hard material. Other insert materials are ceramic, cermet, polycrystalline cubic boron nitride and polycrystalline diamond. The insert is used until dull, then indexed, or turned, to expose a fresh cutting edge. When the entire insert is dull, it is usually discarded. Some inserts can be resharpened.
“We started out doing a lot of overload work from other larger shops in the area, but that evolved into direct support of several nuclear programs because of my father’s experience,” said Vucish’s daughter Lori Albright, now the owner and president of Stellar Precision. “We’ve since become a key supplier to a number of prime aerospace and defense contractors, including Boeing, Lockheed, and Raytheon, as well as various nuclear and medical customers, and have over 70 employees and sales revenues of nearly $10 million dollars.”
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
Grinding operation in which the workpiece is rotated around a fixed axis while the grinding wheel is fed into the outside surface in controlled relation to the axis of rotation. The workpiece is usually cylindrical, but it may be tapered or curvilinear in profile. See centerless grinding; grinding.
"Back then, we used a pair of CNC lathes and a rotary table-equipped machining center to rough turn both ends, drill the coolant holes, and mill a pair of straight flutes, after which the partially completed drill would go into an induction heating device,” he said. “There, it was brought up to 1000 degree F or so in less than ten seconds and then twisted to generate the spiral flutes."
Main body of a tool; the portion of a drill or similar end-held tool that fits into a collet, chuck or similar mounting device.
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
"After my first year, they let me apply for the apprenticeship program, and four years after that, I graduated to the CNC machining department,” says Cahn. “Since then, I’ve worked on everything from our standard product lines like drills and cartridges to all manner of special tooling—chamfer tools, boring bars, form cutters ... you name it.”
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
Veteran machinists might remember their first use of an indexable insert drill. Suddenly, the taper shank and Silver and Deming drills they’d been struggling with for years were obsolete, replaced by cutting tools able to drill holes at least four times faster than their high-speed steel, non-coolant fed counterparts. No more pecking, no more spotting drills or pilot holes, no more drill wander or stopping production to sharpen a worn drill bit—simply load up a fresh set of inserts and get drilling.
Frieze explained that Stellar had just received a purchase order for a handful of Inconel 625 prototypes. The raw material blanks for the job measured 18 in. square x 3 in. thick (457x457x76 mm), and each one weighed nearly 300 lb. (134 kg). The project team was not deterred by the tough material’s poor machinability; Stellar routinely cuts Inconel and other nickel-based superalloys, as well as tungsten, maraging steels, 60 Rc 4340 (300 M), and tool steel.
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
The problem was one of raw material removal: when finished, the Inconel plates weighed 30 lb. (13.6 kg), 90% lighter than their starting weight. Frieze knew there are not enough hours in the day to remove that much material using conventional carbide tooling, not if Stellar were to meet the deadline. He needed a better solution.
Now Albright is anticipating continued growth for the aerospace machine shop. Having expanded Stellar’s existing operation six times, she is considering whether to invest in an entirely new building, nearby. And, she looks forward to bringing more young people to the machining trade.
Stellar didn’t have any immediate use for the ceramic tools, but after making some quick feed-and-speed calculations, Frieze knew they would be an effective solution given the right application. Several months later, that application arrived with the Inconel plates. He called Guillon to say he might have a good use for those ceramic cutters they had talked about, and wondered how soon he could get some.
“We have apprenticeship programs with several of the area schools, one of which my father used to teach at,” she said. “I find that it’s often our younger people that drive our innovation. It's too easy to keep doing things the old way and not to invest in tooling and equipment, or pursue new technology. The days of high volume, round-the-clock fender clip manufacturing are gone, and it’s only by continually improving their manufacturing processes that companies can succeed and grow.”
The critical equipment includes an Okuma LB-45 lathe able to turn 36-in. diameter parts up to 120 in. long (91 mm x 305 cm), and a Haas VF-11 five-axis machining center with 10 ft. of X-axis travel (305 cm) and a table load capacity 4000 lb. (1814 kg). Stellar’s stable also features several wire EDMs, a dozen or so three-, four-, and five-axis machining centers and mill-turn lathes, and it offers value-added services like non-destructive testing, welding, heat treating, and Teflon coating.
Increased use of automation notwithstanding, they’re also searching for solutions to another problem, one that plagues manufacturers across the United States: the shortage of skilled workers. “I think one of the biggest challenges right now—not only for us but for the industry at large—is developing a pipeline of talent to one day fill the shoes of machine shop veterans like Rick [Cahn]. These people have lots of experience that will be difficult to replace.”
Today the shop has an eclectic mix of CNC machine tools from Haas Automation and Okuma —although Albright pointed out that Haas machines are "Made in America," which resonates with many of Stellar’s customers — and Stellar prides itself on the frequent updates to its production assets. “This approach also lets us replace our equipment on a more regular basis, which in turn keeps us current on technology,” she explained.
Stellar Precision Components is used to meeting demanding requirements. Among the work orders it has completed have been components for RAM Block II anti-ship missiles; the CCtCap crew transport vehicle, 155-mm Long Range Land Attack Projectile (LRLAP) advanced gun systems; and rocket motor cases for the Atlas Five launch vehicle, among others. However, one of the shop’s most recent projects tested the mettle of machinists and management alike.
Grooves and spaces in the body of a tool that permit chip removal from, and cutting-fluid application to, the point of cut.



 18581906093
18581906093