
Spare DCGT Carbide Insert Triple Coated (Black) for ... - turning insert coating
This one is fairly straightforward. The next part of the ISO code is just the diameter of the shank (in mm). So in the example above, the diameter of this bar is 12mm. This is important to know so you can:
All Turning Tools and Boring Bars contain various numbers and letters within their part numbers and believe it or not, these actually mean something. It is extremely valuable to know what each letter or number might indicate because it may help you find the right product or even stop you before you order the wrong one.
The next letter in the code represents the full length of the bar (from the end of the shank to the top of the insert), which unlike the diameter is not represented by a number. To the right is the full list of letters and their corresponding lengths.

Wide Range of Profiles - Full profile: ISO, UN, NPT, API RD & ABUT. Partial profile: 60°, 55°, Semi Partial profile for: TR, ACME, Stub ACME
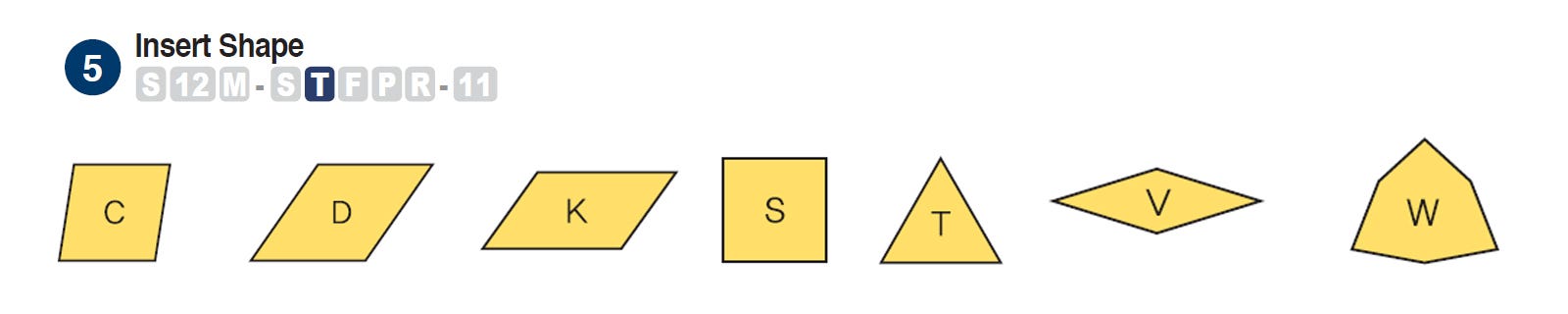
This part of the holder code always matches the first letter of the insert that is suited to it. There are slight indicators as to what letter is for what shape, but these are only loosely based on the more popular shapes so shouldn’t be adhered to all the time, such as S= Square Insert, T= Triangle Insert and R= Round Insert, but that’s about as far as it goes in simple terms, please see below the legend chart for all Insert Shapes and the angles of them:
One of the most important aspects to your tool holder is the orientation – whether it is left hand, right hand or a neutral (centred) type. Having these options can allow you to cut in multiple directions. Please see to the right a visual representation of turning tool hand types.
The seventh letter of the holder code, which defines the relief (or clearance) angle of the insert also matches the 2nd letter of the insert that is suited to it. There are various clearance angles that are available, these can all be seen below:

An innovative system for fast machining and reducing cycle times when machining threads with long inserts.MiTM holders are nickel coated, providing anti-rust protection.MiTM tools are offered in Standard, Conical, Shell Mill & Shell Mill Conical.The VARDEX Multi-flute Indexable Thread Milling (MiTM) system for fast machining, reduces cycle times when machining threads with long inserts. New nickel coating for all MiTM toolholders provides better anti-rust protection.
This final part of the code recognises the length of the inserts cutting edge that is being used in the tool. So using the example at the top of the article, it has 12 at the end which signifies a 12mm cutting edge length. These numbers will also match the first two digits that are used in an insert. So with the example at the top of the article we now know using points 2, 4 and 9 we can find the insert to suit that holder, In this case it would be TP**11 inserts.
Next we have the lead angle of the bar, which is also known as the approach angle of the insert, which will vary based on both the tool and the insert style. To the right is the full list of codes and approach angles.
If the boring bar code begins with a 'C', this means it is made from carbide, which is more expensive however carbide is more rigid than steel and can help eliminate any vibration thus providing a better surface finish,
VARGUS is known as the first producer of Thread Milling tools, using the TM Standard.The TM Standard is the most common industry method based on indexable multitooth inserts. All the teeth are machined simultaneously so every tool creates one pitch.
The first letter of the code refers to the material that the boring bar is made from and whether it is solid or has through coolant capabilities. If this is an 'S' (like the above), this means it is made from steel which is ideal for general purpose boring or for those on a budget. If it is 'A' then it means it is made from steel but with a hollow bore through it to allow for through coolant.
So knowing the codes doesn’t just help you with the tool holders themselves but it also helps you find the inserts to suit. To the right is a chart showing the different cutting edges each insert has and what the lengths are based on:
The TM Solid line features a wide range of solid carbide thread milling tools for general purpose as well as specific wide-ranging industries from automotive and taps, to medical and dental.
There are 5 different clamping methods on boring bars. These can all vary depending on what insert is used or the shape of the tool. They also have different levels of rigidity/clamping force. See the legend chart below for what types are available and how they clamp:
A multi-flute, highly productive and economical solution for milling threads in deep holes.The TMSD line also offers full profile inserts in ISO Metric, American UN, NPT, API Round & American Buttress.



 18581906093
18581906093