
Coffee Grinder Burrs - grinding burr
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
Dodd also suggested tossing out the side-lock endmill mentality in favor of high-performance milling chucks, hydraulic holders and shrink-fit holders, even when used on machines built before any of those toolholding technologies were developed.
Turning our attention to soybeans, harvest has been much more even, ranging from 87% to 97% complete in Indiana, Illinois, and Iowa as of November 5th. Soybean basis has also been strengthening across the region, especially in the past two weeks. For example, soybean basis in north west Indiana is $0.60/bu. under Jan. ’24 soybean futures. While this $0.17/bu. weaker than the 2-year historical average for the region, this gap has been narrowing in recent weeks. As always, be sure to visit the Purdue Center for Commercial Agriculture Crop Basis Tool to check current corn and soybean basis levels and historical basis trends for your local area.
One milling strategy that works especially well on older machines is high-feed milling. Most often, a special resembling a flattened ballnose endmill is applied with a shallow Z-axis, or axial, DOC, relatively heavy radial engagement (upward of 50 percent) and high feed rates, all of which tend to thin the chip while directing cutting forces into the spindle. Roman said one customer was able to replace seven separate tools with a pair of high-feed milling cutters, reducing cycle time and tool costs alike.
Space provided behind the cutting edges to prevent rubbing. Sometimes called primary relief. Secondary relief provides additional space behind primary relief. Relief on end teeth is axial relief; relief on side teeth is peripheral relief.
Reaction in dynamic motion systems where potential energy that was created while the object was in motion is released when the object stops. Release of this potential energy or inertia causes the device to quickly snap backward relative to the last direction of motion. Backlash can cause a system’s final resting position to be different from what was intended and from where the control system intended to stop the device.
Another limitation that many might recognize is coolant flow. With many older machining centers, Dodd explained, the horizontal, carousel-style toolchanger sits on the left side, a configuration that places the coolant lines on the right side of the spindle. “The problem here is that when you’re climb milling on the back of the part, the coolant is forcing the chips back into the cutter. That causes nothing but problems.”
Dodd said the same can be said for the Belleville washers and the clamping fingers inside the tool-change mechanism. “People keep running them long after they’ve worn out. Eventually, something breaks and they end up causing a lot of damage.”
Highly productive method of metal removal in which an axial machining operation is performed in a single tool sequence. The tool makes a series of overlapping, drill-like plunges to remove part of a cylindrical plug of material one after another. Because of the increased rigidity of a Z-axis move, the tool can cover a large cross-section of material.
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
Interested in the latest trends and insights on U.S. & Indiana farmland values? This AgCast episode shares insights from the Farm Sector Balance Sheet, USDA data collection methods, regional variations in land values, and the influences of factors such as interest rates and development pressures on farmland prices. Gain an in-depth understanding of trends, market dynamics, and future expectations for farmland values.
![]()
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
Available in two major types: tungsten high-speed steels (designated by letter T having tungsten as the principal alloying element) and molybdenum high-speed steels (designated by letter M having molybdenum as the principal alloying element). The type T high-speed steels containing cobalt have higher wear resistance and greater red (hot) hardness, withstanding cutting temperature up to 1,100º F (590º C). The type T steels are used to fabricate metalcutting tools (milling cutters, drills, reamers and taps), woodworking tools, various types of punches and dies, ball and roller bearings. The type M steels are used for cutting tools and various types of dies.
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
Rotation of a milling tool in the same direction as the feed at the point of contact. Chips are cut to maximum thickness at the initial engagement of the cutter’s teeth with the workpiece and decrease in thickness at the end of engagement. See conventional milling.
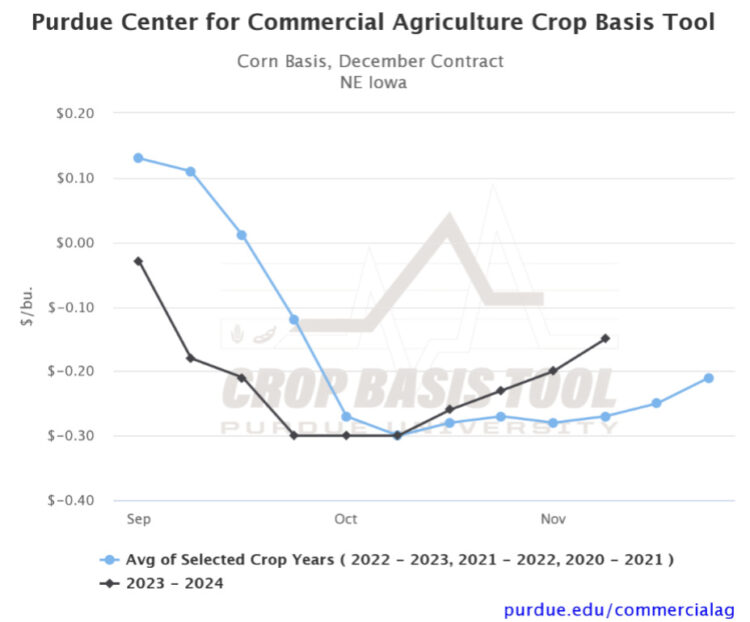
It is interesting to contrast this with what is happening in Illinois and Iowa, where corn harvest is around 90% complete. Corn basis across much of these states has started to strengthen. In particular, regions such as eastern Iowa are experiencing stronger than normal basis due to severe drought in the region during 2023. For example, corn basis in north east Iowa is $0.15/bu. under Dec. ’23 corn futures, which is $0.12/bu. stronger than the 3-year historical average for the region.
Looking back on last year, the importance of understanding how basis affects your marketing plan is evident. Basis levels for corn and soybeans peaked at different times during the 2023-2024 marketing year. Preparing for the Fall 2024 harvest, basis levels continue to be below the three-year trend. To check your up-to-date local basis levels throughout harvest this fall, visit Purdue Center for Commercial Agriculture Crop Basis Tool.
Obtaining control of land through leasing has a long history in the United States. Leases on agricultural land are strongly influenced by local custom and tradition. However, in most areas, landowners and operators can choose from several types of lease arrangements. Flexible cash lease arrangements provide a base cash rent plus a bonus which typically represents a share of gross revenue in excess of a certain base value or threshold.
Machining operation in which a tap, with teeth on its periphery, cuts internal threads in a predrilled hole having a smaller diameter than the tap diameter. Threads are formed by a combined rotary and axial-relative motion between tap and workpiece. See tap.
We are taking a short break, but please plan to join us at one of our future programs that is a little farther in the future.
Workholding device that affixes to a mill, lathe or drill-press spindle. It holds a tool or workpiece by one end, allowing it to be rotated. May also be fitted to the machine table to hold a workpiece. Two or more adjustable jaws actually hold the tool or part. May be actuated manually, pneumatically, hydraulically or electrically. See collet.
Kip Hanson is a contributing editor for Cutting Tool Engineering magazine. Contact him by phone at (520) 548-7328 or via e-mail at kip@kahmco.net.
“People consistently fail to realize how much more performance they’ll get from their machine tools—regardless of age—when they invest in high-quality tooling,” Dodd said.
![]()
As with the others interviewed for this story, Andersson said it’s important to stay current on machining technology, even if you can’t stay current on machine tools. “For example, people with older machines often discount ceramic as a cutting tool material because they don’t have the high spindle speeds needed to reach the correct operating parameters.”
Jan Andersson, global director of marketing for Greenleaf Corp., Saegertown, Pa., said success with tired machine tools—or any equipment, for that matter—is about understanding a machine’s limitations. “If you look at the industry in general, cutting tool recommendations are designed for average conditions on newer machines,” he said. “The problem is that, as machines get older, you begin to lose stability and accuracy.”
“Often with poor machining conditions,” Roman said, “heat’s going to be an issue. Aside from that, tool performance comes down to a delicate balance of aggressiveness and strength, while at the same time applying a carbide grade that’s stout enough for less-than-optimal cutting conditions.”
Shops should not avoid modern cutting tools or programming techniques. Instead, they should learn how to make the new and the old coexist. As painful as it may seem, unique CNC programs that respect a machine’s advanced age must be generated, resulting in multiple versions for jobs that bounce around a shop. This approach requires moderate cutting parameters that compensate for any specific infirmities, as well as cutting tools able to withstand greater heat and shock and less-than-ideal machining conditions.
According to Roman, this beefed-up approach is effective in many “old machine” situations, whether or not a newfangled toolpath is used. That’s because the backlash and lack of rigidity common with older CNCs require a cutting tool able to take abuse without complaint.
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
Milling cutter held by its shank that cuts on its periphery and, if so configured, on its free end. Takes a variety of shapes (single- and double-end, roughing, ballnose and cup-end) and sizes (stub, medium, long and extra-long). Also comes with differing numbers of flutes.
However, the less-than-optimal cutting conditions generated greater heat, which caused premature tool wear. The toolmaker countered by adjusting the tool geometry to make the endmills “a little bit beefier.” This meant tweaking the relief and rake angles, changing the edge prep to match the application and switching to a more heat-resistant coating.
Purdue University Center for Commercial Agriculture, 403 W State Street, West Lafayette, IN 47907, (765) 494-7004 © 2023 Purdue University | An equal access/equal opportunity university | Copyright Complaints If you have trouble accessing this page because of a disability, please contact the Center for Commercial Agriculture.
Wouldn’t it be cool, though, to toss out those HSS corncob roughers with their 5-ipm (127mm/min.) feed rates and leverage some of these more productive milling methods?
As the calendar turns to November, many farmers in the eastern Corn Belt still have corn left to harvest. According to USDA, 68% of corn in Indiana has been harvested as of November 5th. Wet corn in the primary culprit. As a result, many elevators are full and are at drying capacity. One might expect this to result in weaker basis bids and in some locations it has. For example, corn basis in north west Indiana is $0.48/bu. under Dec. ’23 corn futures, which is $0.16/bu. weaker than the 3-year historical average for the region. However, basis is not the only tool that elevators use to control the flow of grain into the elevator. Many elevators are operating on reduced hours to limit the amount of corn they take in likely limiting basis impacts.
One example comes from an aluminum shop in the Dakotas that Roman worked with. A vintage machining center could barely rapid-traverse at the feed rates specified by the CAM system’s trochoidal toolpaths, let alone interpolate at those values. Another example is a power generation company machining titanium. The company’s older equipment was unable to meet a tool’s recommended speeds and feeds.
“We get calls every day from shops that either can’t afford or aren’t yet ready to buy a new machining center but still want to get better performance out of their existing equipment,” he said. “Most of the time, it’s just a matter of adjusting a high-performance milling strategy to match the capabilities of your machine tool.”
Angle of inclination between the face of the cutting tool and the workpiece. If the face of the tool lies in a plane through the axis of the workpiece, the tool is said to have a neutral, or zero, rake. If the inclination of the tool face makes the cutting edge more acute than when the rake angle is zero, the rake is positive. If the inclination of the tool face makes the cutting edge less acute or more blunt than when the rake angle is zero, the rake is negative.
Indiana farmland prices have continued the trend of record highs in 2024, according to the latest Purdue Farmland Value and Cash Rent Survey. The average price of top-quality farmland reached $14,392 per acre, a 4.8% increase from June 2023. Average and poor-quality farmland also saw gains, with prices increasing 3.7% and 4.4% to $11,630 and $9,071 per acre, respectively.
Despite the apples-and-oranges difference between machining aluminum and titanium, the answer in each case was to increase step-over amounts and reduce feed rates, even though the shop’s CAM software didn’t agree.
A high-feed milling strategy is used to machine a 4140 alloy steel mold base on a legacy horizontal boring mill. Image courtesy of Tungaloy America.
Carriage or drum attached to a machining center that holds tools until needed; when a tool is needed, the toolchanger inserts the tool into the machine spindle. See automatic toolchanger.
Through the first month of the 2024-2025 marketing year, two distinct patterns in Indiana corn basis have emerged. First, basis levels in the Northern and Eastern parts of the state began September significantly lower than those in Southern Indiana. The second trend involved changes in regional corn basis through September.
Indexable high-feed milling cutters are an effective machining method for old and new machines alike. Image courtesy of Tungaloy America.
Andersson added that, at the same time, new machines with faster spindles and higher feed capabilities than vintage ones are being made, widening the gap. “This means that shops must adjust their machining strategies to match the machine tool, not just the application, and suppliers must support them in this effort.”
The best way to avoid this situation is with proper machine maintenance, a practice that can keep even a decades-old machine productive. In the meantime, Dodd recommends replacing toolholders and retention knobs at the first sign of wear.
Machine designed to use a serrated-tooth blade to cut metal or other material. Comes in a wide variety of styles but takes one of four basic forms: hacksaw (a simple, rugged machine that uses a reciprocating motion to part metal or other material); cold or circular saw (powers a circular blade that cuts structural materials); bandsaw (runs an endless band; the two basic types are cutoff and contour band machines, which cut intricate contours and shapes); and abrasive cutoff saw (similar in appearance to the cold saw, but uses an abrasive disc that rotates at high speeds rather than a blade with serrated teeth).
Cone-shaped pins that support a workpiece by one or two ends during machining. The centers fit into holes drilled in the workpiece ends. Centers that turn with the workpiece are called “live” centers; those that do not are called “dead” centers.
Explore key trends in corn plant populations across Iowa, Illinois, and Indiana, revealing a steady 1 percent annual increase from 1996 to 2023. With Illinois leading the charge, corn populations rose significantly from 24,200 to 32,400 plants per acre, influencing both seed costs and farm budgets. Discover how understanding the interplay between seed prices and plant population can enhance your farm’s productivity and budgeting strategies.
Vic Dodd, rotating-product manager for Tungaloy America Inc., Arlington Heights, Ill., saw similar results from his own days in the shop. “I once had a couple of 1997 Bridgeports that I used for mold work and had great results with high-feed tools,” he said, adding that with older equipment like that, the spindle isn’t strong and the servomotors are weaker than those found on newer machines. “The programmers need to understand those limitations if they’re to utilize what’s available.”
There are two ways around this obstacle: Adjust the toolpath accordingly or turn off the coolant and apply an air blast. According to Dodd, the latter should be used by anyone cutting carbon steel, most tool steel and even some stainless steel. “Everybody wants to stick coolant on everything. It’s not really an advantage anymore in today’s modern machining. About the only time it is needed is when you’re drilling and tapping.”
Value that refers to how far the workpiece or cutter advances linearly in 1 minute, defined as: ipm = ipt 5 number of effective teeth 5 rpm. Also known as the table feed or machine feed.
That observation holds true for old and new machines alike. The only difference is that many newer machines are plumbed for through-spindle air or have an external air blast already wired in.
You’ve probably heard the news: Milling has gone high performance. You’ve read the magazine articles about trochoidal milling, watched endless YouTube videos about high-feed and high-speed machining techniques and chatted with your cutting tools salesperson about plunge milling. Unfortunately, the newest machining centers at your shop were installed when Bill Clinton was president, and the oldest one still uses paper tape.
Distance between the passes of the toolpath; the path spacing. The distance the tool will move horizontally when making the next pass. Too great of a step-over will cause difficulty machining because there will be too much pressure on the tool as it is trying to cut with too much of its surface area.
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
Dodd offered another recommendation that has little to do with machine age: Replace toolholders regularly. “I see so many shops that use worn-out toolholders, not realizing that they’re not only hurting productivity, they’re damaging the machine spindle as well.”
Unless special plumbing is installed, some carousel-style toolchangers can limit cutting fluids to the right side of the spindle, inhibiting chip flow. Image courtesy of GWS Tool Group.
“You can program any job at 500 ipm, but a lot of times the machine can’t accelerate and decelerate that quickly, something that’s true even on some newer equipment,” Roman said. “One indicator that this problem is occurring is when the actual machining cycle takes longer than what the programming software says it should. But by taking a more aggressive step-over and easing back on the feed, we were able to actually increase metal-removal rates compared to the original toolpaths.”
New materials have been developed that accommodate a much broader speed range and provide far greater performance than carbide. “That’s just one example where the industry has recognized that not every shop has new equipment and has taken steps to meet that need,” Andersson said. “It opens up a lot of opportunities for those with older, less-capable machine tools.”



 18581906093
18581906093