
Siemens’ Digital Process Chain Cuts Oil Field Rock Bit Down to Size - cnc roughing
The heat zone of a coating needs to be matched to what the tool is doing. Too much or not enough heat generation can cause a problem. Morrison said, “If the coating has a very low coefficient of friction, operations such as tapping may not generate enough heat to get the chip to break efficiently. The low heat level can create the tinfoil effect where the chip cannot break. Eventually chips build up in the hole and break the tap. If the coating cannot handle the heat generated by the operation, such as a high-feed mill, then it will break down quickly and expose the tool substrate, which will yield poor tool life.”
There are more than a few benefits when comparing die-grinding bits and ordinary burrs or traditional grinding wheels and files. First, they are much more efficient in quick material removal, making them the choice for heavy-duty and industrial applications, as they save both time and money.
When working with exceptionally hard materials like metals, stone, tiles, or ceramics, carbide burrs are what get the job done faster, neater, and with a professional finish. Their unmatched hardness paired with the high RPMs of the grinder means these tool attachments find dozens of uses in just as many fields, from welding, wood and metal working, automotive repair, general construction, dentistry, jewellery making, and in any industry where quick stock removal is called for. But what is a grinding machine that powers these carbide burrs? It’s a versatile tool that operates at high speeds to shape and smooth hard materials, making it an indispensable asset across various industries.
The burrs can remove more material in a single go, won’t break, crack or deform and with low wear will last much longer. They are also easier to use without the typical vibrations, waste scrap and noise, as well as adaptable and versatile across a range of different uses and materials.
Ball said, “When you are high-speed machining you are taking a light radial and axial depth of cut, so you don’t have a tremendous amount of cutting pressure but you have to make sure your holds are rigid and balanced. You don’t see a lot of one-flute tools used in HSM because they are physically unbalanced by nature.
Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Sizes refer to the diameters in the cutting head, as well as the shank. This can be stated both in imperial and metric units. Burr diameters range between 1/8 to 1 inch or 3 to 25mm in the cutting head with the most common size being 1/4 inch or 6mm. Shank diameters also differ and range from 1,6 to 16mm, meaning besides die grinders, carbide burrs are also suitable for smaller rotary tools like Dremels and pendant drills. The shanks can also be in standard or extra-long lengths, helpful when working in tight spots.
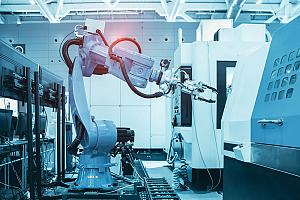
Successful high-speed milling requires a balance among every aspect of the cutting system, including the machine tool, software, chip removal, and cutting tool. Photo courtesy of Seco.
Depending on the manufacturer a tool may be designed with 1-1/2x, 2x, or 3x flute length diameter. The longer flute length is not as rigid as a short flute length so those tools may not work at the high speeds. Tools with shorter flute length need to be considered.
Tool balance is important when running at high RPMs. Most common tool designs with tool holders will work without a noticeable problem at speeds less than 7,000 to 8,000 RPM. But, over that speed, Morrison said you can start to see runout problems and decreased tool life.
High-speed machining (HSM) shaves time off metal removal processes. Low speeds and feeds that remove a large amount of material are replaced with light depths of cuts made at high feed rates. Metal is removed quickly, and the resulting near-net-shape parts, with surface finishes often from 10 to 12 RMS, reduce the semi-finish and finish operations.
Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
Chip load is also an area for attention, said Ball. “Not maintaining a constant chip load is one of the biggest issues I see in HSM. Consider whether the part you are machining and the tool you are using actually allow you to get to the feed rates you are programming. A widely varying chip load, or one that is too low or too high, will quickly wear out the tools.”
These aren’t the ordinary bits that you’d use in drills and impact drivers. They’re made of tungsten carbide, an alloy of tungsten and carbon and exhibit exceptional properties. The alloy is up to three times as hard as steel and has the highest compressive strength of any known metal.
“Tool manufacturers are adding tapered necks to some of the carbide tools, especially for the mould and die industry, so you have a stronger tool for a longer reach and the shanks of the tool will not rub the side walls of the mould cavity,” said Ball. “Those tapers increase strength by 10 to 20 per cent and give you the clearance to use a shorter, stubbier tool.”
“The appropriate coatings will depend on the material being cut and the geometry of the insert,” said Pollock. “The geometry of the insert may require that the coating be very thin. And the thinner coating is typically better at heat resistance. A thicker coating will undergo more thermal expansion and doesn’t behave as well when heated—it can’t expand and contract as completely as a thin coat.”
Different uses mean the bits come with either a single or double-cutting profile. Single-cut burrs have a single cutting profile or ‘flute’ that runs from the top to the end in a spiral. This is ideal for:
Some tools combine roughing and finishing, but different cutting edges for each step help the tool to perform to close tolerances.
Besides the differences in use and the materials, they work best in single and double-cut options and also are distinguished by how they operate. The first produces larger chips, so getting the finish you want may take longer. Additionally, double-cut types are easier to control with the finer cutting profiles and are the ideal type for beginners.
Bits are available in a range of shapes. Choosing the right shape determines where and how the bits can be used. Go for ball burrs if you need concave or hollowed-out cuts, tree-pointed burrs when working with sharper acute angles and for rounding off edges and cylindrical burrs for smoothing and deburring flat surfaces, or when working at right angles.
“At higher speeds tool balance is exponentially more important as inertia begins to affect the tool, causing a compound problem of runout and imbalance that can even damage the machine spindle,” Morrison said. “Toolholder design also needs to be considered. Not all clamping systems will maintain their gripping force at a high rotational speed.”
Introducing ISCAR's Latest Products for 2024: QUICK-T-LOCK A Revolutionary 3 Cutting Edged Insert with SAFE-T-LOCK for Enhanced Multi Directional Performance.
“Another method would be to engage a small percentage of the tool diameter so you get the chip thinning effect that allows you to elevate speed rates. The roughing inserts--and HSM is basically a roughing process--have to have a stronger edge and tougher coating than the finishing inserts.”
Flame and oval carbide burrs are ideal for rounded contouring and end milling, and countersink burrs in either 60 or 90 degrees in bevelling, countersinking and chamfering. To extend the versatility and the jobs that the bits will come in handy, buy a set of die grinder burrs in different shapes.
It is additionally highly resistant to deformation, holds its own against high heat, has exceptional impact and abrasion resistance and is second only to diamonds as the hardest material there is. Tooling them also requires some serious CNC machining considering how hard they are.
They also make easy work of both hard and softwoods. Surpassed in outright hardness only by natural and synthetic diamonds, the bits exhibit substantially longer run times than comparable burrs optioned in HSS steel, won’t show signs of wear or metal fatigue due to high working temperatures, and can be used without issue at real high RPMs.
Double-cut options have two intersecting sets of flutes. This allows for much smoother surfaces and cleaner finishes in both ferrous and non-ferrous metals, but is particularly good in softer metals like aluminium and mild steel, in addition to wood and plastics. Use double-cut bits in:
Hardness and durability are where your typical die grinder bits run circles around everything else on offer. These things are meant to last and produce consistent results no matter what they’re used on. This will range from commonly-used metals such as stainless steel, iron, aluminium and copper, precious metals like gold and silver, and a wide range of plastics, to harder materials like ceramics, tiles, gemstones and masonry.
Tools for high-speed machining need to be rigid and as short as possible to avoid chatter or deflection. Photo courtesy of Walter USA.
“If coolant is needed, there are several application-specific delivery options such as axial coolant lines and coolant channels that come out at the cutting edge.”

Jay Ball, product manager--solid carbide end mills NAFTA, at Seco Tools LLC, said that it is important to have dedicated roughing and finishing tools. “Tight tolerances have become the industrial standard, and it is not uncommon for a customer to demand cutting tools with a 5-micron radius and diameter tolerance. Smaller tolerances are the wave of the future. To expect one tool to hold up during a roughing operation and use the same tool to finish and hold the tight tolerance is a stretch.”
Successful use of HSM depends on how the machine is programmed, how the tooling is used, and the tooling itself. Tools need to be designed for the higher speeds.
Often it’s the attachments and not the tools themselves that will have the last say on how your project turns out. Anyone that needs versatile, dependable and long-last bits for shaping, smoothing, carving, deburring and general grinding applications should have a long look at what die grinder burrs are capable of, and the benefits they bring to your line of work.
Materials that single-cut options work best in can range from ferrous metals like stainless and tool steel or cast iron, as well as aluminium and copper.

HSM generates a lot of chips very quickly. Ensuring their removal is critical whether you are dry machining and using an air blast, an air/oil mist, or using coolant.
Bits attached to the end of die grinders and other rotary tools are used across a range of varying professions and fields. Most often this means anyone working with metal and wood. They are basic necessities for metalworkers, welders, smash repairers, tool makers, plumbers, and mechanics, as well as woodworkers, carpenters, joiners and construction workers.
As with most processes, the application determines the best tooling to use, but some rules of thumb should be considered for any HSM job.
Luke Pollock, product manager at Walter USA, described a high-speed mill tool: “A common HSM mill tool uses a triangle-shaped insert with rounded edges. It is positioned in the cutter with a high lead angle, which allows the tool to take advantage of the chip thinning principle. As the tool is advanced, you get a chip thickness that is smaller than the advancement of the tool. For example, a 0.003-in. chip thickness is produced rather than the 0.005 in. that tool was advanced. These two values would be equal for a tool with a 90-degree shoulder.
“In hard milling you want to use an air/oil mist or air blast,” said Ball. “Coolant can thermal shock the cutting edge and prematurely wear out the tool. However, there are some cases where a manufacturer has to use coolant because it causes less wear than cutting hard chips. It’s a balancing act.
The versatility of die grinders means this is the tool that you’ll be reaching for when there’s the need to grind, cut, carve, polish, shape or smooth just about any material you’re working on. This assumes that you have the right attachments.
“Shoot for stability, and use a tool for the process it was designed for,” said Cullen Morrison, business development manager, threading and milling, at KOMET of America. “One thing to consider is optimizing the tool design. Inserts with a large nose radius are better suited for high feed rates and heavy stock removal but are prone to chatter in small depth of cut, light feed rate finishing applications. If you are taking a large depth of cut with a small nose radius, it is likely to change the way the forces act on the insert and you may get chatter.”
Sue Roberts, associate editor, contributes to both Canadian Metalworking and Canadian Fabricating & Welding. A metalworking industry veteran, she has contributed to marketing communications efforts and written B2B articles for the metal forming and fabricating, agriculture, food, financial, and regional tourism industries.
“Holders are critical for maintaining long, consistent tool life. It’s common for shrink fit holders to be used to hold the tight tolerances, but I also see the industry moving toward high-precision milling and collet chucks, as well as hydraulic chucks.”
Morrison said, “A through-coolant system that is constant and consistent can maintain the heat absorbed by the insert at a fairly stable range to avoid thermal shock. Always use a clean, quality coolant and consider its oil concentration percentage.”
Pollock said, “Sometimes air is adequate, but if it isn’t we prefer to use coolant just for getting the chips out of the way.”
Moreover, the bits can easily drill into plasterboard, brick and concrete. The list can also be populated with less obvious professions. Smaller bits are used by artists, sculptors, jewellers and dentists. Lastly, the attachments are useful in any household or commercial work that requires general material removal, smoothing and cleaning.
Carbide burrs, more commonly called die grinder bits, are the attachments used in rotary tools. They’re ideally used for smoothing, grinding, shaping, carving and deburring excess materials in a variety of workpieces. They come in different cutting profiles and shapes to produce different types of cuts. And you can find them in varying sizes.
As with all applications, tool material and length-to-diameter ratio also affects HSM success. Morrison said that steel body tools are good to 3x or 4x diameter depending on the load. Carbide tools are better for HSM applications requiring a longer reach. Dampened steel tools can cut even further because they absorb vibrations happening at the cutting end.
High tool loads, especially in milling, bring out a system’s weakness. That weakness could be a poor rigid setup, a weak machine tool, or a loose bolt in fixturing that causes vibration. Machine tools are pushed to their limits for HSM, so the fixtures and tools have to be absolutely rigid to withstand the loads.



 18581906093
18581906093