
Difficult Materials Are No Match for Ceramic Inserts - carbide insert groover
While some traditional machine vision algorithms are used in the solution, most of the image analysis is enabled with convolutional neural networks, which Xactools developed using DENKnet, AI-based image evaluation software from IDS Imaging Development Systems GmbH (Obersulm, Germany).
As a result of the large variety of inserts to inspect, designing the system was challenging in several ways.
After the sintering process, the cutting edges of the inserts are refined by rounding them and then grinding, blasting, and coating them.
Inside the enclosure, there is a rotary table with three nests, or workstations, and two Spider RS4 550 mm Series four-axis, SCARA-type robots from Epson (Suwa, Japan). The solution also includes a total of eight cameras (both line scan and area scan models) with resolutions between 5 and 30 MPixels from several manufacturers. All lens for the area scan cameras have a fixed focal length.
Once positioned at the second station, two line-scan cameras, one positioned on the top and a second on the side, scan the cutting edge of the insert as it is rotated. Each camera also moves as needed to make sure that the cutting edge of the indexable insert is always within the focal plane of the camera.
To facilitate palletizing, the robot, with an indexable insert in its gripper, moves over a camera located above a pallet—either a pin or nest variety. The camera snaps an image, which provides visual information about the contour of the insert and the position of the hole in the center of it. The robot then holds the insert over a camera located below it to get final positioning information.
Indexable inserts are used in machining operations to remove material from a workpiece by cutting, drilling, or shaping. The inserts are made of hard materials such as metal or carbide, so they can withstand the machining process.
Linda Wilson joined the team at Vision Systems Design in 2022. She has more than 25 years of experience in B2B publishing and has written for numerous publications, including Modern Healthcare, InformationWeek, Computerworld, Health Data Management, and many others. Before joining VSD, she was the senior editor at Medical Laboratory Observer, a sister publication to VSD.
The indexable inserts are arranged on crucibles, or round trays, when they enter the sintering oven. The trays, which can withstand the heat and pressure of the sintering oven, are about 400 mm in diameter and about 3.5 kg in weight when they are empty.
Since Xactools installed the system at the Scandinavian manufacturer, engineers have been working on version 2.0, which includes a more compact enclosure among other updates.
Before the adoption of the automated solution, the manufacturer relied on a manual spot-checking process of a statistical sample of parts per production order.
After the crucibles come out of the sintering oven, employees load them onto a lift and a motorized mechanical handling system stacks the crucibles inside Xactools’ machine vision system. The mechanical system then takes a crucible out of the stack and brings it to the robot unloading area.
Here, an area scan camera takes an image of the entire tray, providing data so that an object detection algorithm can locate each indexable insert on the tray. Another algorithm analyzes the image data to provide grabbing points for the robot.
To solve this problem, Xactools built two gripper stations (one for each type of gripper) and created an automated process, allowing robots to change grippers as necessary.
Xactools (Bönnigheim, Germany) designed an automated system—using machine vision and robotics—to handle and inspect indexable inserts, also known as changeable cutting edges.
Software from Xactools also communicates with the manufacturer’s enterprise resource system from SAP (Walldorf, Germany) to find out what type of insert will be in the next load to go into the inspection system.
The robot puts parts that do not pass inspection into a drawer so that human workers can retrieve them.
Another milestone has just been announced for the Supermini type 105, namely a lower cost version of the solid carbide inserts with chip breaking geometry included at the sintering stage, rather than laser cutting or grinding them afterwards. Indeed, the price of the new Supermini is similar to that of the standard insert without geometry.As with these previous machined chip breakers, the new sintered geometry avoids the drawback of long, stringy swarf coiling around the tool or workpiece and potentially causing damage to both. It assists internal machining of small diameter holes, whether boring, profile turning, internal grooving, threading, chamfering, face grooving or slot broaching.Horn developed teardrop shaped carbide blanks for the tool, enabling large, precise contact surfaces in the tool holder and resulting in greater rigidity of the overall system. Furthermore, the teardrop profile prevents the insert from twisting, which leads to consistent, precise positioning of the centre height of the tool. When using long tool overhangs, it reduces deflection and minimises vibration during turning. Horn offers the inserts as standard in three lengths (15mm, 20mm and 25mm) and in carbide grades TH35 and IG35. The tool is suitable for use from a bore diameter of 6 mm. The cutting edge geometry extends far into the 0.2mm corner radius of the insert, ensuring good chip control even with small infeed settings. Different material groups may be processed and the geometry is suitable for internal, face, copy and back turning.The new insert is compatible with numerous 105 tool holders, including round shank, square shank, interface and adjustable types. There are four different solutions for clamping the inserts: a classic ball pressure screw, a face clamping element and a lifting element, while for confined spaces, a compact system with clamping via a union nut is available.Depending on the application and the diameter to be machined, Horn offers Supermini inserts in three sizes (105, 109 and 110) and different blank types. All allow internal coolant supply directly to the cutting zone. The tool portfolio includes around 2,500 different standard variants of the Supermini. In addition, Horn's applications department solves users' specific machining problems with customised solutions.
The indexable inserts are screwed into a tool holder, and many of them have a fixing hole in the center to ensure a tight hold. When the cutting edge becomes dull, the insert can be flipped to expose a new edge, or it can be replaced with a fresh insert.
Over the last 35 years, the Supermini universal boring system from Horn has undergone numerous development stages and has solved problems in a variety of turning applications.
Using the DENKnet, Xactools built a series of algorithms to complete the handling and inspecting processes.
At this station, there are two positions, so two pallets can be positioned side-by-side with an area scan camera positioned above each pallet.
First, robots need different grippers, depending on the geometry of the indexable insert and the type of crucible. For example, some crucibles have long slots embedded in them to hold rectangular inserts while others have pins to hold round inserts.
Once the robot deposits the insert on the magnetic nest, it moves out of the way, and a third area scan camera moves into position above the station and snaps an image of the insert. From this information, algorithms analyze the top of the insert for defects, its position from X and Y coordinates, and rotation information.
The team used about 15-20 images for each of seven basic geometries and then additional images showing different variations within each geometry family as well as different defects of the top, bottom, and cutting edge of the inserts.
Next, the first Epson robot picks up each insert separately and holds it over a second camera—also an area scan camera. Based on this image, algorithms determine the contour of the indexable insert and if there are defects on the bottom of the insert.
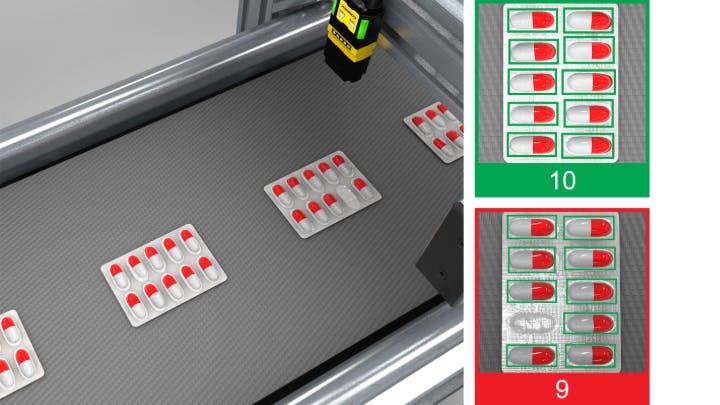
Algorithms recognize and classify each indexable insert as OK or NOK. Even tiny defects and irregularities, such as cracks or scratches, are classified as NOK.
Xactools’ team programmed a “look up” table into the software to describe what gripper to use for each geometry.
However, the neural networks were eventually able to recognize and categorize indexable inserts and any damage without new training images. "The system has been running for six months and the self-learning, global AI now recognizes parts that it has never seen before,” Krebs says.
Using these images, algorithms also detect all pins or recessed spaces in a pallet to determine if any of them are damaged. If they are, they will be skipped in the palletization process.
In general, inspection at the company takes place three times during the production process: after sintering, after grinding, and at the end before they are packaged into pallets bound for a customer.
However, parts that are OK need to be placed on a pin pallet or a nest pallet, so they can exit the inspection system and continue to the next step in the manufacturing process.
The solution from Xactools is a multi-station system housed inside a glass enclosure that is 3 x 3 m in size.

The automation and machine vision integrator, which develops measuring and testing solutions, designed and installed the custom solution in 2022 for a prominent manufacturer of indexable inserts based in Scandinavia.
Indexable inserts, which come in many shapes, are manufactured using a sintering process in which powdered metals and other materials are pressed into a shape and then sintered, or bonded together, using heat and pressure.
This helps the image-analysis algorithms determine where on the pallet the insert should go, so the second robot can place it precisely on pin or recessed space on the pallet.
To inspect the indexable inserts, Xactools developed an automated process that occurs right after sintering. "The earlier defects are detected in the process, the better and cheaper it is to rectify them," says Marvin Krebs, managing director at Xactools.
Indexable inserts come in 16 basic shapes and countless varieties within each shape category due to deviations in size, thickness, cutting edge, surface finish (matte, shiny, reflective), color, and material composition (carbide, metal).
The Scandinavian manufacturer has nearly one hundred geometry families, or subcategories, within those basic shapes, or about 2,800 different types of indexable inserts.

In the next step, the robot places the insert on a magnetic nest located at the first station at the rotary table. The nest is a flat surface with a magnet underneath that holds the indexable inserts in place.
The total cycle time per indexable insert is four seconds and the system detects defects as small as one thousandth of a millimeter.
Other machine vision components include a 1 x 1 m LED lighting screen from Planistar Lighting Technology GmbH (Himmelstadt, Germany) and a multi-GPU computing stack and industrial monitor that sit directly outside the system.
Although there are more than 100 geometry families, the training went smoothly, Krebs says. Because the DENKnet software is already trained on underlying features of basic shapes, Krebs and his team trained the neural networks with a small number of images.



 18581906093
18581906093