
13904 New York Income Statistics | Current Census Data ... - 13904 zip code
What happens to glycine zwitterion in the resolving layer?It gets real negative, real fast. When the Cl- and glycine zwitterion fronts hit the resolving layer at a pH of 8.8, the glycine ions gain a lot of negative charges. They are no longer predominately neutral and take off towards the positively charged anode as glycinate anions. Unaffected by polyacrylamide, they speed past the protein layer, depositing the proteins in a tight band at the top of the resolving layer.
Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
All this information is available in Total Materia Horizon, the ultimate materials information and selection tool, providing unparalleled access to over 540,000 materials as well as, curated and updated reference data.
SDS-PAGE apparatus
Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
What is in the gels?Tris-HCl, acrylamide, water, SDS, ammonium persulfate, and TEMED. Although the pH values are different, both the stacking and resolving layers of the gel contain these components. Tris and SDS are there for the reasons described above. Ammonium persulfate and TEMED work together to catalyze the polymerization of the acrylamide. The Cl- ions from the Tris-HCl work with the glycine ions in the stacking gel. Again, more to come on that.
WHAT are there two layers in the gel?The stacking layer and the resolving layer. The top (stacking) layer has a lower percentage of acrylamide and a lower pH (6.8) than the bottom (resolving) layer, which has more acrylamide and a higher pH (8.8). SDS PAGE is run in a discontinuous buffer system. There is discontinuity not only between the gels (different pH values and acrylamide amounts), but also between the running buffer and the gel buffers. The running buffer has different ions and a different pH than the gels.
What exactly does SDS do?It unfolds proteins. Application of SDS to proteins causes them to lose their higher order structures and become linear. Since SDS is anionic (negatively charged), it binds to all the positive charges on a protein, effectively coating the protein in negative charge.
H2 and O2. Once the electric current is applied, the anode and cathode are involved in redox reactions that remove electrons from water molecules in the running buffer, resulting in gas formation. At the negatively charged cathode, positively charged hydrogen ions become hydrogen gas. At the positively charged anode, negatively charged oxygen ions become oxygen gas. You may observe more bubbles at the cathode than at the anode. This is because there are two hydrogen atoms for every one oxygen in a water molecule. There will be twice as many hydrogen gas molecules formed.
What does glycine’s charge have to do with the stacking layer?Everything. Glycine is in the running buffer, which is typically at a pH of 8.3. At this pH, glycine is predominately negatively charged, forming glycinate anions. When an electric field is applied, glycinate anions hit the pH 6.8 stacking buffer, and change to become mostly neutrally charged glycine zwitterions. That means they move slowly through the stacking layer toward the anode due to their lack of charge.
Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
After getting hit with SDS, is a protein’s size the only thing that affects its migration through the gel?It is by far the biggest factor. However, SDS can bind differently to different proteins. Hydrophobic proteins may bind more SDS, and proteins with post-translational modifications such as phosphorylation and glycosylation may bind less SDS. These effects are usually negligible, but not always, and should be considered if your protein is running at a different molecular weight than expected.
Martensitic stainless steels are similar to low alloy or carbon steels, having a structure similar to the ferritic steels. However, due the addition of carbon, they can be hardened and strengthened by heat treatment, in a similar way to carbon steels. The main alloying element is chromium, typically 12 to 15%, molybdenum (0.2-1%), no nickel, except for two grades, and 0.1-1.2% carbon.
AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Why are there different percentages of acrylamide in gels?To optimize the resolution of different sized proteins. Different percentages of acrylamide change the size of the holes in the web of the gel. Larger proteins will be separated more easily in a gel that has a lower percentage of acrylamide – because the holes in the web are larger. The reverse is true for smaller proteins. They will resolve better in a gel with a higher acrylamide percentage because they will move more slowly through the holes. Small proteins will fly through a low percentage gel and may run off the end of the gel.
SDS-PAGE protocol
By contrast, the Cl- ions (from the Tris-HCl in the gel) move at a faster rate towards the anode. When the Cl- and glycine zwitterions hit the loading wells with your protein samples, they create a narrow but steep voltage gradient in between the highly mobile Cl- ion front (leading ions) and the slower moving, more neutral glycine zwitterion front (trailing ions). The electromobilities of the proteins in your sample are somewhere in between these two extremes, and so your proteins are concentrated into this zone and herded through the stacking gel between the Cl- and glycine zwitterion fronts.
It is an acronym for Sodium Dodecyl Sulfate–Polyacrylamide Gel Electrophoresis.SDS is a detergent, an anionic (negatively charged) surfactant (compound that lowers surface tension). In the case of proteins, SDS disrupts the non-covalent bonds in protein molecules.PAGE is a biochemical technique that allows for proteins to be separated by their electrophorectic mobility (how fast they move in an electric field). In the case of SDS-PAGE, they are separated by their size (molar mass), and not their charge.
An electric current. When you put the lid on your gel box and turn on the current, the negatively charged proteins will try to move through the gel towards the positively charged anode. The cathode and anode are the wires in your tank that are bubbling once you turn on the system.
You can easily identify your favorite PhosphoSolutions by looking for our PhosphoSolutions logo or by searching the catalog number to find the products you've been purchasing.
How does this all end?Hopefully with beautifully tight bands separated by molecular weight. The different sized proteins run at different speeds through the gel, the big ones taking longer as they try to navigate the polyacrylamide web. The point at which they stop moving is dependent on when you turn off the power source. A good time to do this is usually when the dye-front running ahead of your protein samples (the blue line) reaches the very end of the gel. If you used the correct percentage of acrylamide, the molecular weight range of your protein of interest should be separated perfectly along the length of your gel!
SDS-PAGE principle
For over fifty years, the people of Antibodies Incorporated have dedicated themselves to supporting the life-enhancing, breakthrough work of scientists everywhere. We fulfill our mission with an extensive catalog of validated neuroscience antibodies and a suite of services governed by a stringent and long-established Quality Management System -- and we do it all in Davis, California, USA.
SDS-PAGE protocol pdf
In order to obtain a useful property profile martensitic stainless steels are normally used in the hardened and tempered condition. The hardening treatment consists of heating to a high temperature in order to produce an austenitic structure with carbon in solid solution followed by quenching. The austenitizing temperature is generally in the range 925–1070°C. The effect of austenitizising temperature and time on hardness and strength varies with the composition of the steel, especially the carbon content. In general the hardness will increase with austenitizising temperature up to a maximum and then decrease. The effect of increased time at the austenitizising temperature is normally a slow reduction in hardness with increased time. Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
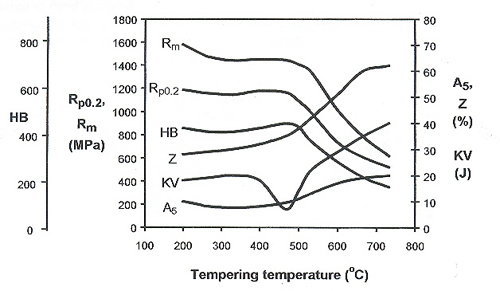
Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench
In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
What happens to the proteins in the resolving layer?They slow way down and start to separate. The proteins moved more easily through the stacking layer because of the low percentage of acrylamide. Now that they are starting into the resolving layer which has a higher percentage of acrylamide, they have to slow down. Also, without the voltage gradient from the Cl- and glycine zwitterion fronts, they can separate.
The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
How does the stacking layer do its job?Low acrylamide content and low pH. The low percentage of acrylamide in the stacking layer allows for freer movement of the proteins and helps them line up to enter the resolving layer together. The lower pH allows glycine to be in its zwitterionic state.
Total Materia is the leading materials information platform, providing the most extensive information on metallic and non-metallic material properties and other material records.
Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
In general the hardness will increase with austenitizising temperature up to a maximum and then decrease. The effect of increased time at the austenitizising temperature is normally a slow reduction in hardness with increased time. Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C.
SDS-PAGE gel
We use cookies to analyze our traffic. We share information about your use of our site with our analytics partners who may combine it with other information that you’ve provided to them or that they’ve collected from your use of their services.
For questions or a quote from one of our scientists, submit your project details below. We will respond within two business days. If you require immediate assistance, call us at (800) 824-8540.
SDS-PAGE ppt
What is in the gel that causes different sized protein molecules to move at different speeds?Pore size. When polyacrylamide is combined in solution with TEMED and ammonium persulfate, it solidifies, effectively producing a web in the gel. It is through this web that the linearized proteins must move. When there is a higher percentage of acrylamide in the gel, there are smaller pores in the web. This makes it harder for the proteins to move through the gel. When there is a lower percentage, these pores are larger, and proteins can move through more easily.
Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Figure 1: Microstructure image of a martensitic stainless steel. In order to obtain a useful property profile martensitic stainless steels are normally used in the hardened and tempered condition. The hardening treatment consists of heating to a high temperature in order to produce an austenitic structure with carbon in solid solution followed by quenching. The austenitizing temperature is generally in the range 925–1070°C. The effect of austenitizising temperature and time on hardness and strength varies with the composition of the steel, especially the carbon content. In general the hardness will increase with austenitizising temperature up to a maximum and then decrease. The effect of increased time at the austenitizising temperature is normally a slow reduction in hardness with increased time. Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Why do we want the protein coated in negative charges?To remove charge as a factor in protein migration through the gel. SDS binds to proteins with high affinity and in high concentrations. This results in all proteins (regardless of size) having a similar net negative charge and a similar charge-to-mass ratio. In this way, when they start moving through a gel, the speed that they move will be dependent on their size, and not their charge.
SDS-PAGE electrophoresis
Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
We are excited to announce that PhosphoSolutions has joined the website of its sister companies, Antibodies Incorporated, Aves Labs, and ImmunoChemistry Technologies.
Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
So what’s up with glycine?A lot. It is the key to the discontinuous buffer system. It is the ionic state of glycine that really allows the stacking buffer to do its thing. Glycine is an amino acid with the chemical formula NH2-CH2-COOH. The charge of its ion is dependent on the pH of the solution that it is in. In acidic environments, a greater percentage of glycine molecules become positively charged. At a neutral pH of around 7, the ion is uncharged (a zwitterion), having both a positive charge and a negative charge. At higher pHs, glycine becomes more negatively charged.
WHY are there two layers in the gel?They have different functions. The stacking layer is where you load your protein samples. The purpose of the stacking layer is to get all of the protein samples lined up so they can enter the resolving layer at exactly the same time. When you load a gel, the wells are around a centimeter deep. If your samples entered the resolving layer this spread out, all you would see is a big smear. The resolving layer then separates the proteins based on molecular weight.
What is in the running buffer?Tris, glycine, and SDS, pH 8.3. Tris is the buffer used for most SDS-PAGE. Its pKa of 8.1 makes it an excellent buffer in the 7-9 pH range. This makes it a good choice for most biological systems. SDS in the buffer helps keep the proteins linear. Glycine is an amino acid whose charge state plays a big role in the stacking gel. More on that in a bit.
Sds page diagrampdf
Their structures are "body-centered tetragonal" (bct). and they are classed as a "hard" ferro-magnetic group. In the annealed condition, they have tensile yield strengths of about 275 MPa and so they are usually machined, cold formed, or cold worked in this condition. The strength obtained by heat treatment depends on the carbon content of the alloy. Increasing the carbon content increases the strength and hardness potential but decreases ductility and toughness. The higher carbon grades are capable of being heat treated to hardnesses of 60 HRC. Optimum corrosion resistance is attained in the heat-treated i.e. hardened and tempered condition. In comparison with the austenitic and ferritic grades of stainless steels, martensitic stainless steels are less resistant to corrosion. Martensitic grades of stainless steels can be developed with nitrogen and nickel additions but with lower carbon levels than the traditional grades. These steels have improved toughness, weldability and corrosion resistance. Figure 1 shows the microstructure image of a martensitic stainless steel. Figure 1: Microstructure image of a martensitic stainless steel. In order to obtain a useful property profile martensitic stainless steels are normally used in the hardened and tempered condition. The hardening treatment consists of heating to a high temperature in order to produce an austenitic structure with carbon in solid solution followed by quenching. The austenitizing temperature is generally in the range 925–1070°C. The effect of austenitizising temperature and time on hardness and strength varies with the composition of the steel, especially the carbon content. In general the hardness will increase with austenitizising temperature up to a maximum and then decrease. The effect of increased time at the austenitizising temperature is normally a slow reduction in hardness with increased time. Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
What is in the sample loading buffer?Tris-HCl, SDS, glycerol, beta mercaptoethanol (BME), Bromophenol Blue. This is the buffer you mix with your protein samples prior to loading the gel. Again with the Tris buffer and its pKa. The SDS denatures and linearizes the proteins, coating them in negative charge. BME breaks up disulfide bonds in the proteins to help them enter the gel. Glycerol adds density to the sample, helping it drop to the bottom of the loading wells and to keep it from diffusing out of the well while the rest of the gel is loaded. Bromophenol Blue is a dye that helps visualization of the samples in the wells and their movement through the gel. Sample loading buffer is also known as Laemmli Buffer, named after the Swiss professor who invented it around 1970.
Optimum corrosion resistance is attained in the heat-treated i.e. hardened and tempered condition. In comparison with the austenitic and ferritic grades of stainless steels, martensitic stainless steels are less resistant to corrosion. Martensitic grades of stainless steels can be developed with nitrogen and nickel additions but with lower carbon levels than the traditional grades. These steels have improved toughness, weldability and corrosion resistance. Figure 1 shows the microstructure image of a martensitic stainless steel. Figure 1: Microstructure image of a martensitic stainless steel. In order to obtain a useful property profile martensitic stainless steels are normally used in the hardened and tempered condition. The hardening treatment consists of heating to a high temperature in order to produce an austenitic structure with carbon in solid solution followed by quenching. The austenitizing temperature is generally in the range 925–1070°C. The effect of austenitizising temperature and time on hardness and strength varies with the composition of the steel, especially the carbon content. In general the hardness will increase with austenitizising temperature up to a maximum and then decrease. The effect of increased time at the austenitizising temperature is normally a slow reduction in hardness with increased time. Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.



 0086-813-8127573
0086-813-8127573