
Pack of 10 DCGT11T304AL-GT K10 Carbide Inserts - carbide inserts
During the machining process, most of all, the carbide insert’s accuracy level. Fourteen different tolerance classes regulate the indexability of carbide inserts.
Carbide inserts may be considered rather technical because it calls for the utilization of various equipment and, as a result, calls for a variety of different settings.
You might also think about working with a firm that has representatives available to come and talk to you about any difficulties that may arise while using the products.
A firm specializing in carbide inserts will be considered perfect if it has superior technology and facilities for producing these tools.
The distance measured along the bisector of the round-off corner angle and the gage role of nominal I.C Type constitutes dimension B for the remaining polygons.
DCMT inserts are detachable accessories that may be attached to DCMTs. These inserts often house the actual cutting edge of the tool. Applications for inserts include the following:
Size is indicated by a number with either one or two digits, and this number represents the value of the inscribed circle.
On the other hand, it can only be a single-digit if the number of sixteenths of an inch that make up the thickness is a whole number.
In addition to this, it simplifies the process of identifying the appropriate kind to meet the requirements of your particular tooling application.
There is a wide variety of possible geometries for DCMT inserts. Inserts that are round or circular are utilized in processes such as button milling and radius groove turning, respectively. Some varieties may be adjusted so that unused areas of the edge can be utilized once a portion of the edge has been worn away.
In addition, the form can be octagonal, which increases the number of distinct edges that can be applied as a single edge if one of the edges becomes worn.
However, how these tools are used depends on several aspects, including their geometries, cutting edges, and modes of operation.
It is to one’s advantage to locate a manufacturer that can produce a wide selection of goods since this improves convenience.
Various types of inserts may be distinguished from one another based on the tip angles of the inserts, in addition to the geometry of the inserts themselves. An insert with a hemispheric “ball nose” whose radius is one-half of the cutter diameter is known as a ball nose mill. This mill type is excellent for cutting female semicircles, grooves, or radii. Typically utilized on milling cutters, a radius tip mill is a straight insert with a grinding radius on the tips of the cutting edges. Typically attached to milling cutter holders, chamfer tip mills have to insert sides or ends that have an angled area on the tip. This section allows the mill to create a workpiece with an angled cut or a chamfered edge. An insert known as a dogbone has two cutting edges, a thin mounting core, and, as the name suggests, wider cutting features on both ends. This type of insert is typically used for grooving. The angle of the included tip can range from 35 to 55 degrees, as well as 75, 80, 85, 90, 108, 120, and 135 degrees.

When looking for a good producer of carbide inserts, there are a few key factors that you need to take into consideration.
The American National Standards Institute (ANSI) is accountable for making a coding system that utilizes both numbers and letters.
Diamonds, squares, rectangles, and rhombic are examples of forms with four sides called inserts. To remove material, and insert having four sides, and two sharp angles are known as a diamond insert. Square cutting tips feature four equal sides. Rectangular inserts have four sides, with two being longer than the other two sides. Grooving is a common application for these inserts; the actual cutting edge is located on the shorter edges of the insert. Inserts known as rhombic or parallelograms have four sides and are angled on all four sides to provide clearance for the cutting point.
It is advised that carbide inserts be chosen with a nose radius lower than the depth of cut. Doing so will help prevent vibration that is not essential.

DCMT-21.51 carbide insert has 7-degree relief and 0.094-inch (3/32-inch) thickness. Button milling and groove turning use circular inserts. Trigon inserts are three-cornered inserts with an altered triangle shape. Pentagon-shaped inserts have five equal-length sides. Ball nose mills have hemispherical inserts with a radius half the cutter diameter. When looking for a good carbide insert producer, consider these factors. Choose a company with relevant experience. It ensures fast delivery and high-quality service. Carbide inserts should come in various sizes, shapes, and thicknesses. ANSI B212.12-1991 specifies nine relief angles. Carbide inserts have 14 indexability tolerance classes. Carbide inserts are used mostly for metal machining. It depends on their geometries, cutting edges, and modes of operation. Carbide inserts should have a nose radius smaller than the cut depth.
Despite this, clearance prevents the walls of the carbide inserts from rubbing against the component, which would result in subpar machining.
Carbide inserts should ideally be produced in a range of patterns, sizes, shapes, and thicknesses before being sold to customers.
In an ideal situation, working with a manufacturer with a significant amount of expertise is beneficial since it increases the likelihood that you will be provided with the appropriate tool for your requirements.
Pick a business that has a supply chain that is both trustworthy and of excellent quality. This guarantees that delivery times are kept to a minimum while maintaining a high level of service.
In general, insert size is classified according to the inscribed circle (I.C.), also known as the circle’s diameter that fits within the insert geometry. This is used for most indexable inserts, except for rectangular and some parallelogram inserts, which utilize length and width instead. Important DCMT insert requirements are the thickness, the radius (if applicable), and the chamfer angle (if applicable). The terms “unground,” “indexable,” “chip breaker,” and “dished” are frequently used to describe the characteristics of DCMT inserts. Attachments for inserts can either be screwed on or have no hole.
Countersinks, fixing holes, and specific characteristics on rake surfaces are some of the distinctions between the two types.
It is the sixth position, and the number that follows it denotes the number of sixteenths of an inch that the carbide insert is thick. The number may have one or two significant digits.
These angles are the deviation from 90 degrees measured in a plane perpendicular to the cutting edge. They are obtained from the angle between the flank and the top surface of the insert.
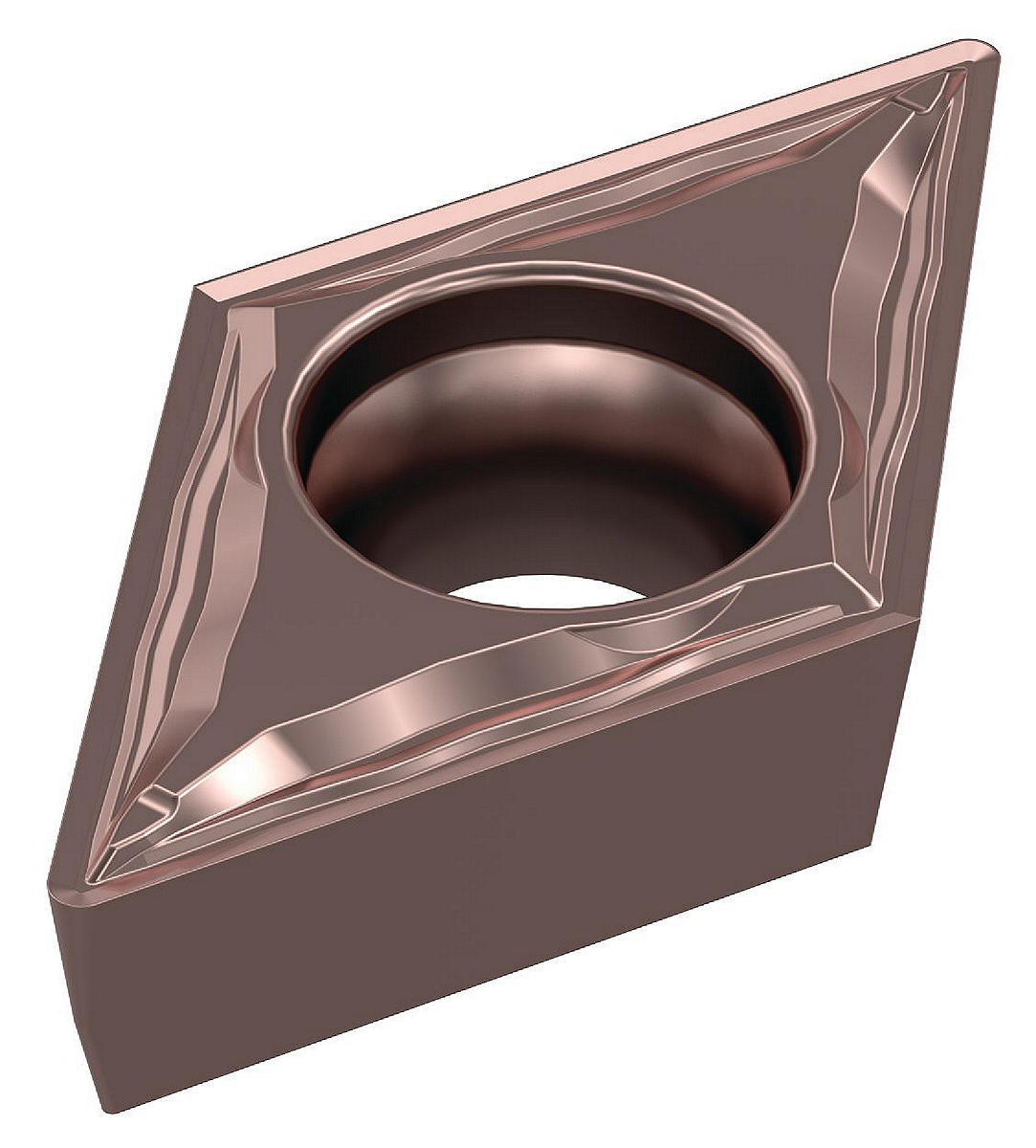
The 55-degree diamond on the DCMT-21.51 carbide insert has a 7-degree relief. The central hole has a single countersink between 40 and 60 degrees and a chip breaker that is only on one side. It features a thickness of 0.094 inches (3/32 inches), an inscribed circle (I.C.) of 0.25″ (1/4″), and a corner (nose) radius measuring 0.0156 inches (1/64″). DCMT21.51 (ANSI) or DCMT070204 is the designation given to the insert (ISO). Check out the ” Compatibility ” page on LittleMachineShop.com to get a list of the company’s compatible items. Inserts may be purchased singly. Thus there is no requirement to purchase a ten-count bundle of inserts.
Tolerances on dimensions are represented by the letters A, B, and T, which are expressed as a percentage of the nominal value.
In general, all makers of carbide inserts are required to meet particular quality requirements, and these criteria vary depending on the market for which the inserts are intended.
As a result, you should give some thought to finding a dependable and willing manufacturer to provide well-informed recommendations on the operational processes of this equipment.
Carbide, micro-grain carbides, CBN, ceramic, cermet, cobalt, diamond PCD, high-speed steel, and silicon nitride are the most prevalent materials used in the construction of DCMT inserts. Wear resistance and insert life can both be increased with the use of coatings. Coatings for DCMT inserts include titanium nitride, titanium carbonitride, titanium aluminum nitride, aluminum titanium nitride, aluminum oxide, chromium nitride, zirconium nitride, and diamond DLC.
Carbide inserts have a wide variety of applications, most of which revolve around metal machining. These applications cover a broad spectrum.
You need to investigate the typical lead time required by a manufacturer to make carbide inserts, assuming that all other circumstances remain the same.
The triangle and the trigon are both examples of three-sided insert forms. Inserts in the shape of triangles have a triangular shape, with three sides equal in length and three points comprising angles of sixty degrees each. A trigon insert is a three-cornered insert that looks like a triangle but has an altered triangular shape. It can take the form of bent sides or intermediate angles on the sides, enabling greater included angles to be achieved at the insert’s points.
Imagine a firm making significant research and development investments, skilled human resources, and a high-tech CNC manufacturing line.
For example, the letter A represents a parallelogram with 85 degrees, the letter C represents a diamond with 80 degrees, and the letter H denotes a hexagon.
Inserts can also be made in the shape of a pentagon, which has five sides equal in length, and octagonal inserts, which have eight sides.



 18581906093
18581906093