
Apple Beats Flex review: Frankenstein's creation - flex bit
The social media posts were seen by other industry professionals who posed dozens of other questions and comments online, many of them expressing admiration for the engineering feat. One person was inspired enough to reverse engineer a torque-and-drag model and then share his analysis online. A few others were quick to point out the industry’s history of drilling highly deviated wells; Shell’s own “fish hook” wells in Brunei are one example. However, none of the other variants mentioned share the exact profile as the horseshoe well.
One of those questions was what to call the well. Gibson reported it out initially as the “u-zontal.” A commenter on LinkedIn suggested the name “paper clip well,” while another said the well should simply be referred to as “art.”
Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
An award-winning writer and graduate of the Sheridan College journalism program, he has published articles worldwide in a variety of industries, including manufacturing, pharmaceutical, medical, infrastructure, and entertainment.
“We call it the horseshoe well,” said Peart, emphasizing that the well represented its own risk simply because “it’s never been done before.” The reward for success here was that Shell would not leave any of its planned production-footage behind on the pad.
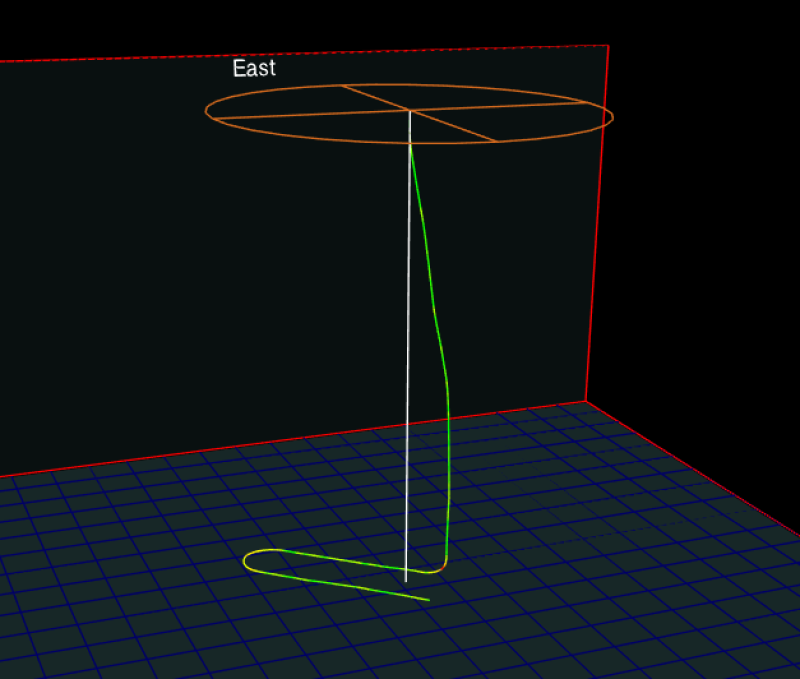
A 3D view of the Neelie 4H well in Loving County, Texas based on publicly available drilling survey data. It is likely to be remembered though as the "horseshoe well" because of its distinctive 180° turn that creates two lateral sections at a depth of more than 11,100 ft. Source: 3Dwellbore.com
Joe Thompson has been covering the Canadian manufacturing sector for more than two decades. He is responsible for the day-to-day editorial direction of the magazine, providing a uniquely Canadian look at the world of metal manufacturing.
However, the multilateral technique requires a junction point and mechanical isolation that may not withstand the full force of modern fracturing designs. “What the horseshoe design does is basically give you a multilateral without that junction,” said Peart.
The decision whether or not to use coolant is one that is often hotly debated. It usually comes down to the type of operation being performed (such as deep cavity milling), material type, and type of insert.
Another factor that needs to be taken into consideration is the insert material. In a light finishing pass, a cermet insert often can produce a better finish.
“Every material is different and choosing a chip breaker for a material is not as easy as opening a catalog,” said Tom Hagan, milling product manager for Iscar Tools Canada.
It is important to examine the stability of the setup, type of milling application, and coolant usage. These are all key factors when choosing a chip breaker.
Something To Talk AboutThough the horseshoe well was completed last June, its existence did not become widely known until a few weeks ago thanks to a handful of keen observers who posted details of it on social media. David Gibson, cofounder and chief executive of drilling market research firm Gibson Reports, was one of those people.
How can you improve the returns of a short horizontal well? When you get to the end, turn the drill bit around and start drilling back toward the rig. This is exactly the maneuver Shell pulled off after running into some drilling issues on a multiwell pad in the Permian Basin.
Instead, the engineers took the road less traveled: they did abandon the one well, but they also extended an adjacent well that was successfully drilled past the lost-circulation zone. The twist was that at the toe-end of this well’s lateral, drilling would continue until a 180° turn was made and another 5,000 ft of wellbore was created within the same target formation.
Much of the meticulous supervision on the drilling side was done from Shell’s remote drilling center in Houston where directional drilling engineers work side-by-side with geosteering experts. But whether in Houston or out in the field, or working for Shell or one of its service providers, everyone involved in the project was watching each stage of its construction very closely.
“An insert with a large nose radius can take more punishment,” said Hagan. “This means that tool life can be extended, particularly if you are working with difficult-to-chip materials.”
“When roughing, a coarse-pitch cutter can be used for better chip evacuation, and a fine pitch for finishing if the surface finish is important,” said Hagan. “A light depth of cut for finishing is good, but it must be the same or more than the radius. If not, the insert will push the material, rather than cut, resulting in poor surface quality, burred edges , and shortened insert life.”
“An insert is capable of feeding only at one-half of the nose radius. Once this is exceeded, the surface produced is similar to a thread,” said Mitchell. “Therefore, use the largest radius possible to produce the best finish and not create chatter.”
“What’s great about this well is not the fact that it’s new, novel, and innovative,” said Gibson. “It’s that it starts amazing conversations. Conversations about challenging the status quo—and given the current market and climate, we all need to follow Shell’s lead and think outside the box on all fronts.”
“Use an insert with a wiper is always my first piece of advice when surface finish requirements are important to a manufacturer,” said Hagan. “By using an insert with a wiper, you can create a smoother surface in the milling pass.”
The idea to drill this well had been on the drawing board for some time after a Shell engineer proposed the concept as part of an effort to explore cost-saving drilling methods. Another concept is that of the multilateral well, which is also seen as a cost-saving option since it, too, relies on one wellbore to drill out multiple sidetrack wells.
Outside of its shape, the horseshoe well is actually very typical. The spacing of the two laterals is about 1,300 ft—leaving enough room for a planned infill well in the middle. Each lateral, landed in the Wolfcamp Shale, also received the same number of fracture clusters as two distinct wells would have. Peart said the U-turn section was left unstimulated, serving merely as a “transit point” from one lateral to the next. All of these factors reduced concerns over fracture interference between the two horizontal sections.
While some experts say that the same inserts can be used for both roughing and finishing, with the roughing being performed by a slightly used insert and finishing with a new one, Mitchell suggests using one tool for roughing and another for finishing.
Also, ensure that the correct tool diameter is being used. The cutter should be engaged between two-thirds and three-fourths of its diameter.
From an economic perspective, the horseshoe well saved 25% on rig time and about 20% on total cost compared with drilling two wells of the same lateral lengths. To a lesser degree, some savings was achieved on the completions side by requiring only one coiled-tubing run instead of two.
Scrapping parts during the finishing stage is an outcome that no shop desires. A combination of proper tools and technique can keep jobs on time and on spec. But, what variables need to be considered before entering the finishing stage? To find out, CIM—Canadian Industrial Machinery asked experts John Mitchell of Tungaloy Canada and Tom Hagan of Iscar Tools Canada.
“One factor that is often overlooked when trying to improve a finish application is the toolholder. If the toolholder is old, and the pocket that holds the insert is worn, the insert may move. Any movement of the insert will create chatter and result in poor surface finish,” said Mitchell.
A new coiled-tubing system was developed by Shell and its vendor to handle the lateral distances involved. But in the end, this new unit never left the fabrication facility in Houston since the conventional unit on site was able to drill out all the plugs.
The team behind the engineering achievement does not believe it has “hit the limit” on how the design can be used. Shell is considering how the approach can be used to drill even longer laterals. However, Peart said 10,000-ft double-laterals might be too long. The holdup there is the fact that conventional coiled tubing has trouble drilling out fracture plugs past 10,000 ft—placing a 20,000-ft. lateral distance far out of reach for the downhole technology.
“When milling a slot, the cutter should be changed rather than the chip breaker for better chip evacuation. If the setup is unstable, then the grade of insert should be changed to a tougher grade,” said Hagan.
“Roughing the part could be done with an insert with a large nose radius, large rake angle, and using a rapid feed rate. Then the finishing tool with the desired lead angle and radius could utilize a wiper flat, which flattens the part, giving a better surface finish,” said Mitchell.
Technique also plays a role in achieving fine surface finishes, and creating a chip that is thick-to-thin should be the goal.
“I had heard rumors about this project and knew I had the tools to find the data,” he said, adding that when he did find the records, “I was left with way more questions than answers.”
“The U-shaped well is pretty interesting—I’ve never seen anything like it,” said Jeff Chambers, the founder and chief executive of MineralAnswers.com, a web-service that provides detailed oil and gas data to mineral rights owners in the US. Chambers also posted a diagram of the well on social media. To him, the significance of the experiment is enhanced since it was carried out in what is considered “prime acreage” in Loving County, Texas.
“A lead angle will ease the insert into the material,” said Mitchell. “The lead angle starts to cut at the strongest point on the insert, unlike leading in with the nose radius. It will also help to lead out of the part. However, tool pressure is a consideration. If the part you are milling is thin-walled, flimsy, or poorly fixtured, a lead angle may have detrimental effects on the surfacefinish.”
“When roughing, it is best to use a tool capable of a high feed to remove material quickly. When finishing, it is generally best to have a light depth of cut and conservative feed rate,” explained John Mitchell, general manager, Tungaloy Canada. “However, if the depth is too light, it may cause the tool to rub and not cut. A 0.020-in. depth of cut is good for finishing in manyapplications.”
Safety also is improved when this so-called birdnesting is eliminated because you no longer need to clear chips from around the tool and toolholder by hand.
Choose a cutter that is smaller than the radius so you can program the cutter for a smooth transition from line to line. This will eliminate sharp moves and a sudden dwell in the tool path.
There is a direct relationship between the size of the insert’s nose radius and the surface finish produced. While it’s true that a smaller nose radius decreases the pressure on a tool, it also limits the feed rate that can be used.
“Last year, we faced a problem accessing part of the reservoir,” said Jason Peart, the wells operations manager who led the project for Shell back in Febuary of 2019. While drilling the vertical section of a horizontal well, he explained that “excessive” mud losses were seen at shallow depths. “What that did was prevent us from drilling and completing one of our 5,000-ft laterals.”
For example, when you’re using a 45-degree lead face mill, the cutting force will act downward at 45 degrees, perhaps causing the part to flex after the cutter has passed over the part. This in turn causes the back half of the cutter to recut the machined part, resulting in a negative impact on surface finish. A 90-degree cutter, however, creates cutting forces parallel to the part and willnot flex it, thereby producing a better finish.

A larger nose radius also enables a heavier cut to be made, which is necessary when you’re cutting hard-to-cut materials.
“Arc-in and arc-out milling reduces impact on the insert edge because it creates an easy transition as the cutter engages the workpiece,” said Hagan. “The same applies when going into a corner.”
“Coolant in milling applications or interrupted cuts in turning applications should be avoided,” advised Mitchell. “It causes thermal cracking, shortens tool life, and will negatively affect surface finish. However, in a sticky material such as aluminum, nickel-based alloys, and low-carbon steel, coolant will prevent the material from sticking to the tool.”
Chambers said the nonoperating stakeholders are likely to be interested to see how the cost savings achieved on the drilling side factors into the overall performance as production results come into clear view.
Rigid, stable workholding is also key. And, the higher the metal removal rate, the more important stable workholding becomes.
“Does this well have a future role in the Permian? We believe it does,” said Peart. “Does it have a future role in other basins? Potentially.” He elaborated that Shell is still evaluating the production results of the horseshoe design to understand its true economics.
“If you have an insert with a 0.032-in. nose radius, you can’t perform a finishing pass where only 0.010 in. of material is left on the part,” said Hagan.
A rig stands at a well pad about 2 miles from Mentone, Texas where Shell drilleld the "horseshoe well." There are a total of four wells on the pad. Source: GoogleMaps
A choice had to be made. Abandon the problem well and try drilling another one—which meant risking losing another well. The engineering team could have also elected to abandon the problem well and not accept the risk of drilling a new one.
Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Introducing the Latest Innovation from ISCAR: Endmill Thread-Milling Cutters with Indexable Inserts, Designed for High Productivity.
The Journal of Petroleum Technology, the Society of Petroleum Engineers’ flagship magazine, presents authoritative briefs and features on technology advancements in exploration and production, oil and gas industry issues, and news about SPE and its members.
Off-the-Shelf TechnologyThough the trajectory of the horseshoe well may appear to push technical limits, Shell’s execution was remarkably straightforward and no major issues were encountered during either the drilling or completion phase.

Increasing surface feet per minute (SFM) reduces built-up edge (BUE). This will prolong tool life and reduce the chance that catastrophic tool failure will damage a finished part.
Chip breakers can reduce cutting pressures and produce chips that can be evacuated more easily. In materials that produce long, stringy chips, a chip breaker can help produce smaller chips that exit the cutting zone quickly and easily.
Once again, the chance of a catastrophic tool failure occurring has been reduced, and long chips are no longer able to scratch the surface of the part.
One reason Shell was drilling 5,000-ft laterals in this area of the Permian is because of lease restrictions—an issue particular to the US shale sector whose acreage maps are often dictated by private land ownership and contract terms. This constraint is not unique—there are many so-called “square-mile leases” in the US—highlighting that the first horseshoe well might not be the last.
Production figures are only publically available at a lease level, but show that the four-well pad that the horseshoe well is part of produced more than 2,800 B/D in June of 2019, when the well was completed, and peaking at just over 5,000 B/D the next month.
“The beauty of this design is that it utilized off-the-shelf technology,” emphasized Peart, listing rotary steerable systems (RSS), mud motors, and dissolvable plugs as a few of the enabling components that came from its service providers. Ensign Energy Services was the drilling contractor for the project while Nabors Industries provided the measurement-while-drilling and directional drilling services.
Shell’s own contributions included in-house-developed torque-and-drag models that helped ensure the bit, drillpipe, and casing all moved through the formation smoothly. Based on the publicly available surveys, the result of the collaborative operation was a relatively smooth well path and almost-perfect U-turn.
Chatter caused by improper toolholding and fixturing, or by a machine tool that is not rigid, will create nothing but problems.
Peart described the “emotional cycle of this well” as hitting various peaks each time a critical operation was executed—reaching total depth, running the casing, or whenever a plug was pumped down. “You want to celebrate that accomplishment,” he said, “but then you realize that all the other points afterward also have to line up, or else the idea doesn’t work at all and all the work you did just doesn’t count.”



 18581906093
18581906093