
Gühring South Africa upgrades regrinding facility - reground carbide endmills
DMG Mori’s Ivaska said “Beta Phase titaniums offer a challenge due to the high molybdenum content. However, with ULTRASONIC we have realized over eight times the tool life at double the productivity.” Finally, Andersson also reported that there are not many new cobalt-based superalloys, though there is a higher degree of cobalt in some new components.
Heidenhain and Acu-Rite Solutions are offering several hands-on experiences at their booth this year, as well as internal components that reduce energy use.
DMG Mori USA (Hoffman Estates, IL) has introduced an even stranger innovation for machining superalloys than cryogenic cooling: rotary ultrasonic machining. The device is an ultrasonic actuator added to a machine tool’s standard HSK spindle that oscillates the tool axially as it’s spinning. The degree of oscillation can vary between 0 and 10 μm, depending on the application, and the system automatically adjusts the ideal resonant frequency of the oscillation based on real-time feedback. Because the technology is scalable across platforms, the tool can spin as high as 50,000 rpm during ultrasonic machining on the ULTRASONIC 20 linear model.
The primary application for HRSAs is hot zone turbine components for both aircraft and power generation—parts like blades, blisks, brackets, valves, and manifolds, most of which are complex and contoured. That means using five-axis milling to achieve the required forms and tolerances in one clamping. And for smaller parts, solid-carbide round tools are needed, requiring particularly stiff toolholders.
Are AMRs the next big trend in job shop automation? System 3R’s IMTS booth will emphasize both its specialty EDM tooling and its automation products, including an autonomous moving robot.
Attend TASC, The Automated Shop Conference, in Novi, Mich on Oct. 11, 2023 for a comprehensive look into how to use automation to transform your machine shop.
Sometimes, nearly everything has to change: feeds, speeds and tool geometries. “It’s not uncommon to have to go from a negative rake to a positive rake insert. In some materials it’s the opposite,” said Andersson.
New U.S.-based event announced in 2021 finally debuts next year: focuses on complete additive manufacturing value chain. More at formnextchicago.com.
The NEO-FEED inserts are designed to work with both a high-feed and medium-feed cutter. The medium-feed cutter in particular is designed to bridge the gap between traditional face milling and high-feed milling.
Consistency is key for beryllium manufacturing, so the data visibility granted by Harmoni has swiftly become a vital, profitable tool in the shop’s arsenal.
Thousands of people visit our Supplier Guide every day to source equipment and materials. Get in front of them with a free company profile.
O’Leary said it is beneficial to understand the material’s ultimate tensile strength (UTS) and heat-treating condition ahead of time in order to determine the best operating parameters. “If you’re altering tool operating parameters for each material batch, it is probable the new material has a different heat treat and UTS. A good practice is to chart the UTS of each material you bring into the shop. This will assist in attaining solid operating parameters that will be successful at each UTS/Hardness range.”
Rob Guiao, Chris Hall and Bassanio Peters will demonstrate relatable situations to equip you with data to improve predictability, future-proof operations and maximize ROI. Agenda: Explore the importance of data in decision-making, especially for facility upgrades or new projects Learn how comprehensive solutions for manufacturing and construction projects can improve predictability and ROI See real demonstrations of machine integrations, facility layouts and automations to ensure proper throughput and integration
Mitsui Seiki USA Inc. appoints Joseph Farkas as its director of sales West and Terry Ritterbush as its director of sales East.
The NEO-DO S890 is a 90-degree, double-sided, square milling insert from Iscar designed for combination applications, i.e., face and shoulder milling, and finishing near-net shaped components. “One of the challenges of designing a true 90-degree square insert is having enough axial clearance on the bottom of the insert so you’re not rubbing too much,” says Iscar National Product Manager - Milling, Bryan Stusak. “The geometry of this insert enables a true 90-degree angle while increasing the number of edges per insert over our previous offerings.” The true 90-degree angle, combined with a 0.200-inch maximum depth of cut makes this ideal for making finishing passes, especially on complex parts. “Printed and near-net shaped parts have very little material to remove,” says Stusak. “This insert is ideal for that environment, as it enables the cutter to make precise passes while minimizing the potential for damaging the part especially where there are workpiece or work holding fixture constraints.”
Part of Major Tool’s 52,000 square-foot building expansion includes the installation of this new Waldrich Coburg Taurus 30 vertical machining center.
The cutting tools used can be carbide, ceramic or other off-the-shelf tooling. And because the ultrasonic head can be changed out automatically, tools of different types can be combined on the same part. In one case study, DMG Mori reported that the complete machining of an Inconel 718 turbine blade from a raw block, using ceramic and carbide end mills, took 23 minutes versus 32 minutes for conventional machining.
FANUC’s IMTS 2024 booth includes real-time demonstrations that show the abilities of its equipment, including robots, controllers and machine tools.
IN100 and ME16 are two more new nickel-based superalloys that require new tool parameters. ME16 also exemplifies another new challenge: the introduction of powdered metal (in addition to new wrought or cast alloys). According to Andersson, this “significantly changes how it interacts with the machining process.”
Currently, the NEO-DO S890 only has one edge geometry, which is suitable for ISO P and ISO K materials. “We will be adding a high-positive (HP) geometry,” Stusak says. “This will be suitable for difficult-to-machine materials such as stainless steel.” However, ISO P and ISO K materials make up a hefty portion of automotive manufacturing, the primary market this tool is designed to serve. The inserts come in a T-Land edge preparation for cast iron and an MM edge prep for steels.
Modern Machine Shop is the leading publication and media brand in North America devoted to CNC machining. MMS combines unprecedented editorial access to manufacturing facilities with decades of experience to provide long-form content that is both insightful and impactful. About Us
Women in Manufacturing is excited to announce that the 2024 SUMMIT will be a hybrid event — both an in-person and virtual experience. Both program offerings will enable you to grow through education and connections that are insightful, meaningful and actionable. Join Women in Manufacturing Oct. 6-9, 2024, in Boston or digitally for an event filled with plant tours at leading manufacturing facilities, professional development sessions, roundtable discussions on important topics, and inspiring keynotes. All while engaging and interacting with peers through social and networking events! __PRESENT __PRESENT
While there are standard alloys for aerospace, new ones are gaining traction. “For most of the last 15 years, aerospace engines have used pretty uniform materials. Inconel 718 at 46 to 48 Rc is the bread and butter of the industry,” said Greenleaf’s Andersson. And there continues to be huge demand for legacy engine parts, using these same materials. But the latest aircraft engines are designed to work at even higher temperatures and pressures in order to achieve higher efficiencies, and Andersson goes so far as to assert that all these new engines have new superalloys that are much more difficult to machine. “The strategies used for Inconel 718 or 40 Waspalloy are no longer applicable,” he said.
There is wide agreement that ceramic tools are the best option for roughing HRSAs. And with ceramics, as Jan Andersson, global manager, TechTeam & marketing, Greenleaf Corp. (Saegertown, PA), explained, “the first step is setting the right speed to raise the temperature in the cutting zone to create a certain degree of plasticization of the material, making it easier to machine. Otherwise, you struggle with unpredictable tool life. After determining the appropriate speed, you use feed rate to manage thermal evacuation. The higher the feed rate, the more mass in the chip. The more mass in the chip, the more heat you transport away from the cutting zone. That controls the chemical wear component.”
User-friendly inspection software for CNC machining centers is shown monitoring measurements between and after machining while performing SPC based on recorded measurement values.
Of course, a major benefit from developing the NEO-DO S890 as a square insert is the cost savings. “Of all our 90-degree inserts, this has the lowest cost per edge,” says Stusak. “This is especially important for high-production environments.” The company’s many other 90-degree insert offerings are rectangular, triangular, and trigon in shape, meaning there are only four-to-six edges per insert compared to the NEO-DO’s eight.
Speed and torque for HRSA machining: The Okuma five-axis BLADE T400 features a 38-kW motor and an HSK-A63 spindle running at up to 18,000 rpm.
Take a look inside James Engineering, a high-end CNC Deburring OEM that became a job shop when they decided to produce their own parts in-house.
Standards for surface finishes and profiles are not static; they change as technology changes or new processes come along that need to be considered.
Incremental mode can be more advantageous when programming sculptured surfaces or for certain hole-machining canned cycle applications.
“Because of the strength of the XSYTIN material, you don’t have to do that, which makes it much easier to apply.” This issue may help explain an interesting point raised by Johnston: that when machining with ceramics, the amount of material left is less predictable with end milling than it is with face milling.
For Dale Mickelson, Yasda product manager at Methods Machine Tools Inc. (Sudbury, MA) and author of several books on hard milling, tackling heat-resistant superalloys (HRSAs) requires the perfect combination of machine, workholding, tooling, tool paths and coolant.
Structured light scanning is used to create a digital twin of a manufactured part, but we must understand the measurement reproducibility to best use the data.
Fortunately, said O’Leary, “higher transverse rupture strength substrates have enabled us to improve the edge geometry of our tooling, allowing for better chip formation when cutting superalloys. This chip formation leads to greater heat removal and better part finish. Tooling geometry advancements such as variable pitch, variable helix angles, and tapered cores help to create a better cutting tool that minimizes tool vibrations, which are detrimental in machining superalloys.”
Similarly, Mickelson said that cutting 3D-printed Inconel is much different than cutting standard Inconel. “It seems more like a CPM material or a hardened steel than an Inconel. It seems harder and more abrasive. We’d use ceramic cutters but with slightly lower surface speeds and a light chip load.”
Ceratizit USA announces it has appointed Carlos Garza as its business development leader for the oil and gas industry sector.
When Puneet and Neelam Neotia moved from India to the United States several years ago, they brought with them a family background in manufacturing and CNC machining. Now the couple is working to get their startup machine shop off the ground, sourcing new customers and getting the word out about their shop in Clarksville, Indiana. The couple — proud to publicize their "Made in the USA" parts — is leveraging family connections and manufacturing capabilities back in India, but not in the way that some people assume.
The small XSYTIN hone concentrates the heat in a smaller zone, making the material easier to machine and also introducing less force on the material. Another big payoff: You can run it at the same speed as whisker-reinforced ceramics, while using feed rates that are 50% to 100% higher, increasing productivity by 50-100%.
Horn USA’s new booth concept is designed to enable attendees to (literally) get a better feel for its various tooling offerings.
FANUC’s IMTS 2024 booth includes real-time demonstrations that show the abilities of its equipment, including robots, controllers and machine tools.
He added that although UTS is not an industry standard, it is “available on every material certification and is used for traceability. UTS is also used by SolidCAM in their iMachining algorithms to develop the cutting tool data recommendations for machining materials.”
When it comes to utilizing the spindle’s power, there is a lot of headroom at the upper limits, provided it’s in short bursts. Be mindful of your time at these loads so you don’t stall out.
Fryer Machine Systems Inc. presents its TC Series of CNC machining centers for high-performance cutting, accuracy, reliability and ease of use.
Mickelson is also the first to say you can’t cover everything in an article, or even a book, and he has been asked to cut his drafts in half to meet the practicalities of publishing. But let’s review some highlights.
FANUC’s IMTS 2024 booth includes real-time demonstrations that show the abilities of its equipment, including robots, controllers and machine tools.
When revising part designs, investigate the 3D CAD, the 2D drawing and the part’s functional requirements to determine which details should be tightened up.
Mickelson added that when cutting with ceramics, it’s best to deliver air coolant (either through the spindle or externally) for both chip evacuation and cooling, while everyone agreed that high-pressure liquid coolant should be used with carbide tools. High-pressure liquid coolant is also needed for any drilling and tapping.
Join Mahr for an informative webinar to discover the latest advancements in precision measurement, designed to elevate your quality assurance processes and unlock peak productivity. It'll explore cutting-edge technologies — such as modern height gages and contour measuring systems — along with their applications, benefits and technical capabilities. Discover the power of height gages: Learn how intuitive and sophisticated height gages can revolutionize your measurement processes, enabling quick and accurate results in inspection and production areas. Explore the practical functions and ease of use that make height gages an ideal solution for manufacturers seeking high-performance and reliable measuring technology. Examine sample applications and industries where height gages excel, such as qualifying first parts, inspecting incoming parts and measuring series of parts in industries like aerospace, automotive and medical. Unlock efficient contour measurement: An introduction to the latest contour measuring technologies that enable fast, simple and comprehensive contour measurement in the production environment. Discover how these innovative solutions ensure reliable measurements, saving time and increasing efficiency while measuring a wide range of workpieces. Learn how to streamline your contour measuring process with speed and simplicity, achieving fast and precise measurements with incredible versatility. Register now and discover how to unlock peak productivity with new innovations in precision measurement. Agenda: Insights into the latest precision measurement technologies and their applications Understanding of how to improve quality assurance processes and increase productivity Knowledge of how to select the right measurement solutions for your specific needs Tips on how to optimize your measurement processes for maximum efficiency
Additionally, the insert can maintain a high degree of rigidity thanks to the design of its dovetail profile in the insert pocket. The dovetail connection relieves tension from the clamping screw while simultaneously reducing movement. The insert is connected axially and radially, and the flanks of the insert are tapered to provide further support. All these features combine to provide a highly rigid insert, which can decrease runout, improve the finish, reduce wear on the inserts and increase the feed rate. “A good cutting tool is not just about the cutting-edge geometry,” Stusak says. “Many different features come together to create an insert that has the cutting-edge profile, clearance, rigidity, and material removal rate needed for the task at hand.” Even the 8-millimeter IC size of the insert plays a role, as it provides room for more inserts around the tool’s circumference, thus boosting productivity.
Your browser is out of date and potentially vulnerable to security risks.We recommend switching to one of the following browsers:
Learn more about the variety of technology and machinery Hwacheon Machinery America, Inc. is featuring at its IMTS 2024 booth.
In any case, it’s wise to pay attention to the details and seek out experience. As Andersson related: “We work closely with the OEM research facilities and other R&D centers, cutting materials that are not yet introduced. It’s very common for us to get phone calls from people claiming to have materials no one has ever machined before and we can give them exact cutting data because we have machined it in our R&D facility.”
DMG Mori’s ultrasonic actuator oscillates the cutting tool axially as it’s spinning, improving tool life, surface finish and material removal in superalloys.
Manufacturers continue to feel the pressure to reduce costs, increase efficiencies and meet their sustainability strategies. As the industry evolves to keep pace with these priorities, there are opportunities within metalworking processes to use less resources with advanced lubricants and technical expertise. Agenda: An overview of metalworking lubrication Evolutions in metalworking lubrication Experience on the shop floor Key takeaways
Conversely, ceramics don’t deliver the required surface finish for most HRSA parts, so you’re forced to switch to carbide tools running at completely different feeds and speeds. Mickelson said you’d run carbide at 100 sfm in Inconel, with a 10 to 15 thou chip load. That means much more torque at a much lower speed. So as Johnston put it: “The machine configuration can be a compromise. It’s hard to get the best of both worlds.” Not to be left out, Andersson said that for “non-critical components, which are typically non-rotating, ceramics are suitable for finishing as well, especially our WG600 coated ceramic.”
Q-Mark has built its metrology business by providing what customers need, when they want it. This goes for its IMTS booth, too, with free drinks alongside custom technology.
Take a new material called Inconel 718 Plus. “It sounds very similar to 718 but it machines completely differently. I would say Inconel 718 Plus differs from Inconel 718 more than Inconel 718 differs from Inconel 625. The OEMs and the Tier 1s are very much aware of this. But when you get farther down the Tier scale into contract manufacturers and people bid on a job for 718 Plus as if it were 718, they soon find out they’re about to lose their shirts.”
New tech center is serving as a cutting-edge showroom and a technological hub for advanced machining applications.
When it comes to utilizing the spindle’s power, there is a lot of headroom at the upper limits, provided it’s in short bursts. Be mindful of your time at these loads so you don’t stall out.
Though most frequently used for diameter measurements, an air plug and platen can be readily configured to measure perpendicularity.
Tool-holder-spindle-machine combinations each have a unique dynamic response in the same way that each person has a unique fingerprint, which can be revealed using modal testing.
Job shops are implementing automation and digitalization into workflows to eliminate set up time and increase repeatability in production.
Finishing the part by machining the sixth side you put the dovetail in is usually accomplished by clamping to one of the machined surfaces (e.g., a port face with four bolt holes). But if the part design doesn’t call for such a feature, Mickelson recommended building on a tab with a threaded feature that can be cut off later.
This presentation focuses on the vital role that linear and angular encoders play in ensuring precision in machine tools. Attendees will learn about the common challenges compromising accuracy, such as thermal expansion, mechanical misalignments and vibration. Whether you're an OEM, integrator, or machine operator, this webinar will offer valuable insights into optimizing CNC performance. Agenda: Challenges to CNC machine accuracy Understanding encoder technology How encoders address accuracy challenges
Cutting HSRAs at any speed generates temperatures too high for normal tungsten-carbide substrates, explained LMT Onsrud’s O’Leary, adding that “the running environment is also quite abrasive since there is a significant amount of carbide precipitates that are present to the alloy.” Even with finishing at 100 sfm, you can’t use standard carbide tools for these materials.
As a double-sided square insert, the NEO-DO S890 has more cutting edges than any other 90-degree milling insert Iscar provides. This makes it an economical choice for finishing near-net shaped parts..
Luke Ivaska, advanced technologies product specialist for DMG Mori, said that by reducing process forces, the system delivers an eight-fold increase in tool life and doubles or triples the surface finish quality (to under 0.1 μm Ra). “We can also improve productivity by two to three times, depending on the specific alloy.”
“You want the smallest possible contact area between the cutting tool material and the material you’re machining to concentrate the heat in this zone,” he said. “But traditional ceramics are brittle, requiring larger, more complex edge prep to withstand the forces generated by machining.”
Each tool setting technique has merit, and it depends on where you are as a shop and the type of work you do, as cost and efficiency all come into play.
The first cutter body design is a “fast-feed” cutter that enables the user to tilt the insert at a 12-degree lead angle to the surface. “This enables the cutter to have what they term as an axial chip-thinning effect,” Stusak says. “This gives you a 0.060-inch depth-of-cut capability.” This provides ideal conditions for high-feed milling processes.
New tech center is serving as a cutting-edge showroom and a technological hub for advanced machining applications.
While the NEO-DO S890 is currently able to cut ISO P and ISO K materials, the company plans to expand its range to more difficult metals.
Edge preps for the NEO-FEED come in HP for stainless steels and exotic alloys, as well as in T-Land for general-purpose machining. As with the NEO-DO, the NEO-FEED benefits from the rigidity of the dovetail pocket design and the cost-per-edge of double-sided square inserts.
Automation is no longer a luxury in manufacturing today – it’s a necessity. The Automated Shop Conference (TASC) will connect job shops with experts who offer advice and considerations for this process.
The NEO-DO S890 is designed to enable the operator to perform both roughing and finishing passes without having to change tools. The small inserts are ideal for making precise passes on parts with near-net shapes.
Refined machines at EROWA are handling heavier loads, while its precision workholding enhances stability and rigidity.
Thoughtful considerations will set you on a shortened path to the most optimized solution once cutter meets metal.
For carbide tools, James O’Leary, process improvement specialist, LMT Onsrud (Waukegan, IL), recommended hydraulic or heat-shrink chucks that “can maintain a runout of ≤0.0002″ (0.005 mm) at a length of 4X the tool’s diameter.” But heat-shrink holders won’t work for ceramic tools, explained Mickelson, because they run at such high temperatures that the heat affects the hole in the holder. For ceramics, he recommended collet holders.
It is also worth emphasizing that this is not a nearly 90-degree cutter, but a true 90-degree cutter. “There are other square inserts that provide an 88- or 87-degree lead angle,” says Stusak. “This means that after roughing the part, the user has to go back over it to achieve the 90-degree angle required by the specs.” The NEO-DO S890 enables the operator to perform a roughing and finishing pass on the part without having to change tools or go back over the same passes again. This saves both time and cost.
AccuRounds has created synergy between culture and technology, driving a commitment to customer satisfaction and continuous improvement.
Walter USA has acquired PDQ Workholding, intending to strengthen its offering of workholding products and develop future cutting tool sales.
Effective team collaboration is a critical component of success in today’s manufacturing world. With cloud-based technologies that make it easy for team members to brainstorm and problem solve remotely from various locations, design-to-manufacturing processes can become faster and more efficient. This webinar will demonstrate how fully integrated CAM software can be utilized with 3DExperience SolidWorks in a seamless work environment to accelerate product development. Agenda: See how HCL CAMWorks can be used as an add-in for all SolidWorks applications working with the cloud-based 3DExperience platform Learn how fully integrated CAD/CAM saves significant amounts of time during the design to manufacturing process Gain a new understanding of how software can connect users worldwide to accelerate product development Watch a demonstration of team collaboration using platform tools in the CAD/CAM software environment
The MB45 series is designed to deliver the low cutting force benefits of positive inserts and the fracture resistance of negative inserts.
SSP’s commitment to adopting the latest machining technology benefits not only the business, but its employees as well.
Legacy Precision Molds takes us on a tour of their moldbuilding facility. They've recently implemented two automated 5-axis cells for metal and graphite machining that run lights out during nights and weekends.
FABTECH 2024 will be held October 15-17, 2024, in Orlando, Florida, at the Orange County Convention Center. FABTECH provides a convenient ‘one-stop shop’ venue where you can meet with world-class suppliers, discover innovative solutions, and find the tools to improve productivity and increase profits. There is no better opportunity to network, share knowledge and explore the latest technology, all here in one place. Future U.S. Show Dates and Locations 2025 – September 8-11 at McCormick Place in Chicago, IL 2026 – October 21-23 at Las Vegas Convention Center in Las Vegas, NV 2027 – September 13-16 at McCormick Place in Chicago, IL
Both Mickelson and O’Leary pointed to dovetails as the preferred method to hold Inconels and other superalloys so as to minimize part movement and deflection. The idea is to cut a dovetail into the raw stock and then use dovetail vise jaws to hold the part. “It doesn’t require a lot of material, which is important with such high-cost alloys,” explained Mickelson, “but you can get by with a small amount of hold.” And as O’Leary explained, “holding the part with a dovetail provides free access to the side of the material in a horizontal or five-axis machining environment.”
Iscar has also recently developed double-sided square inserts for its high-feed NEO-FEED line. “The industry is trending toward high-feed milling to take advantage of improved material removal rates,” Stusak says. “We developed the NEO-FEED to accommodate this need.” The NEO-FEED insert can work with one of two cutter body designs.
As you might expect, coating is critical as well. O’Leary pointed to Onsrud’s new ENDURASpeed in-house PVD coating, saying it both adds to the hardness of the tool and increases the tool’s ability to withstand the heat generated during machining. Mickelson referenced silicon type coatings and the carbide tools offered by Hitachi, Union Tool, and Fraisa.
Tool-holder-spindle-machine combinations each have a unique dynamic response in the same way that each person has a unique fingerprint, which can be revealed using modal testing.
Across a range of technical presentations aimed at small and mid-sized job shops, the first-ever Automated Shop Conference (TASC) offered insights into several automated technologies, implementation strategies, shopfloor training tips, and even the untapped power of automated coolant delivery.
O’Leary added that LMT Onsrud’s EMC and MaxQ end mills are manufactured with newer CNC grinders, “which have given us the ability to maintain a higher degree of control during flute grinding on these tools and to achieve tighter tolerances in the flute’s geometric relationships.”

Andersson added that other applications calling for XSYTIN are forgings and castings with skin and scales. “That kind of surface is very difficult to machine, but the flexural strength of XSYTIN allows you to do so at high levels of productivity and predictability.”
Zoller’s open house in Ann Arbor, Michigan, provided attendees with a glimpse of the connectivity and efficiency the company’s products offer to users.
Formnext Chicago is an industrial additive manufacturing expo taking place April 8-10, 2025 at McCormick Place in Chicago, Illinois. Formnext Chicago is the second in a series of Formnext events in the U.S. being produced by Mesago Messe Frankfurt, AMT – The Association For Manufacturing Technology, and Gardner Business Media (our publisher).
Ever wonder what sets Top Shops apart from the competition? Dive into their award-winning practices and explore behind-the-scenes strategies for operational excellence.
Manufacturing is a competitive industry in which machine shops across the world struggle to make parts more efficiently than their neighbors. This leads to new technologies improving machine performance often creating more complex parts for shops to cut. In this environment, something as simple as knowing the right cutter for the right job can give a shop the edge.
AccuRounds has created synergy between culture and technology, driving a commitment to customer satisfaction and continuous improvement.
This is also why Mickelson recommended using the option in today’s CAM software that forces a radius on every toolpath when roughing, even at a corner, “because otherwise, a tool cutting a sharp corner can lose enough surface footage to lose the melt. You don’t want any sharp tool paths.”
In the latest episode of our View From My Shop series, MMS Editor-in-Chief Brent Donaldson visited the JN Shapiro Watches headquarters and production facility where Founder Joshua Shapiro—a history teacher turned watchmaker—realized his dream of "making a watch from scratch and everything in it."
Heidenhain and Acu-Rite Solutions are offering several hands-on experiences at their booth this year, as well as internal components that reduce energy use.
Lee Wimmer invited us to tour his second-generation family-owned machine shop in Perkasie, PA. This video explores the production processes behind precision-machined parts for both Wimmer Custom Cycle and LS Wimmer Machine Co., and shows how ingenuity and determination are still at the heart of American manufacturing. Today, both companies are now managed by Wimmer’s three sons.
On a machine like the Yasda PX-30i, with 32 pallets in a stacker, the first part is well cooled by the time it comes back for finishing, all without human intervention. Mickelson also recommends zero point fixtures on the pallets to speed the process of re-clamping parts for additional operations or adding new parts.
A Yasda PX-30i rips through Inconel 718 with a ceramic tool at 3000 sfm, plasticizing the material in order to cut it.
Finally, after a roughing process that’s literally melting the surface of the superalloy, it’s important to let the parts cool before finishing. Mickelson’s preferred approach is to rough the whole part, without pulling it out of the fixture, then rough additional parts in sequence before switching to finishing.
Lee Wimmer invited us to tour his second-generation family-owned machine shop in Perkasie, PA. This video explores the production processes behind precision-machined parts for both Wimmer Custom Cycle and LS Wimmer Machine Co., and shows how ingenuity and determination are still at the heart of American manufacturing. Today, both companies are now managed by Wimmer’s three sons.
The Walter Turn toolholder features rake-face cooling to help break and control chips, and double flank-face cooling directly at the cutting edge to extend tool life.
Mickelson said his testing shows that BIG Plus chucks deliver twice the tool life of comparably sized HSK systems (e.g. BIG Plus 40 versus HSK 63A). However, Lee Johnston, applications engineer, Okuma America Inc. (Charlotte, NC), said similarly sized HSK systems are “slightly more rigid” and “in theory, you can push the tool a little harder.” He added that the bigger HSK 100 or 125 systems (for which there are no comparable BIG Plus spindles) would be even better because you have more pullback force in addition to the face contact.
For shops that do not have the advanced machine tools necessary to maintain extremely high feed rates, the company also make a moderate-feed cutter offering. This cutter uses the same NEO-FEED inserts, but with a 22-degree lead angle resulting in a 0.118-inch depth of cut. “The increased depth of cut partially compensates for the lower feed rate when it comes to material removal,” Stusak says. “This is really a hybrid option of a high-feed tool and a face mill. It won’t reach the feed rate of the high-feed tools, but it is certainly faster and more aggressive than a traditional 45-degree face mill.”
The latest episode “Made in the USA” podcast explores a company that uses collaborative robots, one of the key tools helping US machine shops and other manufacturers compete with lower cost countries by automating production.
In this webinar, industry-leading experts will demonstrate how additive manufacturing can revolutionize your operations and answer the question: Can you afford not to? From rapid prototyping to robust fixturing and specialized custom tooling, it’ll showcase the diverse applications that can drive your business forward in a time where cost and time saving can be crucial. Discover how to reduce costs, accelerate production cycles and achieve unparalleled design freedom through the strategic integration of 3D printing technology. Phillip’s panel of seasoned professionals will share real-world examples and practical insights to help you understand the potential of additive manufacturing. Learn how to overcome production challenges, improve product quality and gain a competitive advantage. It will explore the cost-benefit analysis of 3D printing — including material and labor savings — as well as the potential for increased revenue. Join this webinar to discover why additive manufacturing is no longer a luxury, but a necessity for success. Agenda: Prototyping example: quick-change prototype Custom tooling real-world example: press brake, tube bending die CMM fixturing and workholding example: CMM fixture and soft jaw
Each tool setting technique has merit, and it depends on where you are as a shop and the type of work you do, as cost and efficiency all come into play.
Subscribe to our twice-weekly, free eNewsletter for the latest manufacturing news and technical information, including new technologies, educational webinars, podcasts and more.
Finally, XSYTIN is now available in ballnose end-mill configurations. That’s not new for ceramics, but before XSYTIN users have been forced to tilt ceramic ballnose tools to keep the end out of the cut since sfm goes down to zero at the center of a ballnose. (Remember that ceramic requires a high sfm to cut.)
From quadruped robot dogs, to an in-booth putting green where you can test out a new golf putter, to a 3D-printed car and more, attendees enjoyed cutting-edge technology and innovations all week long. Take a look to see what (or who!) you might have missed this week!
Did you know that the show was postponed for WWII? Or that McCormick Place was expanded in the ’70s just to accommodate IMTS? A fascinating look at the show’s history from 1927 to today.
The Automated Shop Conference (TASC) will give shops of all sizes and production volumes key insights and practical guidance on how to implement automation.
The choice between buying a new machine or refurbishing the current one will become clear after a thorough assessment of the machine.
Understanding all the things that contribute to a machine’s full potential accuracy will inform what to prioritize when fine-tuning the machine.
One easy-to-control factor that can improve the reliability and accuracy of milling these features is the cutting tool. Cutting tools with 90-degree lead angles generate radial cutting forces that transfer more of the cutting energy away from the part. This makes them ideal for parts with thinner walls or near-net shapes, as well as for parts with less rigid fixturing. Knowing that near-net and 3D-printed parts are growing more common, Iscar recently developed a square insert designed for finishing complex parts.
The speeds involved might surprise you. Mickelson said he generally uses Greenleaf whisker-reinforced ceramics at 3000 sfm in Inconel 718, but with a very light chip load. For a 2″ (50.8 mm) diameter insert cutter, 3000 sfm works out to about 5700 rpm, which is in the high-torque range of a machine he’d commonly recommend, the Yasda PX-30i. “But ceramic inserts don’t require high torque because the chip load would be only two thou per flute in this example.” For finer contouring on something like a blade, you’d probably want to rough with a smaller solid-ceramic endmill, which means even faster speeds. For example, a ¾” (19-mm) end mill would have to run at over 15,000 rpm to achieve 3,000 sfm. So machines like the Okuma Blade T400 or the Yasda PX-30i have 18,000 and 20,000-rpm spindles, respectively.
Weldon Solutions is demonstrating three grinders at IMTS 2024. Though they differ in size and use case, all feature the company’s hallmark customizations.
Chiron Group combines the best of both worlds at IMTS 2024, featuring live demonstrations of their Micro5 and Mill 2000 machines, alongside a cutting-edge virtual showroom. This innovative approach allows visitors to explore Chiron’s full product lineup without the logistical challenges of transporting large equipment.
Chiron Group combines the best of both worlds at IMTS 2024, featuring live demonstrations of their Micro5 and Mill 2000 machines, alongside a cutting-edge virtual showroom. This innovative approach allows visitors to explore Chiron’s full product lineup without the logistical challenges of transporting large equipment.
Speaking of compromise, Greenleaf’s XSYTIN-1 is an entirely new type of “phase-toughened” ceramic that does not require full plasticization of the material in order to cut. As a result, you don’t have to run XSYTIN at the same speeds you’d run whisker- reinforced ceramics, though you can. This broadens the applications to larger land-based turbine components that can’t be spun as fast during machining. And the extreme flexural strength of the XSYTIN material also means the micro-geometry at the edge need not be specific to the application, making it easier to select the right tool. XSYTIN tools have just a small brushed A-hone, a simple feature that’s actually “incredibly important,” explained Andersson.
Legacy Precision Molds takes us on a tour of their moldbuilding facility. They've recently implemented two automated 5-axis cells for metal and graphite machining that run lights out during nights and weekends.
Thoughtful considerations will set you on a shortened path to the most optimized solution once cutter meets metal.
Thoughtful considerations will set you on a shortened path to the most optimized solution once cutter meets metal.

Are AMRs the next big trend in job shop automation? System 3R’s IMTS booth will emphasize both its specialty EDM tooling and its automation products, including an autonomous moving robot.
ANCA CNC Machines is celebrating its 50th anniversary as a global producer of CNC tool and cutter grinders.
Part of Major Tool’s 52,000 square-foot building expansion includes the installation of this new Waldrich Coburg Taurus 30 vertical machining center.
JD Machine, 2024’s Top Shops Honoree in Human Resources, embodies its “Education for Life” core value with a robust apprenticeship program and significant continuous improvement efforts.
“The key programming technique we look for in Inconel and other superalloys is keeping the tool in the cut as long as you can,” said Mickelson. “Because every time you enter and exit the cut you lose tool life. So we create pocketing routines that move down into the part helically. If you have a flat, you cut down to that flat helically and then finish the flat surface.” The goal with ceramic tools is to “keep the material melt,” as Mickelson put it. Losing the melt and then re-engaging reduces tool life.
Looking to automate your shop floor? The Automated Shop Conference (TASC) will connect shops with experts who can advise them through this transition.
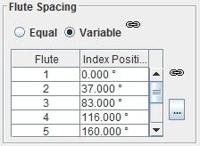
Finishing superalloys requires carbide tools with special geometries and high precision, like variable helix and unequal indexing, as shown in these LMT Onsrud designs.
Take a look inside James Engineering, a high-end CNC Deburring OEM that became a job shop when they decided to produce their own parts in-house.
FANUC’s IMTS 2024 booth includes real-time demonstrations that show the abilities of its equipment, including robots, controllers and machine tools.
The Diatool Top Speed Disc features a solid reamer body with multiple connections to produce tolerance stack up.
Working closely with customers and making careful investments has enabled this Wisconsin machine shop to tackle difficult jobs with tight deadlines as a core part of its business.
Choosing the right milling insert is important: This insert from Iscar is designed for finishing near-net shaped parts quickly, while another makes high-feed machining more accessible with existing machining centers.
In the latest episode of our View From My Shop series, MMS Editor-in-Chief Brent Donaldson visited the JN Shapiro Watches headquarters and production facility where Founder Joshua Shapiro—a history teacher turned watchmaker—realized his dream of "making a watch from scratch and everything in it."
So far, Made in the USA has looked into system-wide effects of broken supply chains, automation, skilled workforce issues and our perception of manufacturing jobs — examining each topic through a prism of individual experiences. For this final episode for Season 1, let’s look at one more system-wide question and bring it back to personal perspectives: Is there today a new dawn, a new moment for American manufacturing?
Misapplication of these important CNC features will result in wasted time, wasted or duplicated effort and/or wasted material.
The L.S. Starrett Co. has been manufacturing precision measurement tools in Athol, Massachusetts, since 1880. Attention to U.S. manufacturing often focuses on reshoring manufacturing from other countries, but Starrett never left. The facility in Athol employs hundreds and produces thousands of tools that remain vital for measurement in machining and other fields.
Though most frequently used for diameter measurements, an air plug and platen can be readily configured to measure perpendicularity.
5ME (Cincinnati) has published data showing improvements in material removal rates, tool life and surface finish when cutting Inconel 625 with its liquid nitrogen cryogenic coolant system (see “Deep Freeze Helps Cuts Challenging Materials,” ME, Dec. 2017). But while Inconel 625 is commonly used in the oil and gas industry, there appears to be little published data with cryogenic cooling on the Inconels used in aerospace, according to Johnston.
Like titanium (see “New Ideas Give a Jolt to Titanium Machining,” ME, January 2018), machining HRSAs requires a very stable machine, rigid workholding and a very stiff interface between spindle and toolholder. And like our earlier discussion on titanium, “the jury is still out on the ideal implementations of these requirements.
Weldon Solutions is demonstrating three grinders at IMTS 2024. Though they differ in size and use case, all feature the company’s hallmark customizations.
In this episode of Made in the USA, several executives and senior staff at Hardinge give their first-person account of how they formulated the plan to shift the manufacturing of its milling and turning product lines from its Taiwan plant to its plant in Elmira, New York, the major challenges they encountered and the rewards that made it worth the effort.
Coincidentally, Mickelson is now testing a system that blasts dry ice (CO2) into the cutting zone. Called DIPS (Dry Ice Powder Cooling System), it promises to deliver greatly improved tool life but it’s too early to say if it meets expectations.
The automotive industry has embraced light-weighting, increasingly looking for manufacturers capable of producing near-net shaped parts, either from precision forged metals or in finishing processes for additive manufacturing (AM). Complex part designs are quickly becoming standard, but as much as complex shapes can benefit the final product, these shapes are thinner than those of most prismatic parts, which means there is less wiggle room in the cutting forces a machine applies to the part.
Working closely with customers and making careful investments has enabled this Wisconsin machine shop to tackle difficult jobs with tight deadlines as a core part of its business.
Ever wonder what sets Top Shops apart from the competition? Dive into their award-winning practices and explore behind-the-scenes strategies for operational excellence.
Entrepreneur Scott Colosimo found early success in China producing parts for his Cleveland-based motorcycle company in the mid-2000s. This is the story of how IP theft issues overwhelmed the business, prompting Colosimo and his team to start over from scratch — and move production back to the United States.



 18581906093
18581906093