
Buying Guide: Selecting Carbide Inserts for Metalworking - turning insert types
Milling Insert with a Concave Shank – It is a type of formed insert that is intended to be used with a certain workpiece and is built with a specific shape for that workpiece. Its primary application is in coordinating a concave surface with a circular shape.
Flat geometry provides overall functionality; it can be used to work with a wide range of materials. A round cutting edge adds strength to the cutting edge.
Additionally, some inserts feature a nut wrapped around female threading that belongs to this kind of product; when a fastener is driven into the cage nuts, the tops of the nuts feature “wings” that dig into the object when the fasteners are driven into them.
Periphery Milling Insert – This particular milling insert is known as a peripheral milling insert because the teeth contained within it are located around the perimeter of the circular disc. They are incompatible with any milling machines that have a vertical axis.
Carbide turning inserts with part number APKT1604-M2-8325 feature a parallelogram of 85 degrees, a relief angle of 11 degrees, and a nose radius of 1/32 inch. Carbide turning inserts APKT1604-M2-8325 are made of tungsten carbide and have a titanium aluminum nitride coating. They have a cutting speed that is four to seven times faster than that of standard steel, and they have been sharpened on a diamond wheel to give them a longer tool life. This will give you a better turning experience and a better cut. Cast iron and non-ferrous materials are both suitable for use with the APKT1604-M2-8325 carbide turning inserts, which are excellent for finishing and roughing. Carbide turning inserts of the type APKT1604-M2-8325 are utilized for indexable face mills and end mills, as well as for milling operations such as square milling and side ramping milling, helical milling, slotting milling, and plunging milling.
Roughing End Milling Insert – These cutters remove a significant quantity of material from the workpiece. They are also known as “Pippa” cutters. They function well even when subjected to harsh working circumstances. These inserts feature teeth that are wavy, which results in a surface that is rough finished.
For thread turning, one of the most important considerations in choosing the correct insert geometry. Geometry affects many aspects of the tool life, such as chip control, insert wear, thread quality, and tool life in general.
Simply rotating the APKT insert in the holder allows you to take advantage of the sharp edge of the insert if the cutting edge dulls over time. The APKT inserts come equipped with a positive molded chip breaker that is precision-molded into the I.C. They feature a relief angle of 11 degrees and a cutting edge that has been polished to a sharp point. They have screw holes that were manufactured by ISO standards. In most cases, it is analyzed using a two-edged sword metaphor. On the other hand, each of them has four sharp edges. When they are put on 90° indexable milling cutters, and both edges become dull, they may be installed on 75° indexable milling cutters. The other two edges can be used for different milling applications.
Without taking the tool holder cutter out of the machine, it is possible to switch them out for new inserts of the same or a different type. High-speed, high-feed, and difficult-to-machine metalworking and manufacturing applications require several indexable milling cutters. This is because indexable cutters have a variable cutting depth that can be adjusted.
Milling inserts are replacement bits used to process some of the hardest materials. These inserts are designed specifically for milling. Metals such as steel, stainless steel, cast iron, non-ferrous materials, titanium, hardened steel, and plastic can be shaped or cut by them. Other materials include hardened steel. These inserts are often composed of carbide, which allows them to withstand extremely high temperatures and high-speed operations, making them suitable for various jobs like drilling, hole making, finishing, and other similar activities. They are used for making holes, drilling, finishing, and other tasks. Before, they were only offered in a limited variety of shapes, but today you may get one of them in a variety of shapes, such as helical, frustum, elliptical, and so on. During the milling operation, they travel perpendicular to the axis of the machine, which enables them to remove material from the insert’s border.
Staggered Milling Insert – These milling inserts have a zigzag pattern around the perimeter, and users can choose between left-hand and right-hand helix angles.
When threading is necessary for your application, precise and consistent threading is paramount. Huana Tools offers an exclusive selection of high-performance threading inserts that will ensure 100% accurate threading every time. Huana Tools threading inserts are made of tungsten carbide for both standard and custom threading applications. Our threading experts are also ready to help you improve the threading of your products.
The specialized cutting tools known as APMT1135 inserts are single-sided and come equipped with two cutting edges each. Because of the robust geometry design, it is possible to work with cast iron, alloy steel, and stainless steel. It features an extremely well ramping and slotting capability and a powerful pocket design with efficient chip evacuation.
It can be challenging to fit the screw into the hole. Some screws include a hex socket built into the head. You can use flat blade screwdrivers with the slot. You can prevent the machine screw from moving by using the one you plan to use in the final fitting and attaching a locking nut. Once the insert nut is fully driven home, it can be finished with an impact driver. You can remove the machine screw by removing the nut with a small spanner. In addition to threaded inserts with heads.
The inserts have an external thread that resembles a coarse wood screw thread and an inside thread that resembles a fine machine screw thread. You can effectively use machine screws in wood with them, as they are useful for any item that will require the screw to be removed later. The threads of conventional wood screws are damaged when you remove them from the wood. If the line completely disappears from a wood screw hole, the screw will no longer be able to be fitted into that hole. Threaded inserts allow threaded machine screws, which is a more convenient method to accomplish this task.
It is important to understand that the workpiece cutting layer will undergo plastic deformation when subjected to the cutter’s front edge extrusion during the cutting process. This will cause the cutting process to become more difficult. This process involves several physical phenomena, including cutting force, heat, tool wear and life, chip curling and breaking, etc. Deformations of the metal influence machining quality, productivity, and cost. End users will find that APMT is an excellent option because it has the potential to boost productivity greatly.
The GlobalSpec SpecSearch database provides information about many different types of threading inserts. Most are described according to shape.
These are more durable than HSS but have less strength. Because of their high stiffness features, they have excellent resistance to wear; nevertheless, they are more likely to peel and shatter because they have a lower strength.
Inserts with threads are an excellent choice for reinforcing threads on bolts and studs when they are frequently installed and removed. Choosing the right threaded inserts when working with weaker materials can provide a strong, durable solution.

The term internal thread refers to a thread found on nuts or tapped holes, while the term external thread refers to one found on bolts, studs, or screws. The axial thread form is the name given to orientated threads that are oriented axially. There are three parts to a thread profile. These are the crest, the root, and the flanks.
These extremely hard materials are milled using milling inserts, also used to drill and finish these materials. Examples of extremely hard materials include stainless steel and cast iron. They are capable of milling at horizontal, vertical, and inclined angles, and they can remove chips from the workpiece in a very quick manner. Milling inserts are rotary tools with one tooth or many teeth, depending on the instrument. Milling is a procedure in which each cutter tooth makes a different cut in the workpiece one at a time. Most commonly, grooves, steps, milling planes, shaping surfaces, and other similar tasks are accomplished with their assistance.
The carbide inserts known as SEKN1504AFTN are characterized by their high-quality construction, excellent craftsmanship, and long-lasting performance. Compared to conventional welding blades, the SEKN1504AFTN carbide inserts’ high efficiency and excellent wear resistance result in an alloy blade whose processing efficiency is boosted by more than four times. Carbide inserts with the model number SEKN1504AFTN are utilized for milling, turning, threading, and grooving. It may be utilized in the finishing and semi-finishing processes for steel and stainless steel. Metal surface finishing, with its excellent wear resistance and strong chemical stability, possesses flawless smoothness and a nice surface finish, and it is both aesthetically pleasing and functional. The cutting action is corrected using SEKN1504AFTN carbide inserts, and the reduced cutting force can help extend the tool’s life.
The TPKN1603PDER insert has a longer processing life, which helps reduce changing times and boosts overall productivity. The TPKN1603PDER insert has a flawless surface polish. Insert with part number TPKN1603PDER has a high tensile strength and an anti-abrasion finish. Its machining precision, straightforward construction, and use make the TPKN1603PDER insert superior in hardness, toughness, and machining precision.
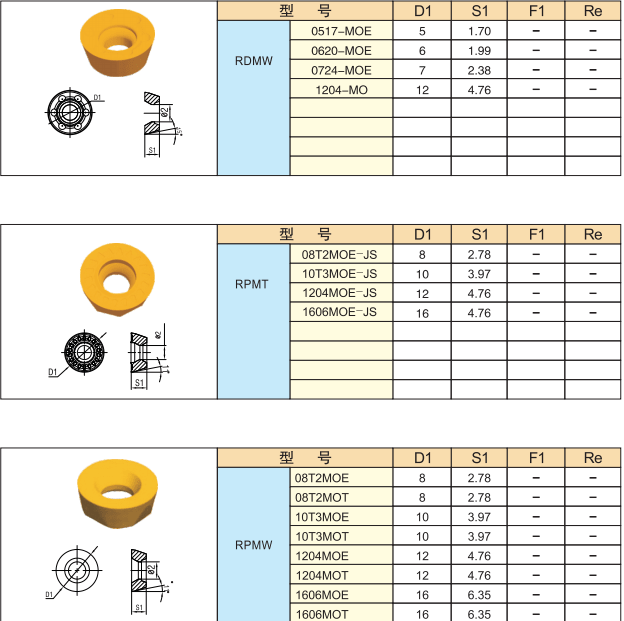
The RPMT insert turning tools are your best bet for cutting and radial grooving tasks. Depending on the operation or activity you wish to carry out, you can choose from various forms of RPMT inserts. Cutting at high speeds is an application that is particularly important to the RPMT insert. RPMT inserts are a fantastic option when working on large or medium-sized projects. You may leverage Cutting, sanding, drilling, deformation, and turning are just some of the many tasks that may be accomplished with the help of RPMT inserts. The RPMT inserts are simple to alter, which enables you to make speedy adjustments to the placement and depth of the hole. Additionally, you will be able to cover a variety of measurements, which will make the process of exchanging cutters much simpler.
Hardwoods, softwoods, and plywood all work well with press-in inserts because of their barbed exteriors. The well should be drilled so that the body of the insert will fit inside the hole. You can clamp the insert into place or tap it with a hammer and a block of wood. The drilling hole needs to be deep enough so that the epoxy engages only the tips of the insert barbs. This is especially important for applications where the clamping action tends to pull the inserts out of the wood, such as knobs on a drill-press fence extension.

In addition to being developed for general-purpose milling operations, the APKT inserts are also optimized for high-performance milling applications. Applications ranging from roughing to finishing may be completed using this tool’s milling process. After that, you may use the APKT carbide inserts with medium to high cutting rates, and they will quickly remove a lot of material.
Machining aluminum often involves the use of APKT positive-rake parallelogram milling inserts. The carbide uncoated parallelogram milling inserts have the shape of an offset rectangle with four sides and two acute cutting tips at opposing corners. These cutting points each have an angle of 85 degrees. By mounting them on a milling machine, you’ll get an indexable shell milling cutter or an indexable face milling cutter.
RDMW1605 inserts have excellent efficiency, high wear resistance, and more than four times the efficiency of processing alloy blades than typical welding blades. The RDMW1605 insert is built with high-quality carbide tips and has excellent craftsmanship. It also possesses high levels of strength and hardness, and its performance is consistent and long-lasting. For the finishing of metal surfaces, the RDMW1605 insert is used. It has excellent wear resistance and chemical stability, flawless smoothness, and a pleasing surface finish, and it is both attractive and functional.
For a stronger thread, it ensures the bottom, top, and depth of the thread are all in the right places. Also, regardless of the thread profile, this will help eliminate any deburring. Due to the larger nose radius, fewer passes are needed compared to a V-profile insert. In addition, it allows you to thread more efficiently. For this reason, it is necessary to have a separate insert for each pitch and profile.
The primary applications for RPMT10T3 inserts include steel component turning (inner and outer circles, end faces, and shaping) and forming. Because of the smoothness of the Cutting with the RPMT10T3 insert and the width of the cutting edge belt, it is possible to effectively minimize the resistance to cutting and to improve the service life. RPMT10T3 inserts have a strong bonding strength between the cutting edge and coating, which contributes to their great wear resistance.
Inserts with threads on both the outside and the inside of the carbide threading insert are called externally threaded inserts. Generally, the inserts are threaded into a pre-tapped hole, or, in the case of some carbide threading inserts, the inserts can tap their own thread into a drilled or molded hole. Various types of anchorages are then used, including nylon locking elements, as well as other means.
This type of geometry is used for materials that are long in the chips. The product can also be used as a byproduct to strengthen stainless steel, alloyed steel, and non-ferrous metals. A machining geometry optimized for chip-forming to maximize the efficiency and precision of the process. The use of this geometry is not recommended for radial infeed operations.
A polished surface and a significant rake angle are also features of the design of the uncoated carbide APKT inserts. They are designed to be utilized in the machining of aluminum. Positive-rake inserts have an edge of fewer than ninety degrees, allowing them to lay flat in the insert holder. This results in increased cutting clearance and a better finish than inserts with negative-rake, which have the edge over ninety degrees.
The inner and outer circle turning, end face turning, and shaping of steel components are the primary applications for RPMT1003 inserts. Because of the smoothness of the Cutting with the RPMT1003 insert and the width of the cutting edge belt, it is possible to effectively minimize the resistance to cutting and to improve the service life. The RPMT1003 inserts offer a strong bonding strength between the cutting edge and coating and high wear resistance.
Full profile inserts are the most popular inserts. With this tool, the crest of the thread can be cut completely, as well as the thread’s profile.
Compared to milling inserts manufactured from regular carbon steel, those made from high-speed steel (HSS) exhibit superior resistance to wear and heat. It further divides itself into specific and general uses. HSS is a material that has properties such as hardness in the range of HRC62-70, strong cutting-edge strength, and great vibration resistance, among other qualities. Because it is made out of this particular steel, it possesses sharpness, machining, and forging capabilities that are on par with their best. However, in contrast to carbide-made milling inserts, it possesses low levels of hardness and resistance to wear.
In softer woods and plywood, thread-in inserts are a good choice because their coarse outside threads ease the cutting process. You can then screw the insert into place by drilling a hole the right size for its body. White oak and maple are hardwoods, so drilling a hole slightly larger than the outside thread diameter and epoxying in the insert is recommended. If the insert is close to the edge of the part and screwing it in might split it, make sure to drill a hole slightly larger than the outside thread diameter. It would be best if you covered the end of the insert with epoxy to protect the threads inside.
The inner and outer circle turning, end face turning, and shaping of steel components are the primary applications for RPMT1204 inserts. Because of the smoothness of the Cutting produced by RPMT1204 inserts and the width of the cutting edge belt, it is possible to effectively lower the resistance to cutting and improve the service life. RPMT1204 inserts have a strong bonding strength between the cutting edge and coating, which contributes to their great wear resistance.
Unlike full profile inserts, multi-point inserts have more than one insert point (NT>1), similar to full profile inserts. If an insert consists of two points, the productivity is doubled. If an insert consists of three points, the productivity is tripled. As a result, the tool’s life is extended, productivity is increased, and costs are reduced since fewer passes are required. Because the cutting edge has a longer contact length, stable conditions are necessary due to the increased cutting forces. Besides being able to clear all the teeth, it also needs to have a sufficient gap behind the last thread for the insert to insert fully.
End Milling Inserts – The end milling insert is equipped with teeth on both sides, which makes it useful for drilling applications. Flat bottom cutters are often the ones that are familiar with the term “end mil.”
Face Milling Insert – They have a cutter body with a big diameter and many mounting points for insertion tools. Cuts that are axially thin and radially deep are used to remove material from them. The cutter’s body and the workpiece’s length have a role in determining the diameter of the face milling insert. The majority of the time, it is employed for down milling.
These are suitable for sticky, work-hardening materials such as low-carbon steel, stainless steel, non-ferrous materials, and superalloys, to name a few. Their cutting edge is sharp, resulting in a high level of surface finish and low cutting forces.
There is no V-profile insert attached to the thread crests. Using the same diameter screw and nut is imperative before threading any screw or nut. This can be accomplished by turning the outer diameter of the screw to the same diameter as the inner diameter of the nut. Furthermore, it is possible to use the same insert for multiple pitches as long as the thread profile angle (60° or 55°) and radius are the same. As a result, the nose radius of the insert is smaller to cover the range of pitches, therefore reducing the tool life and creating Burrs on the tool.
They are constructed from two different materials: steel (both FSS and HSS varieties) and carbide. The following is an outline of the specifics:
Some of the most common or standard angles for turning inserts include 55, 60, and 90. There could be some variation in these, but they are most frequently used. In addition, some common models of threading inserts include 16ER AG55, 16IR AG55, GC1125, GC1135, GC1025, 16er ag60 insert, 11er a60, 11ir a60 inserts, 16Ir ag60 insert and CB7015.
The specialized cutting tools known as APMT inserts are single-sided and come equipped with two cutting blades each. Because of the robust geometry design, it is possible to work with cast iron, alloy steel, and stainless steel. It features an extremely well ramping and slotting capability and a powerful pocket design with efficient chip evacuation.
Side Milling Insert – Because this type of insert contains teeth on both the face/end and the periphery, it may be used to form narrow slots or cut slots, and it can also be used for face milling and strand milling operations.
Whatever the thread pitch, profile or material, we can provide you with the solutions you need. The threading tools and inserts we offer help you produce quality threads for interiors and exteriors.
Steel, stainless steel, exotic materials, and cast iron may all be milled successfully using APKT1003 milling inserts. The cutting edges of APKT1003 milling inserts are helical in shape. Inserts with high surface quality and precision at 90 degrees are found in APKT1003 milling tools. Milling inserts with the model number APKT1003 are often utilized for general purposes. Milling inserts model APKT1003 are interchangeable with holders made by other manufacturers.
In just the same way that replacing threaded inserts is a straightforward process, removing them is equally straightforward. If you wish to see how to do this, please see below.
There are several threaded inserts, each featuring a unique design, but they are all designed with female threading to support fasteners with male threading. A spiral design is a characteristic of circular threaded inserts, for example, and they are usually made of steel or bronze. The metal is coiled up in the appropriate size and shape to support the threaded fastener.
Hollow Milling Cutter – It has strong walls, much like a pipe, and resembles a pipe in appearance. It is utilized in screw machines and has bites within the interior of the concave surface.
The precision machining, roughing, schedule machining, and stage machining areas are all included in the APMT1604 insert machining area. The APMT1604 insert is constructed of tungsten steel, a material with high hardness and excellent resistance to impact. On the surface, a cutting-edge new coating technique is utilized, which, in addition to being resistant to high temperatures, is also resistant to oxidation. Turning and milling feed rates with the APMT1604 are three times faster than those with standard cutters.
This blog aims to explain what a milling insert is, the many sorts of milling inserts available, the material that the milling insert is constructed from, and some of the most well-known models of milling inserts. Therefore, let’s get started.
Insert SEKN1203AFN uses high-quality carbide tips and has excellent craftsmanship. It also possesses high levels of strength and hardness, and it is sturdy and long-lasting while in use. The precise cutting action, reduced cutting force, and increased tool life are all features of the SEKN1203AFN insert. The SEKN1203AFN insert is appropriate for processing ordinary steel in addition to ordinary stainless steel. Excellent metal surface polishing, excellent wear resistance, and excellent chemical stability are provided by the SEKN1203AFN insert. Positive Cutting Action Threading Inserts are included on SEKN1203AFN inserts, reducing the cutting force required. Because of its high-strength carbide and fine craftsmanship, the SEKN1203AFN insert has a longer life than comparable tools. Insert SEKN1203AFN is used for milling, turning, threading, and grooving and may be utilized with ordinary steel and stainless steel.
Milling is a process used in producing metal goods and involves removing material from a workpiece using inserts. Cutting or removing these materials from the item could be done differently depending on the range of forms and sizes involved. Hence, inserts used in machinery are as important as the workpiece itself in terms of quality. A metal milling insert is used to smooth or polish the most beautifully completed metal items accessible for everyday use or manufacture. These products can be purchased or produced. Milling machines comprise several important parts, including the milling inserts. The surface of a workpiece is removed with a cutting tool. It includes every milling machine in existence. It is essential for achieving a very high material removal rate even under harsh conditions and may be utilized in dry and wet machining processes.
While it is doing its job, a milling insert is subjected to an incredible amount of pressure and stress. This application of an insert will result in the following:
This video uses insert nuts with an outside diameter of around 8.5mm, smaller than those I am using in the video. The first hole should be 9mm in diameter for something like this. You can use softwoods as thin as 8mm if you need a tight-fitting. The manufacturer should always determine the pilot hole size. For drilling depths, drills are equipped with depth-stops. This is especially useful if you need to drill many holes at once.
The TPKN2204PDER insert is appropriate for use in the heavy-duty rough turning of steel and cast steel with a high feed rate at a medium and low speed in poor working circumstances. This type of turning requires a lot of force. Additionally, steel and alloy steel are both appropriate applications for TPKN2204PDER. The TPKN2204PDER insert has increased levels of hardness and toughness, as well as improved machining precision, a straightforward construction, and a user-friendly design.
Gang Milling Insert – When using the gang milling insert, peripheral milling cutters of varied sizes are utilized to remove and cut material from the workpiece. This is done using the gang milling insert.
In terms of threading, externally threaded inserts are those with threads on the exterior, as their name implies. The threads have been internalized, but the external threads are also present. In this regard, I would like to know what this external threading is for. It is much easier to drive them into predrilled holes if they feature external threading since they can easily be driven into them.
Once you know all the necessary details regarding threading inserts, you will now be able to use threading inserts in CNC threading more efficiently. It is important to remember all the steps mentioned above to give the best shot of Inserting the threads.
Milling inserts geometric styles include elliptical, frustum, and helical, previously only available in basic shapes. However, because of recent manufacturer optimizations, far wider ranges of milling insert geometric styles are now available. The temperatures, elements, and manufacturing tasks needed for each shape give it a unique size, figure, and tolerance. The shape dictates these characteristics.
Among threading inserts, some have a single cutting surface, while others have multiple surfaces which can be used to continue threading when a tooth wears out. Several dimensions determine the number of sides and angles of the threading insert.



 18581906093
18581906093