
Keyway Cutting - how to cut a keyway on a shaft
Smooth Both Ways: Compression bits combine the benefits of upcut and downcut bits to produce a smooth finish on both top and bottom edges.

Smooth Bottom, Rough Top: With an up-cut router bit, you'll get a clean, smooth cut on the bottom edge but a somewhat rougher finish on the top edge.
Chip Management: Because of its dual action—upcut at the tip and downcut along the body—it creates clean cuts without chipping, reducing the risk of damaging the workpiece.
Limitations and Cost: While powerful, these bits shouldn't be used for drilling holes. The confined space prevents chip escape, leading to heat and friction. Also, due to their complex geometry, they are typically more expensive than single-direction bits.
It is always fun when reading about CNC machines as this teaches me so much more. I really didn’t know Corner Rounding End Mill Decisions existed know I will have to study about it in detail. Thanks to the writer, great article.
They work extremely well in Titanium. We suggest using our 4 flute Corner Rounder with our AlTiN coating in the desired radius you need.
Rough Bottom, Smooth Top: The down-cut bit gives you a more irregular edge on the bottom but maintains a smooth, clean top edge.
Sign up to receive a monthly recap of: – The latest machining solutions – Machining tips and tricks – A recap of our most popular posts
Chip Management: These bits pull the chips upwards, removing them from your cut. You must ensure your workpiece is clamped securely to prevent lifting or shifting.
When selecting a carbide router bit, it's crucial to keep in mind the material you're working with, the type of cut you need, and how you intend to manage chips and debris. Upcut bits are ideal for plunge cuts and effective chip removal, downcut bits are excellent for preserving the material's top surface, and compression bits offer a smooth finish on both sides but come with some limitations and a higher price tag.
Overheating and Utility: The upcut's ability to remove chips effectively prevents overheating. It's the most common choice for straight or plunge cuts and excels in slicing through materials.
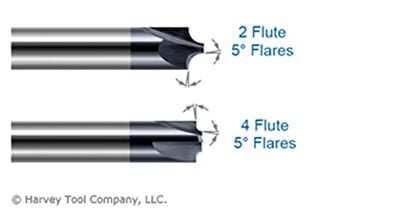
Putting a full radius on a part has the potential to leave a step or an over-cut on a workpiece. This can happen if the tool isn’t completely dialed in or if there is minor runout or vibration. A slight 5° flare on the pilot and shoulder blends the radius smoothly on the workpiece and avoids leaving an over-cut.
The best corner rounding end mill varies from job-to-job. Generally speaking, opting for a tool with the largest pilot diameter possible is your best bet, as it has the most strength and requires less power due to its larger effective cutter diameter. A flared Corner Rounder is preferred for blending purposes if the workpiece is allowed to have an incomplete radius as this allows more forgiveness and can save on set up time. If not, however, an unflared Corner Rounder should be utilized. As is often the case, choosing between number of flutes boils down to user preference, largely. Softer materials usually require fewer flutes. As material gets harder, the number of flutes on your tool should increase. print
By understanding these nuances, you can make an informed choice, ensuring the success of your woodworking or metalworking project.
The up-cut bit is a go-to choice for operations requiring plunge cuts, such as carving out a groove at the bottom of doors for sliding door guides.
Chip Management: Unlike upcut bits, down-cut bits push chips back into the cut, so there's less debris clearing. This down-shear action is excellent for preserving the material's top surface.
When it comes to woodworking, carpentry, or even some metalworking applications, the router is one of the most versatile tools in the toolbox. However, the router's utility mainly depends on the kind of router bit you use. One exceptionally versatile category is the spiral carbide router bit. This article aims to dive into the specifics of three main types: the Upcut Router Bit, the Downcut Router Bit, and the Compression Router Bit.
Before we delve into the types, it's essential to establish that spiral bits are versatile tools ideal for various tasks. Their cutting direction, the kind of material you're working with, and other factors will influence their effectiveness. Understanding the nuances can help you select the most suitable bit for your project.
Larger pilot diameters also have more strength than smaller pilot diameters due to the added material behind the radius. A smaller pilot may be necessary for clearance when working in narrow slots or holes. Smaller pilots also allow for tighter turns when machining an inside corner.
Material Compatibility: This bit is especially effective for cutting thin or flexible materials. However, it could be better for drilling holes as the chips tend to dislodge the bottom layer of the workpiece.

These tools are often offered in 2, 3, and 4 flute styles. 2 flute styles are normally used for aluminum and non-ferrous materials, although 3 flutes is quickly becoming a more popular choice for these materials, as they are softer than steels so a larger chip can be taken without an impact on tool life. 4 flutes should be chosen when machining steels to extend tool life by spreading out the wear over multiple teeth. 4 flute versions can also be run at higher feeds compared to 2 or 3 flute tools.
A flared Corner Rounding End Mill leaves an incomplete radius but allows for more forgiveness. Additionally, this tool leaves a clean surface finish and does not require a second finishing operation to clean leftover marks. An unflared corner radius leaves a complete radius on the workpiece, but requires more set-up time to make sure there is no step.
www.harveytool.com www.helicaltool.com www.micro100.com www.titancuttingtools.com www.corehog.com www.valorholemaking.com
A Corner Rounding End Mill is typically used to add a specific radius to a workpiece, or in a finishing operation to remove a sharp edge or burr. Prior to selecting your tool, mull the following considerations over. Choosing the right tool will result in a strong tool with a long usable life, and the desired dimensional qualities on your part. Choosing wrong could result in part inaccuracies and a subpar experience.
The down-cut router bit is an excellent choice for making mortises or dado cuts, such as those required for door hardware and shelving slots.
The pilot diameter (D1 in the image above) determines the tool’s limitations. When pilot diameters are larger, the tool is able to be run at lower speeds. But with smaller pilot diameters, the tool can be run faster because of its larger effective cutter radius. The effective cutter diameter is determined by the following equations depending on the radius to pilot ratio:
Choosing between a Corner Rounding End Mill and a Back Corner tool boils down to the location on the part you’re machining. A Back Corner Rounding End Mill should be utilized to put a radius on an area of the part facing the opposite direction as the spindle. While the material could be rotated, and a front Corner Rounding End Mill used, this adds to unnecessary time spent and increased cycle times. When using a Back Corner Rounding End Mill, ensure that you have proper clearance for the head diameter, and that the right reach length is used. If there is not enough clearance, the workpiece will need to be adjusted.



 18581906093
18581906093