
CH3515 and CBN150 Insert Grades - carbide insert interrupted cut
Budrugeac, P. & Segal, E. Applicability of the Kissinger equation in thermal analysis. J Therm Anal Calorim. 88, 703–707 (2007).
Dormer Tools India Pvt. Ltd. operates as a subsidiary of Dormer Tools and offers products under three brands, namely, Dormer, Pramet and Carboloy. The Indian arm of the company was initially known as Pramet Tools India with the company being rechristened as Dormer Tools India in 2013 in the wake of the amalgamation of the two firms globally. Incidentally, 2013 was a also the centenary year of Dormer Tools globally. Says Mr. Gautam K. Ahuja, Managing Director, Dormer Tools India Pvt. Ltd.: “Throughout our history we have continued to innovate, invent and embrace change with particular emphasis on developing new customer services designed to simplify tool selection, ordering and usage. Today, Dormer-Pramet is a brand with a truly global presence with sales units in over 20 countries serving more than 100 markets worldwide. These are supported by four global distribution centers and three manufacturing units in Halmstad (Sweden), Sao Paulo (Brazil) and Sumperk (the Czech Republic).” The core product programme of the company covers drilling, tapping, milling, turning, parting & grooving and threading tools designed for general-purpose machining and multi-application production environments, with a focus on versatility and flexibility. Dormer’s brands are market leaders for advanced, productivity-enhancing products and solutions for metal cutting, with focus on increasing customer productivity by providing products, services and applications know-how. Multiple product lines In order to provide a one-stop solution to automotive and other industries, its products span across various types of cutting tools. Among them are mainly indexable cutting tools from the Pramet range, the rotating tools from the Dormer range, and the cost-effective Carboloy ISO inserts being deployed into the manufacturing facilities of all the plants. Dormer has recently strengthened its solid carbide milling programme with the introduction of several new ranges. These include additions to existing cutter families as well as completely new ranges such as corner radius and super finishing cutters. Two new cutter families target milling operations in a wide range of difficult to machine materials, including stainless steels, titanium and nickel alloys. Numerous unequal helix, corner radius and ripper variants greatly expand the options available to customers looking for multi-material versatility and consistent performance. “This serves to harmonize the cutting action by reducing vibrations, benefiting tool life and enabling use of increased cutting data whilst also improving surface finish and reducing micro-chipping”, explains Mr. Ahuja. The second new range consists of multi-flute super-finishing cutters. Available with either Aluminum Titanium Nitride or Titanium Silicon Nitride coatings, all feature very high helix and low rake angles for consistent performance and tool life in target materials, including hardened steels, stainless steel and titanium and nickel alloys. “We now have a complete range of tooling solutions comprising both rotating and indexable tools. Fortunately for us, many of our competitors do not have a full assortment of tools. Apart from Dormer’s rotating tools, Pramet has a complete range of indexable tooling like turning, milling, drilling, parting & grooving and threading solutions. Moreover, we are very strong in segments like Tube Scarfing, Barpeeling, Heavy Duty Machining, Railways, etc. We offer cost-effective tooling solutions to OEMs, component suppliers and the above segments”, he adds. Dormer-Pramet’s customers include companies in the automotive, aerospace and engineering industries, oil and gas extraction and in the electronics and medical-technology industries. Dormer-Pramet’s expertise lies in the large range of high-end products of superior quality cutting tools covering the full spectrum from rotating to indexable tools. He further states: “Our common success is built on five pillars They are consistency in terms of product quality, durability in terms of tool life, versatility by offering a focused tool assortment with a wide application coverage, security in the delivery performance and, most importantly, simplicity in every aspect of working with all the three brands, Dormer, Pramet and Carboloy. This is really our soul and blood”. Technical prowess Unfazed by the presence of well-ensconced local players as well as cheaper products from Chinese players, Mr. Ahuja maintains that in cutting tools, geometry and grades play a very important role. He says: “We are having different geometries for different materials and also grades to suit them. We are generally able to outdo most of our competitors in terms of productivity and performance. Moreover, the designing of milling cutters, drills and taps is the strength around which the products are developed. A new range of shark taps has been introduced this year. It is more the technology and technical strengths of our company which has given us a headstart in India.” As mentioned earlier, the company has already made a breakthrough with a number of automotive and affiliated companies. Some of its marquee customers in this domain are Maruti, Mahindra & Mahindra, L&T, International Tractors, Bhushan Steels, Amtek Group, Bharat Forge, Alfa Laval, Delphi, Carraro India, Rietor India, etc. The company remains upbeat on the demand growth creating a niche for itself, and even the economic slowdown during the previous fiscal had no bearing on orders from the manufacturing sector. “We have not seen any impact of the slowdown on our sales as demand for our products remains buoyant and we have firm orders from the manufacturing sector, which caters largely to the automotive industry. Furthermore, we see the CV industry as a big potential. As the market evolves, it will do well, especially when more projects are cleared by the Government for roads and highways,” affirms Mr. Ahuja. Manufacturing plans Currently, the company imports its Dormer branded products from its facilities in Brazil and Sweden, while the Pramet tools come from its Czech Republic plant. Dormer has a warehouse in Singapore which facilitates delivery of goods to customers in India within four to five days of order placement. “At the moment, it is economically feasible to import our products rather than make them locally. But we are not ruling it out either in our future course of action. If the need comes, we will definitely start manufacturing in India as it will help us in surmounting the local challenges and also assist us in keeping pace with the productivity what the customers demand”, he adds. In the aftermarket space, Dormer-Pramet has appointed more than 50 exclusive dealers in India since Mr. Ahuja was roped in as its MD. Under his guidance, Dormer has managed to widen its presence through its high-decibel promotional and other activities. With the long-term in focus, Dormer India is expanding in a big way, targeting a turnover of Rs. 1 billion in the next three to four years. Globally, Dormer-Pramet is a $400 million firm, with a very strong plan to triple its turnover by 2020. “The Carboloy brand was globally launched for the first time in India, which goes to show the kind of priority the market has for us. India is a very important market for Dormer-Pramet because much of the growth is expected to come from the Asia Pacific region. Our Board of Directors is always keeping a close watch on India and they are always devising India-specific strategies”, signs off Mr. Ahuja.
Gouné, M., Bouaziz, O., Pipard, J. M. & Maugis, P. Study of the effect of cold deformation on the austenite formation. Revue de Métallurgie. 103, 465–471 (2006).
Says Mr. Gautam K. Ahuja, Managing Director, Dormer Tools India Pvt. Ltd.: “Throughout our history we have continued to innovate, invent and embrace change with particular emphasis on developing new customer services designed to simplify tool selection, ordering and usage. Today, Dormer-Pramet is a brand with a truly global presence with sales units in over 20 countries serving more than 100 markets worldwide. These are supported by four global distribution centers and three manufacturing units in Halmstad (Sweden), Sao Paulo (Brazil) and Sumperk (the Czech Republic).”
Numerous unequal helix, corner radius and ripper variants greatly expand the options available to customers looking for multi-material versatility and consistent performance. “This serves to harmonize the cutting action by reducing vibrations, benefiting tool life and enabling use of increased cutting data whilst also improving surface finish and reducing micro-chipping”, explains Mr. Ahuja.
Lu, X. H., Qian, D. S., Li, W. & Jin, X. J. Enhanced toughness of bearing steel by combining prior cold deformation with martensite pre-quenching and bainite transformation. Mater. Lett. 234, 5–8 (2019).
Kang, M. K. et al. Carbon content of bainite ferrite in 40CrMnSiMoV steel. Mater. Chem. Phys. 118, 438–441 (2009).
Sprecher, A. F., Mannan, S. L. & Conrad, H. Overview no. 49: On the mechanisms for the electroplastic effect in metals, Acta. Metall. 34, 1145–1162 (1986).
As mentioned earlier, the company has already made a breakthrough with a number of automotive and affiliated companies. Some of its marquee customers in this domain are Maruti, Mahindra & Mahindra, L&T, International Tractors, Bhushan Steels, Amtek Group, Bharat Forge, Alfa Laval, Delphi, Carraro India, Rietor India, etc. The company remains upbeat on the demand growth creating a niche for itself, and even the economic slowdown during the previous fiscal had no bearing on orders from the manufacturing sector.
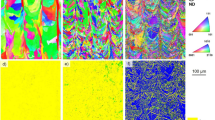
Furthermore, the carbon-supersaturated ferrite results in a decrease of the carbon chemical potential between the ferrite and carbides, which will facilitate the transformation of ferrite to austenite33. Figure 6 (b,c) illustrates the DSC curves of the CR samples without and with EPT at different heating rates. Obviously, the peak transformation temperature of α → γ increases with the increase of heating rate. Based on the Kissinger method34, the activation energy for the transformation from ferrite to austenite (Qα→γ) is obtained in Table 2, which indicates a distinct decrease of Qα→γ after EPT. Meanwhile, the volume fraction of austenite formed as a function of temperature at 5 °C/min is plotted in Fig. 6(d), which demonstrates that the transformation of α → γ shifts to lower temperature. Therefore, the EPT not only leads to partial dissolution of carbides but also accelerates the transformation from ferrite to austenite during subsequent heating by increasing the carbon solid-solute in ferrite.
Okitsu, Y., Takata, N. & Tsuji, Y. N. A new route to fabricate ultrafine-grained structures in carbon steels without severe plastic deformation. Scr. Mater. 60, 76–7 (2009).
For observing the effect of EPT on the hardness of ferrite matrix adjacent to carbides, the nano-indentation tests were carried out before and after EPT at peak loads of 1, 2 and 3 mN using a nano-indentation system (NH2, Switzerland). The indentation was applied on the ferrite matrix and confirmed by an atomic force microscope (AFM; DI Nanoscope IV). To investigate the crystal structure information of ferrite, the X-ray diffraction (XRD) data were obtained with a scanning speed of 1°/min on a Rigaku D/MAX-RB diffraction analyser at 12 kW. Furthermore, the differential scanning calorimetry (DSC) experiments were also performed using a PerkinElmer Pyris 1 calorimeter. The specimens for DSC were cut into ϕ 4 mm × 0.5 mm and then heated from ambient temperature to 950 °C at different heating rates of 5, 10, 15, 20 °C/min, respectively.
Kemp, I. P., Pollard, G. & Bramley, A. N. Static strain aging in high carbon steel wire. Mater. Sci. Tech. 6, 331–337 (1990).
The core product programme of the company covers drilling, tapping, milling, turning, parting & grooving and threading tools designed for general-purpose machining and multi-application production environments, with a focus on versatility and flexibility. Dormer’s brands are market leaders for advanced, productivity-enhancing products and solutions for metal cutting, with focus on increasing customer productivity by providing products, services and applications know-how.
Ben, D. D. et al. Rapid hardening of AISI 4340 steel induced by electropulsing treatment. Mater. Sci. Eng. A. 725, 28–32 (2018).
Wang, F., Qian, D., Hua, L. et al. Voids healing and carbide refinement of cold rolled M50 bearing steel by electropulsing treatment. Sci Rep 9, 11315 (2019). https://doi.org/10.1038/s41598-019-47919-6
SEM observation of the extracted carbides from the CR specimens (a) without and (b) with EPT, and (c) diameter distribution of extracted carbides.
In order to further verify the partial dissolution behavior of carbides, the XRD patterns for the CR specimens with and without EPT are obtained, as shown in Fig. 6(a). According to the Gaussian fitted curves of (110)α diffraction peak (as insert in Fig. 6(a)), the values of FWHM can be measured (Table 2) and shows a distinct decrease after EPT, which therefore verifies the dislocation recovery as observed in Fig. 4. Moreover, it can be clearly seen that the ferrite diffraction peak shifts to smaller angle after EPT. This indicates that the lattice parameter of α-Fe increases after EPT. The carbon content in the ferrite can be estimated based on the relationship between the lattice parameter and carbon constant of α-Fe given by Fasiska and Wagenblast31 as follow: \({a}_{\alpha }(nm)=(0.28664\pm 0.0001)\,\)\(+\,(0.84\pm 0.08)\times {10}^{-3}\cdot {[C]}_{\alpha }\). where aα is the lattice parameter of α-Fe, and [C]α is the carbon content in α-Fe (at.%). Based on the measured lattice parameters, the carbon content in α-Fe before and after EPT is calculated and listed in Table 2, where it can be seen that the carbon content in α-Fe increases substantially after EPT. Obviously, compared to the carbon content in equilibrium ferrite (the solid solubility of carbon in ferrite at 727 °C is 0.0218 wt.%32), the determined carbon content in ferrite after EPT is supersaturated. This result clearly confirms the migration of carbon from carbides to ferrite and partial dissolution of carbides during EPT.
Yu, T., Deng, D. W., Wang, G. & Zhang, H. C. Crack healing in SUS304 stainless steel by electropulsing treatment. J. Clean. Prod. 113, 989–994 (2016).
Figure 1 presents the FIB-SEM micrographs of the CR specimens without and with EPT treatment. As indicated in Fig. 1(a), a large number of voids (marked with yellow arrows) less than 1μm have been introduced after the CR process with a 50% thickness reduction. The microstructure of specimens after EPT is shown in Fig. 1(b), where it can be found that some voids have healed (as marked with green arrows) and the number of voids in the matrix have decreased remarkably after EPT. Meanwhile, the distribution of equivalent diameter of voids is further measured as shown in Fig. 1(c). It can be clearly seen that the diameter of voids significantly decreases after EPT, which thus indicates a clear healing effect. In addition, as marked with blue arrows in Fig. 1(a,b), a substantial number of fine carbide particles can be found in the matrix after EPT, while the carbide sizes in the CR specimens are larger than those in the treated specimens. By means of EDS analysis inserted in Fig. 1(b), the nano-size particle (marked with blue circle) is identified to be Cr-rich carbide.
“We now have a complete range of tooling solutions comprising both rotating and indexable tools. Fortunately for us, many of our competitors do not have a full assortment of tools. Apart from Dormer’s rotating tools, Pramet has a complete range of indexable tooling like turning, milling, drilling, parting & grooving and threading solutions. Moreover, we are very strong in segments like Tube Scarfing, Barpeeling, Heavy Duty Machining, Railways, etc. We offer cost-effective tooling solutions to OEMs, component suppliers and the above segments”, he adds.
Dormer-Pramet’s new slogan ‘Simply Reliable’ is not just a statement. It is a promise that touches its entire organization, each employee and every customer interaction.
Dormer Tools India Pvt. Ltd. operates as a subsidiary of Dormer Tools and offers products under three brands, namely, Dormer, Pramet and Carboloy. The Indian arm of the company was initially known as Pramet Tools India with the company being rechristened as Dormer Tools India in 2013 in the wake of the amalgamation of the two firms globally. Incidentally, 2013 was a also the centenary year of Dormer Tools globally.
This work was financially supported by National Natural Science Foundation of China (51575414, 51875426), Innovative Research Team Development Program of Ministry of Education of China (No. IRT13087) and 111 Project (B17034).
Azuma, M. Structural control of void formation in dual phase steels, PhD thesis, Technical university of Denmark, (2013).
Sauvage, X., Copreaux, J., Danoix, F. & Blavette, D. Atomic-scale observation and modelling of cementite dissolution in heavily deformed pearlitic steels. Philos. Mag. A. 80, 781–796 (2000).
M50 bearing steel used in this study with the nominal composition is presented in Table 1. The material was received as spheroidize-annealed bar and an initial microstructure of primary carbides in ferritic matrix. The ring blank used for CR was prepared with the dimension (outer diameter: 54.5 mm; inner diameter: 34.5 mm) and then cold rolled for a total thickness reduction of 50% using a radial ring rolling machine. After the CR tests, the EPT specimens with a size of 16 × 8 × 4 mm were obtained from the CR ring using wire-electrode cutting. The EPT experiments were conducted by a self-made electropulse generator under ambient conditions. The pulsed electric current was applied for a total duration of 160 ms and had a peak current density of 10.7 kA/cm2 with a frequency of 50 Hz. During the EPT, the maximum temperature rising of the specimens caused by joule heating was measured to be 532.0 °C by means of an infrared camera (Fotric 226).
Therefore, this study presents the effect of EPT on the nano-size voids induced by the CR process, and then the relevant microstructure evolution was characterized and discussed in detail. It is interesting to find that not only the nano-size voids around carbides have been healed extensively, but also the carbides have been refined by the EPT technology.
(a) AFM image of the nano-indentation for the specimen with EPT at peak load of 2 mN; (b) Average hardness of the ferrite matrix for the CR specimens without EPT and with EPT. The insert is load-displacement curves at peak loads of 2 mN.
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
Figure 4(a) shows that high density dislocation is adjacent to a ferrite/carbide interface, which are likely to draw carbon atoms from the carbide due to the higher binding energy of carbon atoms with dislocation27. Once the sink of carbon atoms in the ferrite become supersaturated, partial dissolution of carbides will take place. This phenomenon generally occurs during the process of strain aging28,29. However, when kinetic diffusion of carbon atoms is accelerated by the pulsed electric, the localized carbide dissolution would occur within a short time. Meanwhile, it should be noted that the detour effect30 of electric current results in a higher joule heating adjacent to voids and the tip region of carbide than the overall estimated temperature (532 °C), which will lead the local temperature of carbides to be close to the thermodynamic dissolution temperature. Since the thermodynamic dissolution temperature of Cr-rich carbides is lowest23, the partial dissolution and refinement could be easier to achieve. Conclusively, according to the chemical composition and morphology observation of the refined carbides, it can be inferred that the Cr-rich carbide with a higher surface to volume ratio could be partially dissolved and refined by EPT (especially at the tip region of the deformed Cr-rich carbide).
Dormer has recently strengthened its solid carbide milling programme with the introduction of several new ranges. These include additions to existing cutter families as well as completely new ranges such as corner radius and super finishing cutters. Two new cutter families target milling operations in a wide range of difficult to machine materials, including stainless steels, titanium and nickel alloys.
He further states: “Our common success is built on five pillars They are consistency in terms of product quality, durability in terms of tool life, versatility by offering a focused tool assortment with a wide application coverage, security in the delivery performance and, most importantly, simplicity in every aspect of working with all the three brands, Dormer, Pramet and Carboloy. This is really our soul and blood”.
In order to provide a one-stop solution to automotive and other industries, its products span across various types of cutting tools. Among them are mainly indexable cutting tools from the Pramet range, the rotating tools from the Dormer range, and the cost-effective Carboloy ISO inserts being deployed into the manufacturing facilities of all the plants.
Ryttberg, K. et al. The effect of cold ring rolling on the evolution of microstructure and texture in 100Cr6 steel. Mater. Sci. Eng. A. 527, 2431–2436 (2010).
“We now have a complete range of tooling solutions comprising both rotating and indexable tools. Fortunately for us, many of our competitors do not have a full assortment of tools. Apart from Dormer’s rotating tools, Pramet has a complete range of indexable tooling like turning, milling, drilling, parting & grooving and threading solutions. Moreover, we are very strong in segments like Tube Scarfing, Barpeeling, Heavy Duty Machining, Railways, etc. We offer cost-effective tooling solutions to OEMs, component suppliers and the above segments”, he adds. Dormer-Pramet’s customers include companies in the automotive, aerospace and engineering industries, oil and gas extraction and in the electronics and medical-technology industries. Dormer-Pramet’s expertise lies in the large range of high-end products of superior quality cutting tools covering the full spectrum from rotating to indexable tools. He further states: “Our common success is built on five pillars They are consistency in terms of product quality, durability in terms of tool life, versatility by offering a focused tool assortment with a wide application coverage, security in the delivery performance and, most importantly, simplicity in every aspect of working with all the three brands, Dormer, Pramet and Carboloy. This is really our soul and blood”. Technical prowess Unfazed by the presence of well-ensconced local players as well as cheaper products from Chinese players, Mr. Ahuja maintains that in cutting tools, geometry and grades play a very important role. He says: “We are having different geometries for different materials and also grades to suit them. We are generally able to outdo most of our competitors in terms of productivity and performance. Moreover, the designing of milling cutters, drills and taps is the strength around which the products are developed. A new range of shark taps has been introduced this year. It is more the technology and technical strengths of our company which has given us a headstart in India.” As mentioned earlier, the company has already made a breakthrough with a number of automotive and affiliated companies. Some of its marquee customers in this domain are Maruti, Mahindra & Mahindra, L&T, International Tractors, Bhushan Steels, Amtek Group, Bharat Forge, Alfa Laval, Delphi, Carraro India, Rietor India, etc. The company remains upbeat on the demand growth creating a niche for itself, and even the economic slowdown during the previous fiscal had no bearing on orders from the manufacturing sector. “We have not seen any impact of the slowdown on our sales as demand for our products remains buoyant and we have firm orders from the manufacturing sector, which caters largely to the automotive industry. Furthermore, we see the CV industry as a big potential. As the market evolves, it will do well, especially when more projects are cleared by the Government for roads and highways,” affirms Mr. Ahuja. Manufacturing plans Currently, the company imports its Dormer branded products from its facilities in Brazil and Sweden, while the Pramet tools come from its Czech Republic plant. Dormer has a warehouse in Singapore which facilitates delivery of goods to customers in India within four to five days of order placement. “At the moment, it is economically feasible to import our products rather than make them locally. But we are not ruling it out either in our future course of action. If the need comes, we will definitely start manufacturing in India as it will help us in surmounting the local challenges and also assist us in keeping pace with the productivity what the customers demand”, he adds. In the aftermarket space, Dormer-Pramet has appointed more than 50 exclusive dealers in India since Mr. Ahuja was roped in as its MD. Under his guidance, Dormer has managed to widen its presence through its high-decibel promotional and other activities. With the long-term in focus, Dormer India is expanding in a big way, targeting a turnover of Rs. 1 billion in the next three to four years. Globally, Dormer-Pramet is a $400 million firm, with a very strong plan to triple its turnover by 2020. “The Carboloy brand was globally launched for the first time in India, which goes to show the kind of priority the market has for us. India is a very important market for Dormer-Pramet because much of the growth is expected to come from the Asia Pacific region. Our Board of Directors is always keeping a close watch on India and they are always devising India-specific strategies”, signs off Mr. Ahuja.
In the aftermarket space, Dormer-Pramet has appointed more than 50 exclusive dealers in India since Mr. Ahuja was roped in as its MD. Under his guidance, Dormer has managed to widen its presence through its high-decibel promotional and other activities.
Bridge, J. E., Maniar, G. N. & Philip, T. V. Carbides in M-50 high speed steel. Metall. Trans. 2, 2209–2214 (1971).
As India becomes a key player in the global machine tools and cutting tools industry, it is likely to see substantial high-end manufacturing. Many global majors in this field are jockeying to set up operations here. But there is one key global player – Dormer Tools – which had a resounding success in the very first year of its operations. Originally founded in Sheffield, England, in 1913, Dormer is one of the world’s foremost producers of solid carbide and high-speed steel rotary cutting tools.
Xu, X. F., Zhao, Y. G., Wang, X. D., Zhang, Y. Y. & Ning, Y. H. Effect of rapid solid-solution induced by electropulsing on the microstructure and mechanical properties in 7075 Al alloy. Mater. Sci. Eng. A. 654, 278–281 (2016).
Li, Z. X., Li, C. S., Ren, J. Y., Li, B. Z. & Zhang, J. Effect of cold deformation on the microstructure and impact toughness during the austenitizing process of 1.0C bearing steel. Mater. Sci. Eng. A. 674, 262–269 (2016).
“We have not seen any impact of the slowdown on our sales as demand for our products remains buoyant and we have firm orders from the manufacturing sector, which caters largely to the automotive industry. Furthermore, we see the CV industry as a big potential. As the market evolves, it will do well, especially when more projects are cleared by the Government for roads and highways,” affirms Mr. Ahuja.
The second new range consists of multi-flute super-finishing cutters. Available with either Aluminum Titanium Nitride or Titanium Silicon Nitride coatings, all feature very high helix and low rake angles for consistent performance and tool life in target materials, including hardened steels, stainless steel and titanium and nickel alloys.
Currently, the company imports its Dormer branded products from its facilities in Brazil and Sweden, while the Pramet tools come from its Czech Republic plant. Dormer has a warehouse in Singapore which facilitates delivery of goods to customers in India within four to five days of order placement.

Wang, F., Qian, D. S., Hua, L. & Lu, X. H. The effect of prior cold rolling on the carbide dissolution, precipitation and dry wear behaviors of M50 bearing steel. Tribol. Int. 132, 253–264 (2019).
where \({\rm{\Delta }}{{G}_{dis}}^{{\rm{o}}}\) is the free energy change for carbide dissolution in a current-free system, \({\rm{\Delta }}{{G}_{dis}}^{e}=\frac{{\sigma }_{{matrix}}-{\sigma }_{{carbide}}}{2{\sigma }_{{matrix}}+{\sigma }_{{carbide}}}k{j}^{2}V\) is the energy change due to the passage of pulse current through the specimens22. k is the geometric factor, j is the current density, and V is the volume. The higher conductivity of ferrite matrix (\({\sigma }_{{matrix}} > {\sigma }_{{carbide}}\)) results in \({\rm{\Delta }}{{G}_{dis}}^{e} > 0\), which will cause the carbides to be unstable and facilitate the dissolution of carbides into the ferrite matrix as an driving force. Additionally, for the contribution of \({\rm{\Delta }}{{G}_{dis}}^{{\rm{o}}}\), the interfacial energy contribution plays an important role and can be approached by \({\rm{\Delta }}{{G}_{{dis}}}^{{inter}}=\gamma {V}_{m}\frac{dA}{d{V}_{{carbide}}}\)26. Where y, Vm, A and Vcarbide are the specific interfacial energy, the molar volume of carbide, the surface area between carbide and matrix, and the carbide volume, respectively. It can be inferred that the increased surface to volume ratio of matrix/carbide (especially at the tip region of the deformed carbide) will enhance the interfacial energy contribution to the thermodynamically carbide dissolution. Accordingly, the partial dissolution (Fig. 2) potentially results from the lower thermodynamic dissolution barrier for the deformed carbide with a higher surface to volume ratio of matrix/carbide.
(a) The XRD patterns of the CR specimens without and with EPT; the DSC curves of the CR samples (b) without and (c) with EPT at different heating rates; (d) The volume fraction of austenite formed as a function of temperature at 5 °C/min.
Publisher’s note: Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The nano-indentation tests are carried out to investigate the hardness of ferrite without and with EPT. As shown in Fig. 5(a), the indentation has been confirmed to be applied on the ferrite matrix and then observed by AFM. The statistical results in Fig. 3(b) show that the average hardness of the ferrite matrix distinctly decreases after EPT regardless of the indenter load, which may be attributed to the recovery of dislocation and occurrence of rapid recrystallization during the EPT (Fig. 4(d))18.
As a key shape-forming procedure prior to heat treatment, the cold rolling (CR) technology has been proven to have great potential in improving the strength and toughness of low-alloyed bearing steel owing to grain refinement2,3, martensite refinement4, bainite refinement5,6 and solution strengthening7. This raises the speculation that whether the application of CR process will be positive to the comprehensive performance of high-alloyed M50 bearing steel as well. Unfortunately, some results8,9 have shown that the mismatch of strain between the hard phases (cementite or alloy carbides) and soft phases (ferrite) could result in the opening up of voids at the carbides/ferrite interfaces during the CR process with a large plastic deformation, which will deteriorate the final mechanical properties of bearing steel. For the high-alloyed M50 steel with poor formability, the voids are more likely to form during the CR process10. As a result, the industrial application of CR technology in M50 bearing steel has been limited due to the difficulty in preventing or eliminating the nano-size voids.
Says Mr. Gautam K. Ahuja, Managing Director, Dormer Tools India Pvt. Ltd.: “Throughout our history we have continued to innovate, invent and embrace change with particular emphasis on developing new customer services designed to simplify tool selection, ordering and usage. Today, Dormer-Pramet is a brand with a truly global presence with sales units in over 20 countries serving more than 100 markets worldwide. These are supported by four global distribution centers and three manufacturing units in Halmstad (Sweden), Sao Paulo (Brazil) and Sumperk (the Czech Republic).” The core product programme of the company covers drilling, tapping, milling, turning, parting & grooving and threading tools designed for general-purpose machining and multi-application production environments, with a focus on versatility and flexibility. Dormer’s brands are market leaders for advanced, productivity-enhancing products and solutions for metal cutting, with focus on increasing customer productivity by providing products, services and applications know-how. Multiple product lines In order to provide a one-stop solution to automotive and other industries, its products span across various types of cutting tools. Among them are mainly indexable cutting tools from the Pramet range, the rotating tools from the Dormer range, and the cost-effective Carboloy ISO inserts being deployed into the manufacturing facilities of all the plants. Dormer has recently strengthened its solid carbide milling programme with the introduction of several new ranges. These include additions to existing cutter families as well as completely new ranges such as corner radius and super finishing cutters. Two new cutter families target milling operations in a wide range of difficult to machine materials, including stainless steels, titanium and nickel alloys. Numerous unequal helix, corner radius and ripper variants greatly expand the options available to customers looking for multi-material versatility and consistent performance. “This serves to harmonize the cutting action by reducing vibrations, benefiting tool life and enabling use of increased cutting data whilst also improving surface finish and reducing micro-chipping”, explains Mr. Ahuja. The second new range consists of multi-flute super-finishing cutters. Available with either Aluminum Titanium Nitride or Titanium Silicon Nitride coatings, all feature very high helix and low rake angles for consistent performance and tool life in target materials, including hardened steels, stainless steel and titanium and nickel alloys. “We now have a complete range of tooling solutions comprising both rotating and indexable tools. Fortunately for us, many of our competitors do not have a full assortment of tools. Apart from Dormer’s rotating tools, Pramet has a complete range of indexable tooling like turning, milling, drilling, parting & grooving and threading solutions. Moreover, we are very strong in segments like Tube Scarfing, Barpeeling, Heavy Duty Machining, Railways, etc. We offer cost-effective tooling solutions to OEMs, component suppliers and the above segments”, he adds. Dormer-Pramet’s customers include companies in the automotive, aerospace and engineering industries, oil and gas extraction and in the electronics and medical-technology industries. Dormer-Pramet’s expertise lies in the large range of high-end products of superior quality cutting tools covering the full spectrum from rotating to indexable tools. He further states: “Our common success is built on five pillars They are consistency in terms of product quality, durability in terms of tool life, versatility by offering a focused tool assortment with a wide application coverage, security in the delivery performance and, most importantly, simplicity in every aspect of working with all the three brands, Dormer, Pramet and Carboloy. This is really our soul and blood”. Technical prowess Unfazed by the presence of well-ensconced local players as well as cheaper products from Chinese players, Mr. Ahuja maintains that in cutting tools, geometry and grades play a very important role. He says: “We are having different geometries for different materials and also grades to suit them. We are generally able to outdo most of our competitors in terms of productivity and performance. Moreover, the designing of milling cutters, drills and taps is the strength around which the products are developed. A new range of shark taps has been introduced this year. It is more the technology and technical strengths of our company which has given us a headstart in India.” As mentioned earlier, the company has already made a breakthrough with a number of automotive and affiliated companies. Some of its marquee customers in this domain are Maruti, Mahindra & Mahindra, L&T, International Tractors, Bhushan Steels, Amtek Group, Bharat Forge, Alfa Laval, Delphi, Carraro India, Rietor India, etc. The company remains upbeat on the demand growth creating a niche for itself, and even the economic slowdown during the previous fiscal had no bearing on orders from the manufacturing sector. “We have not seen any impact of the slowdown on our sales as demand for our products remains buoyant and we have firm orders from the manufacturing sector, which caters largely to the automotive industry. Furthermore, we see the CV industry as a big potential. As the market evolves, it will do well, especially when more projects are cleared by the Government for roads and highways,” affirms Mr. Ahuja. Manufacturing plans Currently, the company imports its Dormer branded products from its facilities in Brazil and Sweden, while the Pramet tools come from its Czech Republic plant. Dormer has a warehouse in Singapore which facilitates delivery of goods to customers in India within four to five days of order placement. “At the moment, it is economically feasible to import our products rather than make them locally. But we are not ruling it out either in our future course of action. If the need comes, we will definitely start manufacturing in India as it will help us in surmounting the local challenges and also assist us in keeping pace with the productivity what the customers demand”, he adds. In the aftermarket space, Dormer-Pramet has appointed more than 50 exclusive dealers in India since Mr. Ahuja was roped in as its MD. Under his guidance, Dormer has managed to widen its presence through its high-decibel promotional and other activities. With the long-term in focus, Dormer India is expanding in a big way, targeting a turnover of Rs. 1 billion in the next three to four years. Globally, Dormer-Pramet is a $400 million firm, with a very strong plan to triple its turnover by 2020. “The Carboloy brand was globally launched for the first time in India, which goes to show the kind of priority the market has for us. India is a very important market for Dormer-Pramet because much of the growth is expected to come from the Asia Pacific region. Our Board of Directors is always keeping a close watch on India and they are always devising India-specific strategies”, signs off Mr. Ahuja.
Jiang, Y. B., Tang, G. Y., Shek, C. H. & Liu, W. Microstructure and texture evolution of the cold-rolled AZ91 magnesium alloy strip under electropulsing treatment. J. Alloy. Compd. 509, 4308–4313 (2011).
In general, the void healing effect induced by EPT can be explained by the inhomogeneous temperature rise caused by the difference of electric resistance between voids and matrix. This inhomogeneous temperature rise can lead to inhomogeneous thermal expansion, so that the voids will be subjected to a strong thermal compressive stress and then consequently healed19. In this work, for the tip region of deformed carbide, the temperature rise around the carbide will be higher because of the detour effect of EPT. As a result, the thermal compressive stress will be greater around the tip region of carbides, which may be more conducive to the healing of the voids around the deformed carbides. Additionally, the dislocation motion around carbides may be another important factor to facilitate the voids healing process. The drift electrons can exert a push on dislocations when high density electric pulses are passing through the CR specimen. Under this force, the rearrangement and annihilation of the dislocations around carbides (Fig. 4(d)) will increase the diffusion velocity of atoms20. Meanwhile, it has been experimentally proved that the voids healing process is controlled by lattice diffusion (transportation of atoms and vacancies)21. Consequently, the generation of thermal compressive stress and acceleration of atoms diffusion will together contribute to the voids healing process of cold rolled M50 bearing steel during EPT.
Zhou, Y. Z., Zeng, Y., He, G. H. & Zhou, B. L. The healing of quenched crack in 1045 steel under electropulsing. J. Mater. Res. 16, 17–19 (2001).
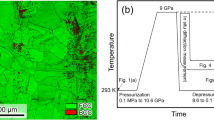
Quasi in-situ observation of the microstructure for the CR specimens (a) before and (b) after EPT; EDS results of (c) point A and (d) point B.
Tsuji, N. & Maki, T. Enhanced structural refinement by combining phase transformation and plastic deformation in steels. Scr. Mater. 60, 1044–1049 (2009).
Feng Wang, Dongsheng Qian and Lin Hua conceived and designed the experiments; Feng Wang and Lechun Xie performed the experiments and contributed analysis tools; Huajie Mao and Lechun Xie analysed the data; Feng Wang wrote the paper and made all the figures and tables in this paper.
Recently, many researches11,12,13,14 have experimentally proven that the macro cracks can be effectively repaired by electropulsing treatment (EPT) due to the temperature rise and compressive stress. Thus, this crack-healing effect gives us a vision that the combination of CR and EPT may further improve the mechanical properties of M50 bearing steel if the nano-size voids around carbides can be healed as well. However, it is worth noting that the voids resulted from CR process mainly locate around high resistance second-phase (carbides), making the application of EPT to affect the nano-size voids more complicated. Besides, the dislocation entanglement induced by CR may also exert a crucial effect on the void healing.
Garg, A., McNelley, T. R. & Perry, J. L. Analysis of microporosity associated with insoluble carbides in VIM-VAR AISI M-50 steel. Metallography. 20, 89–98 (1987).
Previous studies22,23 have shown that the EPT can lead to the dissolution of second-phase below the thermodynamic dissolution temperature within a very short time. Due to the thermal effect of EPT, the real temperature of the treated specimens may have approached or exceeded the critical thermodynamic dissolution temperature. In the meantime, with the enhance of the athermal effect of EPT, the thermodynamic barrier decreases and then the dissolution behavior of the second phase occurs. In this work, considering that the temperature rise induced by joule heating only reached 532 °C, a temperature far away from the critical dissolution temperature of carbides in M50 bearing steel24, the complete dissolution of carbides will not be expected. However, the refinement behavior of carbides in the matrix are surprisingly discovered (Fig. 3), which have been rarely reported so far and will be further discussed.
Unfazed by the presence of well-ensconced local players as well as cheaper products from Chinese players, Mr. Ahuja maintains that in cutting tools, geometry and grades play a very important role. He says: “We are having different geometries for different materials and also grades to suit them. We are generally able to outdo most of our competitors in terms of productivity and performance. Moreover, the designing of milling cutters, drills and taps is the strength around which the products are developed. A new range of shark taps has been introduced this year. It is more the technology and technical strengths of our company which has given us a headstart in India.”
In order to provide a one-stop solution to automotive and other industries, its products span across various types of cutting tools. Among them are mainly indexable cutting tools from the Pramet range, the rotating tools from the Dormer range, and the cost-effective Carboloy ISO inserts being deployed into the manufacturing facilities of all the plants. Dormer has recently strengthened its solid carbide milling programme with the introduction of several new ranges. These include additions to existing cutter families as well as completely new ranges such as corner radius and super finishing cutters. Two new cutter families target milling operations in a wide range of difficult to machine materials, including stainless steels, titanium and nickel alloys. Numerous unequal helix, corner radius and ripper variants greatly expand the options available to customers looking for multi-material versatility and consistent performance. “This serves to harmonize the cutting action by reducing vibrations, benefiting tool life and enabling use of increased cutting data whilst also improving surface finish and reducing micro-chipping”, explains Mr. Ahuja. The second new range consists of multi-flute super-finishing cutters. Available with either Aluminum Titanium Nitride or Titanium Silicon Nitride coatings, all feature very high helix and low rake angles for consistent performance and tool life in target materials, including hardened steels, stainless steel and titanium and nickel alloys. “We now have a complete range of tooling solutions comprising both rotating and indexable tools. Fortunately for us, many of our competitors do not have a full assortment of tools. Apart from Dormer’s rotating tools, Pramet has a complete range of indexable tooling like turning, milling, drilling, parting & grooving and threading solutions. Moreover, we are very strong in segments like Tube Scarfing, Barpeeling, Heavy Duty Machining, Railways, etc. We offer cost-effective tooling solutions to OEMs, component suppliers and the above segments”, he adds. Dormer-Pramet’s customers include companies in the automotive, aerospace and engineering industries, oil and gas extraction and in the electronics and medical-technology industries. Dormer-Pramet’s expertise lies in the large range of high-end products of superior quality cutting tools covering the full spectrum from rotating to indexable tools. He further states: “Our common success is built on five pillars They are consistency in terms of product quality, durability in terms of tool life, versatility by offering a focused tool assortment with a wide application coverage, security in the delivery performance and, most importantly, simplicity in every aspect of working with all the three brands, Dormer, Pramet and Carboloy. This is really our soul and blood”. Technical prowess Unfazed by the presence of well-ensconced local players as well as cheaper products from Chinese players, Mr. Ahuja maintains that in cutting tools, geometry and grades play a very important role. He says: “We are having different geometries for different materials and also grades to suit them. We are generally able to outdo most of our competitors in terms of productivity and performance. Moreover, the designing of milling cutters, drills and taps is the strength around which the products are developed. A new range of shark taps has been introduced this year. It is more the technology and technical strengths of our company which has given us a headstart in India.” As mentioned earlier, the company has already made a breakthrough with a number of automotive and affiliated companies. Some of its marquee customers in this domain are Maruti, Mahindra & Mahindra, L&T, International Tractors, Bhushan Steels, Amtek Group, Bharat Forge, Alfa Laval, Delphi, Carraro India, Rietor India, etc. The company remains upbeat on the demand growth creating a niche for itself, and even the economic slowdown during the previous fiscal had no bearing on orders from the manufacturing sector. “We have not seen any impact of the slowdown on our sales as demand for our products remains buoyant and we have firm orders from the manufacturing sector, which caters largely to the automotive industry. Furthermore, we see the CV industry as a big potential. As the market evolves, it will do well, especially when more projects are cleared by the Government for roads and highways,” affirms Mr. Ahuja. Manufacturing plans Currently, the company imports its Dormer branded products from its facilities in Brazil and Sweden, while the Pramet tools come from its Czech Republic plant. Dormer has a warehouse in Singapore which facilitates delivery of goods to customers in India within four to five days of order placement. “At the moment, it is economically feasible to import our products rather than make them locally. But we are not ruling it out either in our future course of action. If the need comes, we will definitely start manufacturing in India as it will help us in surmounting the local challenges and also assist us in keeping pace with the productivity what the customers demand”, he adds. In the aftermarket space, Dormer-Pramet has appointed more than 50 exclusive dealers in India since Mr. Ahuja was roped in as its MD. Under his guidance, Dormer has managed to widen its presence through its high-decibel promotional and other activities. With the long-term in focus, Dormer India is expanding in a big way, targeting a turnover of Rs. 1 billion in the next three to four years. Globally, Dormer-Pramet is a $400 million firm, with a very strong plan to triple its turnover by 2020. “The Carboloy brand was globally launched for the first time in India, which goes to show the kind of priority the market has for us. India is a very important market for Dormer-Pramet because much of the growth is expected to come from the Asia Pacific region. Our Board of Directors is always keeping a close watch on India and they are always devising India-specific strategies”, signs off Mr. Ahuja.
Lu, Z. C. et al. Effect of electropulsing treatment on microstructure and mechanical properties of intermetallic Al3Ti alloy. J. Alloy. Compd. 708, 834–843 (2017).
Ma, Y. R., Yang, H. J., Tian, Y. Z., Pang, J. C. & Zhang, Z. F. Hardening and softening mechanisms in a nano-lamellar austenitic steel induced by electropulsing treatment. Mater. Sci. Eng. A. 713, 145–150 (2018).
To further verify the occurrence of voids healing, the quasi in-situ observation of the void is performed as shown in Fig. 2. The initial void with long axis of about 260 nm locates between two strip carbides, which may be caused by the movement of carbide fragments during plastic deformation16. After EPT, the diameter of void decreases to about 80 nm, thereby validating the contribution of EPT to the healing of the voids around carbides. It is also found that the tip region of deformed carbide has been partially disappeared after EPT as circled in Fig. 2(b), which may result from the localized dissolution of carbides. Furthermore, the EDS results of point A and B are shown in Fig. 2(c,d). It can be seen that there is larger amount of Mo element existing in the broken strip carbide (marked with A), whereas the partially dissolved carbide is rich in Cr element (marked with B). The results, together with the chemical analysis in Fig. 1, prove that the Cr-rich carbides have lower stability under EPT.
In summary, through utilizing the designed EPT processing technology, the extensive voids healing and carbide refinement can be realized within a short time (millisecond level). The generation of thermal compressive stress and acceleration of atoms diffusion will together contribute to voids healing process of cold rolled M50 bearing steel. As well, for the deformed Cr-rich carbide with a higher surface to volume ratio of matrix/carbide, the partial dissolution and refinement of carbides could easily occur due to the decreased thermodynamic dissolution barriers and accelerated kinetic diffusion of carbon atoms towards dislocations during EPT. Moreover, this partial dissolution behavior will result in carbon enrichment in ferrite and accelerate the transformation from ferrite to austenite during subsequent heating.
Song, M., Du, K., Wen, S. P., Nie, Z. R. & Ye, H. Q. In situ electron microscopy investigation of void healing in an Al–Mg–Er alloy at a low temperature. Acta. Mater. 69, 236–245 (2014).
“At the moment, it is economically feasible to import our products rather than make them locally. But we are not ruling it out either in our future course of action. If the need comes, we will definitely start manufacturing in India as it will help us in surmounting the local challenges and also assist us in keeping pace with the productivity what the customers demand”, he adds.
Cabrol, E., Bellot, C., Lamesle, P., Delagnes, D. & Povoden-Karadeniz, E. Experimental investigation and thermodynamic modeling of molybdenum and vanadium-containing carbide hardened iron-based alloys. J. Alloy. Compd. 556, 203–209 (2013).
Ben, D. D. et al. Declined fatigue crack propagation rate of a high‐strength steel by electropulsing treatment. Adv. Eng. Mater. 1801345, 1–8 (2019).
Dormer-Pramet’s customers include companies in the automotive, aerospace and engineering industries, oil and gas extraction and in the electronics and medical-technology industries.
Yang, C. L., Yang, H. J., Zhang, Z. J. & Zhang, Z. F. Recovery of tensile properties of twinning-induced plasticity steel via electropulsing induced void healing. Scr. Mater. 147, 88–92 (2018).
Figure 4 shows the TEM observation of the microstructure for the CR specimens without and with EPT. For the CR specimens without EPT, the void adjacent to carbide can be found as shown in Fig. 4(a). The HRTEM observation in Fig. 4(b,c) indicates that high dislocation tangle has entangled in the ferrite matrix around carbides for the CR specimens. This result may lie in the fact that the carbides could act as the strong obstacles to inhibit dislocation motion during the CR process. However, the significant recovery of entangled dislocations occurs within a short time of EPT (Fig. 4(d)), which could be attributed to the increased mobility of dislocation by the effect of electron wind force17. In addition, it is also showed that fine recrystallization grains formed around the carbide, indicating the occurrence of rapid recrystallization during the EPT.
Hosoi, A., Nagahama, T. & Ju, Y. Fatigue crack healing by a controlled high density electric current field. Mater. Sci. Eng. A. 533, 38–42 (2012).
With the long-term in focus, Dormer India is expanding in a big way, targeting a turnover of Rs. 1 billion in the next three to four years. Globally, Dormer-Pramet is a $400 million firm, with a very strong plan to triple its turnover by 2020. “The Carboloy brand was globally launched for the first time in India, which goes to show the kind of priority the market has for us. India is a very important market for Dormer-Pramet because much of the growth is expected to come from the Asia Pacific region. Our Board of Directors is always keeping a close watch on India and they are always devising India-specific strategies”, signs off Mr. Ahuja.
Liu, X. B. & Zhang, X. F. An ultrafast performance regeneration of aged stainless steel by pulsed electric current. Scr. Mater. 153, 86–89 (2018).
Kresse, T. et al. Influence of supersaturated carbon on the diffusion of Ni in ferrite determined by atom probe tomography. Scr. Mater. 69, 424–427 (2013).
The novel phenomenon provides a new pathway for fully eliminating the deteriorating effect of voids on mechanical properties and maximizing the advantages of CR in bearing steel. Meanwhile, it is of great engineering significance to tailor the carbides size in bearing steels using the efficient and energy-saving EPT processing technology, in the context of cold rolled bearing steel.
Chakraborty, J., Bhattacharjee, D. & Manna, I. Development of ultrafine bainite + martensite duplex microstructure in SAE 52100 bearing steel by prior cold deformation. Scr. Mater. 61, 604–607 (2009).
Das, A., Ghosh, M., Tarafder, S., Sivaprasad, S. & Chakrabarti, D. Micromechanisms of deformation in dual phase steels at high strain rates. Mater. Sci. Eng. A. 680, 249–258 (2017).
Dormer-Pramet’s expertise lies in the large range of high-end products of superior quality cutting tools covering the full spectrum from rotating to indexable tools.
In order to characterize the distribution of voids in the matrix before and after EPT, the CR specimens without and with EPT were micro-machined and detected by a Zeiss Auriga field emission scanning electron microscopy (FESEM) equipped with a focused ion beam (FIB) and an energy dispersive spectroscopy (EDS). Based on at least eight FIB-SEM micrographs, the distribution of equivalent diameter of voids was measured using Photoshop and Image-pro Plus software. The quasi in-situ observation of the voids was performed in the same field through marking with hardness pits. To investigate the size of carbide particles, the carbides in specimens were extracted by chemical dissolution of the matrix in a modified Berzelius solution15 and then analyzed by a Malvern nano particle size analyzer. Additionally, an FEI tecnai F20 transmission electron microscopy (TEM) was employed to observe the microstructure before and after EPT. The specimens for TEM were prepared by mechanically polishing and then electro-polishing in a twin-jet polisher using a solution of 10% perchloric acid and 90% acetic acid.
M50 bearing steel has been widely used in the aerospace industry as main shaft bearing in gas-turbine engines due to its excellent elevated temperature performance1. In recent years, with the rapid development of aerospace industry, the demand for high properties of aviation bearing steel is constantly increasing for the sake of adapting to the worse working conditions. Therefore, how to improve the mechanical properties of M50 bearing steel has attracted much attention.
The voids caused by the cold rolling (CR) quite deteriorates the final performance of M50 bearing steel. In this work, the effect of electropulsing treatment (EPT) on the voids has been investigated, finding that the nano-size voids around carbides have been extensively healed. Moreover, it is interesting to find that the Cr-rich carbides are partially dissolved and consequently refined by EPT, which could be attributed to the decreased thermodynamic dissolution barriers and accelerated kinetic diffusion of carbon atoms towards dislocation. These results inspire people to develop a novel strategy (CR + EPT) to fully take advantage of CR and tailor the carbides size in bearing steels.
FIB-SEM micrographs collected from the CR specimens (a) without and (b) with EPT. Insert is the EDS analysis of the nano-size particles (marked with blue circle). (c) Distribution of equivalent diameter of voids.
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
Thank you for visiting nature.com. You are using a browser version with limited support for CSS. To obtain the best experience, we recommend you use a more up to date browser (or turn off compatibility mode in Internet Explorer). In the meantime, to ensure continued support, we are displaying the site without styles and JavaScript.
The change of free energy (\({\rm{\Delta }}{{G}_{dis}}^{EPT}\)) for the second-phase dissolution process under EPT can be simplified as25:
As shown in Fig. 3, the carbides in the CR specimens without and with EPT are extracted and then observed by SEM. It clearly shows that the extracted carbides of the EPT specimen is finer than that of specimen without EPT. According to the analysis of particle size of carbides, the average diameter of carbides decreases from 495 nm to 412 nm after EPT. Furthermore, the particle size distribution of extracted carbides (Fig. 3(c)) indicates that the proportion of carbides with a diameter less than 200 nm is significantly increased after EPT, which therefore coincides with the observation in Fig. 1(b).
Watté, P., Van. Humbeeck, J., Aernoudt, E. & Lefever, I. Strain ageing in heavily drawn eutectoid steel wires. Scr. Mater. 34, 89–95 (1996).
TEM observation of the microstructure from the CR specimens (a) without and (d) with EPT, (b,c) HRTEM observation of the dislocation tangle around carbide in the CR specimens.



 18581906093
18581906093