
Drill bit - drill bit to make holes
The development and application of PCD-enhanced inserts that mimicked the shape of the conventional tungsten-carbide inserts have also improved wear resistance and bit performance.
Operators adapt the shear cutting elements as a primary cutting insert for the heel row with good success in some applications.
An operator in a series of development wells in Western Egypt found the diamond enhanced shear-cutting gauge was superior to bits with conventional carbide gauge protection.
A large part of turbocharger machining can be implemented using tools with ISO indexable inserts. Including many machining processes on the challenging hot side. MAPAL has developed a cutting material specially matched to the machining of heat-resistant cast steel and that offers long tool lives and therefore high cost-effectiveness, despite the abrasiveness of the material.
Replaceable tool that clamps into a tool body, drill, mill or other cutter body designed to accommodate inserts. Most inserts are made of cemented carbide. Often they are coated with a hard material. Other insert materials are ceramic, cermet, polycrystalline cubic boron nitride and polycrystalline diamond. The insert is used until dull, then indexed, or turned, to expose a fresh cutting edge. When the entire insert is dull, it is usually discarded. Some inserts can be resharpened.
Most turbochargers are exhaust gas turbochargers. These look different at almost every automotive manufacturer and have a special geometry. Common to all: there are very high temperatures when they are used in vehicles with petrol engines. For this reason the turbine housing, the so-called “hot side” is manufactured from very abrasive, heat-resistant materials. These materials represent a particular challenge for every machining tool.
The turbocharger has been state-of-the-art in diesel vehicles for some time. And almost all automotive manufacturers offer a turbocharged petrol engine. Why? The turbocharger makes comparable performance with a smaller engine capacity possible and that contributes to the advance in downsizing. Turbochargers also help to achieve lower fuel consumption and are therefore fundamental in meeting strict emission limits. MAPAL offers the complete process for machining these parts, including tools.
While these improvements increased gauge durability and bit life, they resulted in a heavily reinforced cutting structure that drilled with the same crushing process shown to be inefficient.
These inserts employ features related to the manufacturing processes or interface geometry for improved mechanical properties.8-12
The shearing face of the insert is the long chamfer that engages the formation, rather than the actual insert face (Fig. 3).
After studying cutting mechanics of roller-cone bits in the corner of the borehole, engineers developed and applied several cutting structure and gauge area design improvements. They took advantage of more efficient shear-cutting drilling mechanics and adopted these designs to diamond-enhanced inserts, having features of PCD cutters.13-17
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
The PCD gauge inserts became a technical and commercial success in a short time and were readily adapted to conventional bits.
More durable PCD gauge inserts were developed for use in the hardest and most abrasive applications, based on a failure-analysis study, modeling work, and laboratory testing. The resulting gauge inserts have up to 50% PCD, well suited for the hardest and most abrasive applications, and provide up to 330% more diamond volume than the previous version.
The oil and gas drilling industry has successfully developed and commercially applied shear-cutting diamond enhanced elements for a wide variety of roller-cone bit applications and markets globally, ranging from the high-cost offshore North Sea to low-cost North American land operations.
A particular challenge during the machining of the turbine housing for exhaust gas turbochargers is the main turbine bore. Its manufacture is subject to close tolerances in relation to shape, position and surface finish. The bore is bell-mouthed shaped to generate the best possible flow characteristics. MAPAL undertakes this machining operation using TOOLTRONIC with the LAT attachment (linear actuating tool). TOOLTRONIC, a mechatronic tool system, is a full NC axis integrated into the existing machine controller. The mounting tool is fitted with three inserts, one for roughing and two for finishing.
It is necessary to machine the V band on every turbocharger. Along with the material properties, an interrupted cut is often a challenge here during pre-machining. MAPAL relies on a complex boring tool with ISO indexable inserts to pre-machine the V band as well as to pre-machine the internal contour of the turbine. The tool therefore machines internally and externally simultaneously. Multiple steps are machined. The tool operates counterclockwise to transport the chips out of the component and to prevent damage to the internal contour of the turbine.
This hole section encountered hard and abrasive quartzitic sandstone containing traces of pyrite and chert with interbedded hydratable shales.
Drill bit manufacturers have substantially improved polycrystalline diamond (PCD) cutters and drag bit designs since their introduction in 1972. PCD drill bits are now approaching the rolling cone tungsten carbide insert (TCI) market in terms of revenue size and have surpassed it in terms of economic impact on the drilling industry.1 2
Marcus Skeem is a staff scientist in hard materials research and development at Hughes Christensen. He started with Christensen Diamond Products in 1974. He holds an MS degree in chemical engineering from Ohio's Airforce Institute of Technology.
In the very hard and abrasive formations of East Texas, the rig cost is relatively low, and the cost-to-benefit value of high-cost features like diamond enhancements is more difficult to justify.
In more abrasive applications, it was obvious that carbide trimmer elements were inadequate and diamond-enhanced trimmers would be required to maximize the benefits of the novel cutting structure.
A predecessor of what is now TotalFinaElf AS reported the first field trials of a diamond-enhanced active shear-cutting gauge feature in 17 1/2-in. roller-cone bits. The trials were in an exploration well in the overthrust area of southern Italy.19
In hard and abrasive formations, it is more common to use second-generation ultra thick table gauge inserts, with or without a diamond enhanced ovoid or similar insert in the heel and inner rows.
The new tool from MAPAL for pre-machining the catalytic converter flange is also particularly cost-effective. Tangential technology is used on this diameter turning tool. Due to the upright and horizontal installation of the LTHU inserts, in effect eight cutting edges can be used per indexable insert.
Two alternative developments in roller-cone bits in the late 1980s led to significant improvement in overall durability of the cutting structure and bit performance.
The new design uses fewer conventional heel row inserts, a secondary cutting structure called a trimmer row adjacent the heel area, and gauge inserts with a clearance or relief angle to reduce drag. This yielded an efficient method of removing material in the corner of the borehole or at the borehole wall-borehole bottom juncture (Fig. 5 and 6).
Form of milling that produces a flat surface generally at right angles to the rotating axis of a cutter having teeth or inserts both on its periphery and on its end face.
Material: 1.4849 | Cooling: Dry machining | Diameter: 125 mm, 14 inserts | Cutting speed: 80 m/min | Feed: 0.12 mm | Tool life: 125 parts
In an early trial of the diamond enhanced shear-cutting gauge in the Southern North Sea in the Carboniferous Namurian formation, one well required eight standard bits with conventional carbide protection. Of these, only three were pulled in gauge.
On a close offset through the same interval with the same style of bits except for the diamond-enhanced shear cutting gauge, five enhanced bits were required, and four were pulled in gauge.
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
Substance used for grinding, honing, lapping, superfinishing and polishing. Examples include garnet, emery, corundum, silicon carbide, cubic boron nitride and diamond in various grit sizes.
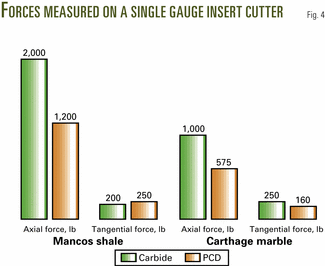
Laboratory tests have shown that the force to remove the rock was reduced by a factor of 40% for the new PCD shear-cutting gauge inserts, relative to conventional carbide inserts (Fig. 4).18
The average gauge wear was negligible compared to the heavy wear on the conventional bits. For the enhanced gauge bits, average rate-of-penetration dropped 10%, from 2.2 to 2.0 m/hr, as a result of wear to the overall carbide cutting structure being heavy from their substantially longer distance drilled in the abrasive formations.
In many medium-to-hard applications, operators may use more conventionally shaped diamond enhanced inserts such as ovoid, conical, and blunt chisel shapes, which drill by crushing.
A major research and development project focused on increasing the efficiency of cutting structures through a better understanding of the drilling mechanics in the heel-gauge area of the bit. The project resulted in a novel cutting structure that can drill about 20% faster and is at least as durable as conventional designs.22 15
The Type 4 and 5 bits were identical except for the type of gauge protection. The operator found that average bit life increased about 50% for the diamond gauge protected bits, with the distance drilled increasing from 49.0 to 74.2 m/bit and run time increasing from 22.5 to 36.8 hr/bit.
From material and design improvements of the last decade, however, the oil and gas drilling industry has successfully and economically applied shear cutting PCD elements and conventional diamond enhanced crushing style inserts to rolling cone bits.
Typically, the operator required fewer bits to drill the interval, reducing cost in mature fields, with marginal reserves.
The North American operators obtained performance improvements by maintaining full-gauge hole that reduced reaming time-to-bottom in the under-gauged hole, avoided damage to the next-bit from reaming, increased rate-of-penetration, length of run, and bit reliability.20
Cutting tool repeatedly enters and exits the work. Subjects tool to shock loading, making tool toughness, impact strength and flexibility vital. Closely associated with milling operations. See shock loading.
Laboratory tests reveal that the drilling mechanics on the heel and gauge of a rolling cone bit have a significant shear-cutting component. Failing rock by shear is more efficient than by crushing, but most cutting materials cannot withstand forces generated in the shearing process as rock strength increases.
Subsequent laboratory testing of other styles of diamond-coated gauge inserts used commercially have proven them to be durable but inefficient in removing rock ribs because they crush the rock with their rounded unaggressive shapes.
Material: 1.4837 | Cooling: MQL | Diameter: 40.5-57.295 mm | Cutting speed: 140 m/min (roughing), 120 m/min (finishing) | Feed: 0.15-0.4 mm | Tool life: 50 parts
Material: 1.4837| Cooling: MQL | Diameter: 49; 70.5; 73; 90 mm; chamfer 10° | Cutting speed: 70 m/min | Feed: 0.4 mm | Tool life: 75 parts
Engineers usually judge the cost and benefits of these solutions based on the merits of the technology, the nature of the formation and drilling plan, and the performance required for the particular application. Steerability may be a factor determining the application of diamond-enhanced inserts.
They subsequently targeted the gauge trimmer insert for diamond enhancement, for more severe drilling conditions, given the improved drill bit's rapid commercial success and the chisel shape of the new insert.
With better bit life and gauge holding performance, the operator saved in the number of bits and thus bit trips in a high rig cost environment.
The authors wish to thank the PCD manufacturers for their support in the early days of the effort to develop shear-cutting elements for rolling cone bits. We would also like to thank the management of Hughes Christensen for permission to publish this paper.
The improved bit performance, reduced number of bits and trips, along with other drilling technology improvements resulted in a cost reduction of over 20%/well, allowing a major field redevelopment to proceed.
Prior technology tungsten-carbide inserts removed the ribs by a crushing and grinding process, which often resulted in heavily worn inserts producing excessive frictional heat and detritus that damage the seal located near the bit gauge.
To maximize the roller-cone bit performance in soft-to-medium abrasive formations and to best utilize the benefits of the shear cutting technology on roller-cone bits, diamond gauge and diamond trimmers are combined on the same bit.
The application of diamond in rolling cone bits runs the gamut from only heel and gauge rows to a fully diamond enhanced cutting structure.
Operators choose a particular package based on the cost and benefits of the diamond enhanced features to reducing the overall well drilling cost, the demands of the well profile, and the daily cost of the drilling rig.
Loosely, any milling tool. Horizontal cutters take the form of plain milling cutters, plain spiral-tooth cutters, helical cutters, side-milling cutters, staggered-tooth side-milling cutters, facemilling cutters, angular cutters, double-angle cutters, convex and concave form-milling cutters, straddle-sprocket cutters, spur-gear cutters, corner-rounding cutters and slitting saws. Vertical cutters use shank-mounted cutting tools, including endmills, T-slot cutters, Woodruff keyseat cutters and dovetail cutters; these may also be used on horizontal mills. See milling.
Further developments and design improvements led US operators to adapt the bits into some very demanding, hard, and abrasive but very cost-sensitive applications on North American land rigs, as in East Texas.
The four tools mentioned demonstrate, on the one hand, the different machining tasks on a turbocharger and, on the other hand, symbolise the variety of tools and know-how available from MAPAL. From standard milling cutters, through mechatronic actuating tools, to complex boring tools, the programme includes all the tools necessary for machining turbochargers, including the tool clamping systems. MAPAL designs the complete machining process such that the most reliable and cost-effective strategy for the customer is used. There is always a close eye on accuracy down to the μm so that the turbochargers achieve the highest possible efficiency in operation.
Generally the type and amount of diamond enhancements is determined for each application and is most likely to be as much as required, but no more.
Laboratory and field tests confirm that these are more efficient, aggressive, faster, and at least as durable as conventional insert designs.18-24
First is the gauge row of inserts which function to maintain a full-gauge hole and to protect the bearing and seal package next to the area (Fig. 1). Historically, bit manufacturers used hard-cemented carbide grade with 6-10% cobalt, for the gauge inserts.
They have an ultra-thick layer of PCD and a long chamfer of more than 0.050 in., reducing chances of the carbide interface from contacting the borehole wall and greatly increasing the length of the shear cutting face.21
MAPAL recently announced a milling range with pressed, radial ISO indexable inserts. The milling cutter for roughing the face surface on the turbocharger housing comes from this range. The ISO indexable inserts with 16 usable cutting edges are the highlight of this facemilling cutter. As such the usage of the tool is particularly economical.
One development used improved tungsten carbide grades and shapes and innovative mechanical face seals on a journal bearing. The second used innovative diamond-enhanced carbide inserts in conventional journal and elastomer-sealed bearings.
By using specially designed diamond-enhanced carbide inserts, roller-cone drill bits can take advantage of this shear-cutting component to increase drilling efficiency by maintaining hole gauge and increasing bit life.
Diamond-enhanced gauge protection increased bit life, footage drilled, and rate-of-penetration, with reduced reaming of the following bit. As a result, the gauge-protected bits were cost effective in most applications.
As bearing and seal packages improved and bit life extended, carbide inserts were no longer adequate for the harder and more abrasive formations. Early attempts to employ diamond as a passive wear-resistant element met with limited success because the diamond layer was prone to cracking and chipping.
Operators widely employed the bits up through Type 3 class of TCI bits, or IADC 437 (based on International Association of Drilling Contractors' bit classification tables), in soft-to-medium formations with high abrasive content in the high-cost offshore North Sea environment.
The decision on whether to use shear cutting elements, the crushing elements, and the rows they are used in are dictated by cost and benefits of the feature, a customer's preference, and the various proprietary positions of each manufacturer.
The operator reported that the enhanced drill bits provided better bit life, rate-of-penetration, and drilling efficiency than standard heavily reinforced tungsten-carbide heel and gauge structure or the diamond-coated ovoid inserts that were then commercially available and tested in the same well.
From the laboratory study of drilling mechanics, engineers developed PCD coated shear-cutting gauge inserts that shear away rock ribs left between the heel row inserts (Fig. 2).13
The second area of the roller cone contributing to the bit's ability to drill a full-gauge hole is the heel row. While studying drilling mechanics to determine how to cut gauge better, increase bit efficiency, and maintain full-hole diameter, engineers developed a chisel shaped shear-cutting gauge trimmer (Fig. 1).
The new design also adds strength in critical areas susceptible to fracturing. Improved cutting characteristics lower forces on the gauge inserts, with 33% lower tangential force and 20% lower normal force than the old version, in laboratory tests under identical conditions simulating the scraping action on the gauge of the bit.
The former Union Pacific Resources Co., now part of Anadarko Petroleum Corp., however, demonstrated the benefit of shear cutting diamond-enhanced gauge protection for roller-cone bits, in the Travis Peak and Cotton Valley formations, over a period of several months.20
The authorsDan Scott is group leader, hard materials research, for Hughes Christensen, and he has served in a variety of technical and managerial positions during his 31 years there. Scott is a registered professional engineer, a member of ASTM, IADC, SPE, and is an ASM fellow. He holds a BS degree in metallurgical engineering from the University of Missouri.
Various authors have shown that the gauge holding ability of roller-cone bits, designed with a maximum number of wear resistant tungsten-carbide heel and gauge inserts, reduces contact stress and wear rate.3 4 This in turn improves bit life in many abrasive applications.
Any controlled equipment that allows an operator to program its movement by entering a series of coded numbers and symbols. See CNC, computer numerical control; DNC, direct numerical control.
Diamond-enhanced inserts, with the same general size and shape as the tungsten-carbide counterparts on roller-cone bits, increase rate-of-penetration, bit life, bearing reliability, and gauge holding ability by reducing the cutting structure wear.5-7
The petroleum industry's use of diamond enhanced inserts continues to grow in importance as the search for oil and gas pushes operators into more difficult environments, with a more demanding well paths, and higher requirements for staying-on-bottom to reduce trip time in high cost environments.25
For over a decade, roller-cone bit manufacturers have been successfully using PCD-enhanced ovoid shaped inserts to increase footage while drilling medium-to-hard and abrasive formations, as well as to improve bit OD protection in many directional applications.
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
Many manufacturing methods and styles of diamond-enhanced inserts were explored. Laboratory tests of individual inserts, measuring the relative forces and insert durability, resulted in an insert with a sharpened, shear cutting edge providing the lowest forces and best durability.
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
After a slow start, several bit manufacturers are now using diamond inserts in high technology roller-cone applications worldwide as a well established, performance-enhancing feature.
MAPAL has taken up these challenges and developed new cutting materials and tools. The company offers the complete process for machining turbochargers, including all tools, for example, drills, milling cutters, reamers and mechatronic actuating tools – matched to the related geometry of the turbocharger. The company also assists its customers during the continuous further development of processes, to reduce cycle times and to increase tool lives. As such, combination tools that undertake multiple machining operations in one machining step form part of the portfolio.
The laboratory test results were confirmed with bits on a full-scale downhole pressurized simulator and numerous field tests. Making the insert aggressive with a sharpened shear cutting edge and allowing it to actively engage and shear cut the hole wall was by far the better bit arrangement.17 18 24



 18581906093
18581906093