
Better boring basics - best carbide insert for finishing
By using specially designed diamond-enhanced carbide inserts, roller-cone drill bits can take advantage of this shear-cutting component to increase drilling efficiency by maintaining hole gauge and increasing bit life.
Diamond-enhanced gauge protection increased bit life, footage drilled, and rate-of-penetration, with reduced reaming of the following bit. As a result, the gauge-protected bits were cost effective in most applications.
After studying cutting mechanics of roller-cone bits in the corner of the borehole, engineers developed and applied several cutting structure and gauge area design improvements. They took advantage of more efficient shear-cutting drilling mechanics and adopted these designs to diamond-enhanced inserts, having features of PCD cutters.13-17
An operator in a series of development wells in Western Egypt found the diamond enhanced shear-cutting gauge was superior to bits with conventional carbide gauge protection.
Diamond-enhanced inserts, with the same general size and shape as the tungsten-carbide counterparts on roller-cone bits, increase rate-of-penetration, bit life, bearing reliability, and gauge holding ability by reducing the cutting structure wear.5-7
The laboratory test results were confirmed with bits on a full-scale downhole pressurized simulator and numerous field tests. Making the insert aggressive with a sharpened shear cutting edge and allowing it to actively engage and shear cut the hole wall was by far the better bit arrangement.17 18 24
The petroleum industry's use of diamond enhanced inserts continues to grow in importance as the search for oil and gas pushes operators into more difficult environments, with a more demanding well paths, and higher requirements for staying-on-bottom to reduce trip time in high cost environments.25
The development and application of PCD-enhanced inserts that mimicked the shape of the conventional tungsten-carbide inserts have also improved wear resistance and bit performance.
In an early trial of the diamond enhanced shear-cutting gauge in the Southern North Sea in the Carboniferous Namurian formation, one well required eight standard bits with conventional carbide protection. Of these, only three were pulled in gauge.
Inconel 718 (NiCr 19 FeNbMo DIN), 36-39 HRC, Continuous cut, Flood Coolant. Cutting Conditions: 91 m/Min (300 sfm), 0,15 mm/rpm (0.006 ipr), 0,25 mm doc (0.01” doc)
On a close offset through the same interval with the same style of bits except for the diamond-enhanced shear cutting gauge, five enhanced bits were required, and four were pulled in gauge.
The second area of the roller cone contributing to the bit's ability to drill a full-gauge hole is the heel row. While studying drilling mechanics to determine how to cut gauge better, increase bit efficiency, and maintain full-hole diameter, engineers developed a chisel shaped shear-cutting gauge trimmer (Fig. 1).
They subsequently targeted the gauge trimmer insert for diamond enhancement, for more severe drilling conditions, given the improved drill bit's rapid commercial success and the chisel shape of the new insert.
A predecessor of what is now TotalFinaElf AS reported the first field trials of a diamond-enhanced active shear-cutting gauge feature in 17 1/2-in. roller-cone bits. The trials were in an exploration well in the overthrust area of southern Italy.19
The former Union Pacific Resources Co., now part of Anadarko Petroleum Corp., however, demonstrated the benefit of shear cutting diamond-enhanced gauge protection for roller-cone bits, in the Travis Peak and Cotton Valley formations, over a period of several months.20
This hole section encountered hard and abrasive quartzitic sandstone containing traces of pyrite and chert with interbedded hydratable shales.
KCS10B overcomes the most common challenges encountered in turning superalloys - cratering and depth-of-cut notching - two wear modes that often lead to unexpected and even catastrophic tool failure.
The average gauge wear was negligible compared to the heavy wear on the conventional bits. For the enhanced gauge bits, average rate-of-penetration dropped 10%, from 2.2 to 2.0 m/hr, as a result of wear to the overall carbide cutting structure being heavy from their substantially longer distance drilled in the abrasive formations.
Typically, the operator required fewer bits to drill the interval, reducing cost in mature fields, with marginal reserves.
Inconel 718 (NiCr19FeNbMo DIN), 36-39 HRC, Continuous Cut, Flood Coolant. Cutting Conditions: 61m/min (200 sfm) , 0,25mm/rpm (0.0096 ipr), 1,5mm doc (0.06” doc)
“Aside from a smoother surface, the new coating process also allows us to create a much sharper edge. Our advanced honing and edge-preparation process reduces the friction that leads to heat, which further improves tool life. It also means less built-up edge, another common failure mode in super alloy materials. When coupled with the excellent dimensional accuracy that Kennametal turning inserts are known for, shops can now expect the increased performance, stability, and predictability needed to be successful with these challenging alloys.”
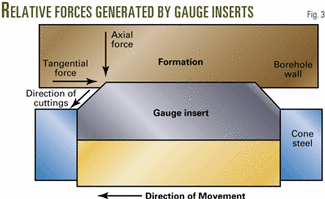
The shearing face of the insert is the long chamfer that engages the formation, rather than the actual insert face (Fig. 3).
More durable PCD gauge inserts were developed for use in the hardest and most abrasive applications, based on a failure-analysis study, modeling work, and laboratory testing. The resulting gauge inserts have up to 50% PCD, well suited for the hardest and most abrasive applications, and provide up to 330% more diamond volume than the previous version.
As bearing and seal packages improved and bit life extended, carbide inserts were no longer adequate for the harder and more abrasive formations. Early attempts to employ diamond as a passive wear-resistant element met with limited success because the diamond layer was prone to cracking and chipping.
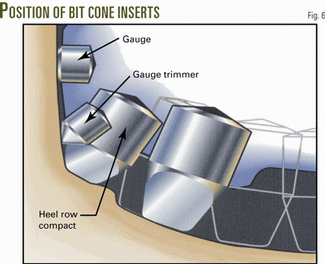
The new design uses fewer conventional heel row inserts, a secondary cutting structure called a trimmer row adjacent the heel area, and gauge inserts with a clearance or relief angle to reduce drag. This yielded an efficient method of removing material in the corner of the borehole or at the borehole wall-borehole bottom juncture (Fig. 5 and 6).
Various authors have shown that the gauge holding ability of roller-cone bits, designed with a maximum number of wear resistant tungsten-carbide heel and gauge inserts, reduces contact stress and wear rate.3 4 This in turn improves bit life in many abrasive applications.
Subsequent laboratory testing of other styles of diamond-coated gauge inserts used commercially have proven them to be durable but inefficient in removing rock ribs because they crush the rock with their rounded unaggressive shapes.
Engineers usually judge the cost and benefits of these solutions based on the merits of the technology, the nature of the formation and drilling plan, and the performance required for the particular application. Steerability may be a factor determining the application of diamond-enhanced inserts.
Further developments and design improvements led US operators to adapt the bits into some very demanding, hard, and abrasive but very cost-sensitive applications on North American land rigs, as in East Texas.
In more abrasive applications, it was obvious that carbide trimmer elements were inadequate and diamond-enhanced trimmers would be required to maximize the benefits of the novel cutting structure.
A major research and development project focused on increasing the efficiency of cutting structures through a better understanding of the drilling mechanics in the heel-gauge area of the bit. The project resulted in a novel cutting structure that can drill about 20% faster and is at least as durable as conventional designs.22 15
Laboratory and field tests confirm that these are more efficient, aggressive, faster, and at least as durable as conventional insert designs.18-24
It features a revolutionary coating applied to an ultra-fine grain carbide substrate for superior layer adhesion and delivers up to 50% greater tool life, more predictable processes and improved productivity when working with difficult to machine superalloys, says the tooling expert.
These inserts employ features related to the manufacturing processes or interface geometry for improved mechanical properties.8-12
With better bit life and gauge holding performance, the operator saved in the number of bits and thus bit trips in a high rig cost environment.
The North American operators obtained performance improvements by maintaining full-gauge hole that reduced reaming time-to-bottom in the under-gauged hole, avoided damage to the next-bit from reaming, increased rate-of-penetration, length of run, and bit reliability.20
The new insert is available in the most popular turning insert shapes, sizes and geometries. Positive and negative rake inserts are available, as well as various chip formers, edge preparations, and geometries, making KCS10B the ideal solution when turning iron-based (S1), cobalt-based (S2), or nickel-based (S3) alloys.
From material and design improvements of the last decade, however, the oil and gas drilling industry has successfully and economically applied shear cutting PCD elements and conventional diamond enhanced crushing style inserts to rolling cone bits.
Based on a presentation to the ASME Engineering Technology Conference on Energy, Feb. 5-7, 2001, Houston.
Operators choose a particular package based on the cost and benefits of the diamond enhanced features to reducing the overall well drilling cost, the demands of the well profile, and the daily cost of the drilling rig.
The new design also adds strength in critical areas susceptible to fracturing. Improved cutting characteristics lower forces on the gauge inserts, with 33% lower tangential force and 20% lower normal force than the old version, in laboratory tests under identical conditions simulating the scraping action on the gauge of the bit.
Drill bit manufacturers have substantially improved polycrystalline diamond (PCD) cutters and drag bit designs since their introduction in 1972. PCD drill bits are now approaching the rolling cone tungsten carbide insert (TCI) market in terms of revenue size and have surpassed it in terms of economic impact on the drilling industry.1 2
The authors wish to thank the PCD manufacturers for their support in the early days of the effort to develop shear-cutting elements for rolling cone bits. We would also like to thank the management of Hughes Christensen for permission to publish this paper.
The application of diamond in rolling cone bits runs the gamut from only heel and gauge rows to a fully diamond enhanced cutting structure.
Robert Keilmann, senior global product manager for turning, explains that the secret behind the success of KCS10B is Kennametal´s proprietary High-Power Impulse Magnetron Sputtering (High-PIMS) technology. “Rather than the light rain of droplets that fall on cutting tools during traditional PVD coating processes, High-PIMS generates a fine mist of AlTiN, building a series of »extremely thin, smooth, and wear-resistant layers.
The Type 4 and 5 bits were identical except for the type of gauge protection. The operator found that average bit life increased about 50% for the diamond gauge protected bits, with the distance drilled increasing from 49.0 to 74.2 m/bit and run time increasing from 22.5 to 36.8 hr/bit.
The PCD gauge inserts became a technical and commercial success in a short time and were readily adapted to conventional bits.
One development used improved tungsten carbide grades and shapes and innovative mechanical face seals on a journal bearing. The second used innovative diamond-enhanced carbide inserts in conventional journal and elastomer-sealed bearings.
The decision on whether to use shear cutting elements, the crushing elements, and the rows they are used in are dictated by cost and benefits of the feature, a customer's preference, and the various proprietary positions of each manufacturer.
To maximize the roller-cone bit performance in soft-to-medium abrasive formations and to best utilize the benefits of the shear cutting technology on roller-cone bits, diamond gauge and diamond trimmers are combined on the same bit.
Metals such as Inconel 718 and Stellite 31 are notorious for causing rapid wear and unpredictable tool life, KCS10B is proven to reduce DOC notching and extend tool life from three minutes to upwards of five minutes in roughing operations. Tool life in finishing operations fares even better, with visible cratering and subsequent tool failure often delayed by a factor of two or three compared to competitive brands.
In the very hard and abrasive formations of East Texas, the rig cost is relatively low, and the cost-to-benefit value of high-cost features like diamond enhancements is more difficult to justify.
The improved bit performance, reduced number of bits and trips, along with other drilling technology improvements resulted in a cost reduction of over 20%/well, allowing a major field redevelopment to proceed.
From the laboratory study of drilling mechanics, engineers developed PCD coated shear-cutting gauge inserts that shear away rock ribs left between the heel row inserts (Fig. 2).13
In many medium-to-hard applications, operators may use more conventionally shaped diamond enhanced inserts such as ovoid, conical, and blunt chisel shapes, which drill by crushing.
The oil and gas drilling industry has successfully developed and commercially applied shear-cutting diamond enhanced elements for a wide variety of roller-cone bit applications and markets globally, ranging from the high-cost offshore North Sea to low-cost North American land operations.
While these improvements increased gauge durability and bit life, they resulted in a heavily reinforced cutting structure that drilled with the same crushing process shown to be inefficient.
First is the gauge row of inserts which function to maintain a full-gauge hole and to protect the bearing and seal package next to the area (Fig. 1). Historically, bit manufacturers used hard-cemented carbide grade with 6-10% cobalt, for the gauge inserts.
Operators adapt the shear cutting elements as a primary cutting insert for the heel row with good success in some applications.
After a slow start, several bit manufacturers are now using diamond inserts in high technology roller-cone applications worldwide as a well established, performance-enhancing feature.
Marcus Skeem is a staff scientist in hard materials research and development at Hughes Christensen. He started with Christensen Diamond Products in 1974. He holds an MS degree in chemical engineering from Ohio's Airforce Institute of Technology.
In hard and abrasive formations, it is more common to use second-generation ultra thick table gauge inserts, with or without a diamond enhanced ovoid or similar insert in the heel and inner rows.
They have an ultra-thick layer of PCD and a long chamfer of more than 0.050 in., reducing chances of the carbide interface from contacting the borehole wall and greatly increasing the length of the shear cutting face.21
For over a decade, roller-cone bit manufacturers have been successfully using PCD-enhanced ovoid shaped inserts to increase footage while drilling medium-to-hard and abrasive formations, as well as to improve bit OD protection in many directional applications.
Prior technology tungsten-carbide inserts removed the ribs by a crushing and grinding process, which often resulted in heavily worn inserts producing excessive frictional heat and detritus that damage the seal located near the bit gauge.
Operators widely employed the bits up through Type 3 class of TCI bits, or IADC 437 (based on International Association of Drilling Contractors' bit classification tables), in soft-to-medium formations with high abrasive content in the high-cost offshore North Sea environment.
Two alternative developments in roller-cone bits in the late 1980s led to significant improvement in overall durability of the cutting structure and bit performance.
Laboratory tests reveal that the drilling mechanics on the heel and gauge of a rolling cone bit have a significant shear-cutting component. Failing rock by shear is more efficient than by crushing, but most cutting materials cannot withstand forces generated in the shearing process as rock strength increases.
Generally the type and amount of diamond enhancements is determined for each application and is most likely to be as much as required, but no more.
Laboratory tests have shown that the force to remove the rock was reduced by a factor of 40% for the new PCD shear-cutting gauge inserts, relative to conventional carbide inserts (Fig. 4).18
Two areas on the cutting structure of the rolling cone contribute to the bit's ability to drill a full-gauge hole.
Many manufacturing methods and styles of diamond-enhanced inserts were explored. Laboratory tests of individual inserts, measuring the relative forces and insert durability, resulted in an insert with a sharpened, shear cutting edge providing the lowest forces and best durability.
The authorsDan Scott is group leader, hard materials research, for Hughes Christensen, and he has served in a variety of technical and managerial positions during his 31 years there. Scott is a registered professional engineer, a member of ASTM, IADC, SPE, and is an ASM fellow. He holds a BS degree in metallurgical engineering from the University of Missouri.
Kennametal’s KCS10B is described as “turning grade is the new champion for machining nickel-, cobalt- and iron-based metals for aerospace and beyond”.
The operator reported that the enhanced drill bits provided better bit life, rate-of-penetration, and drilling efficiency than standard heavily reinforced tungsten-carbide heel and gauge structure or the diamond-coated ovoid inserts that were then commercially available and tested in the same well.



 18581906093
18581906093