
1993-1998 Toyota Supra Stub Shaft 41309-24020 - 41309a
The demand for hardened steel is expected to grow, driven by increasing requirements for durability and performance across various sectors, including automotive, aerospace, and construction. As technology advances, the methods and equipment used in steel hardening will continue to evolve, offering even greater precision and efficiency in these essential industrial processes.
Are you roughing, finishing or just doing some general turning? Negative inserts are strongest and the best option for roughing and general turning applications, as these will allow deeper depths of cut and higher feed rates due to strong insert shapes and thickness.
CNCturninginserts
MIRAI and Refolution have introduced a new rapid cooling room concept called Refosteel, which uses air as a refrigerant. The Mirai Intex air cycle machine 22 O/W can generate temperatures ranging from -40°C to -120°C. This cryogenic steel hardening facility features two separate rooms divided by a permeable barrier, allowing two different batches to be hardened simultaneously. A heat exchange occurs between a newly introduced batch and a previously warmed batch, enabling pre-cooling before further cooling is achieved using the air cycle machine. This innovative method conserves refrigeration capacity, thereby reducing operational costs. It offers a more efficient solution across a broad temperature spectrum, is regulatory-free, environmentally safe, and low-maintenance due to its reliance on air as the refrigerant. This solution provides controlled and consistent cooling, essential for obtaining optimal material properties.
They can help you work out the best chipbreaker for your material and applications, whilst also recommending the minimum and maximum depth of cut you should take.
CNMG (rhomboid 80 degree), DNMG (diamond 55 degree) and WNMG (trigon 80 degree) are the most popular roughing inserts. For heavier roughing operations, SNMGs are an excellent choice with a 45-degree approach angle allowing for larger depths of cut and reduced cutting loads.
Turninginserts types
If you are finishing, positive inserts are always the best option as these create less cutting forces and can therefore get away with lower depths of cut, eliminating vibration.
what does a number in the 10th position of the ansiinsertnumber indicate?
Through hardening increases the hardness of the entire cross-section of the steel part. This is achieved by heating the steel above its critical temperature and then quenching it in water or oil.
Each member brings with them their own experience and know-how to add to our growing pool of technical knowledge. That’s why our services are known for being the best in the business!
A chipbreaker can make a huge difference to cutting load, chip control, vibration and even prevent work hardening in materials like stainless steel or inconel.
Turning insertGuide
Heating furnaces are essential for bringing the steel to the required hardening temperature. Different types of furnaces, such as batch furnaces and continuous furnaces, are used depending on the production requirements and the nature of the steel being treated. Batch furnaces are suitable for smaller production volumes and allow for precise control over the heating process, making them ideal for specialty steels that require specific treatment. Continuous furnaces, on the other hand, are more efficient for larger volumes, maintaining a constant flow of steel through the furnace which is beneficial for consistent treatment and energy efficiency.
For roughing applications, you would usually opt for a 0.8mm or 1.2mm radius depending on your machine’s horsepower and the depth of cut you plan on taking.
Hardened steel is used in a myriad of applications due to its robust properties. It is commonly found in tools, dies, and blades where high wear resistance is crucial. In the automotive industry, hardened steel components, such as gears, axles, and crankshafts, are favored for their durability and strength. Construction equipment and heavy machinery also benefit from the use of hardened steel in structural components. This material is particularly valued for its ability to withstand the rigorous demands of heavy loading and repeated use in harsh environments. Furthermore, the resistance of hardened steel to abrasion and deformation makes it an ideal choice for high-impact conditions commonly encountered in mining and drilling operations.
All chip breakers have a minimum depth required to get the chip breaker working. However, instead of struggling to figure out the right chip breaker for your job, please ask our Technical Team to advise.
Turning insertchart
Step quenching is a process where the steel is cooled in stages using different media at various temperature ranges. This controlled cooling can minimize internal stresses and distortions in high-carbon steel parts.
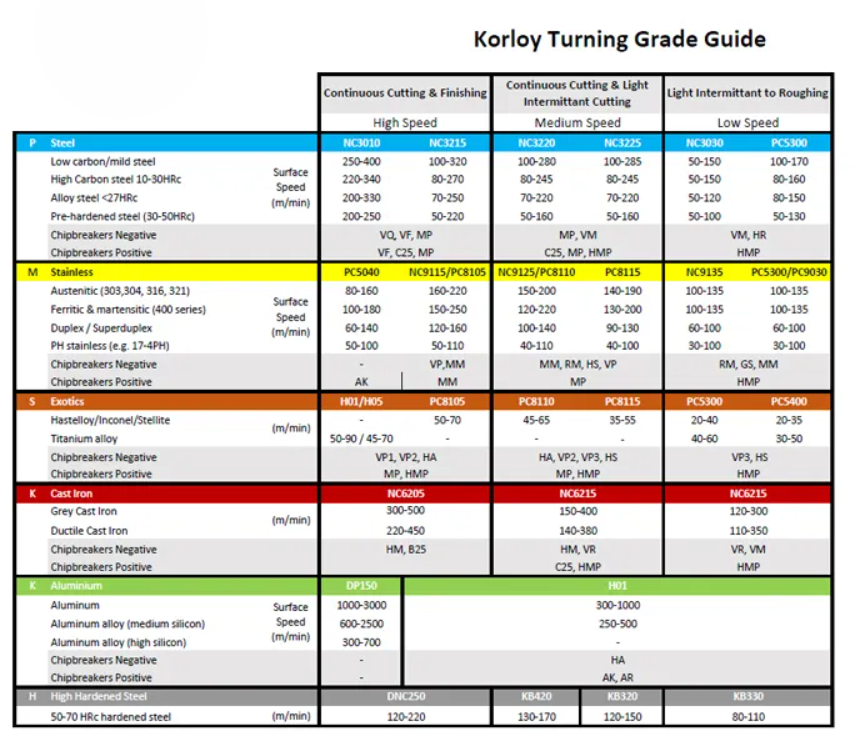
A) Grades beginning with N (e.g. NC3225) are CVD coated. These grades cope with higher cutting speeds than PVD grades and can withstand longer contact periods with the workpiece. They are most suited to medium to large diameter workpieces.
Diameter of workpiece.Material.Shape (e.g. rough, hexagon).Machine capability.From this, they can make a quick assessment of the most suitable grade of carbide for your job.
Top tip - Lever Lock or double clamp style tool holders give higher clamping strength and stability compared to screw clamp holders.
Isothermal quenching involves cooling the steel to a temperature just below the transformation range, holding it at that temperature to achieve uniform transformation, and then cooling it to room temperature. This method reduces the risk of distortions and cracking.
CNMGInsert
If you are roughing, it is important to go with a roughing chip breaker (such as Korloy’s RM, HR, B25, GS & VP4 chipbreakers) to deal with the chip load and the depth of cut.
Hardening of steel is a critical heat treatment process aimed at increasing the hardness and strength of steel through controlled cooling from an elevated temperature. This process alters the microstructure of steel, enhancing its mechanical properties to meet specific industrial needs. The steel hardening and tempering processes are essential in various applications, from automotive components to construction tools.
The primary purpose of steel hardening is to make the metal harder and more resistant to wear and tear. By altering the internal structure of steel, the process increases its hardness, making it ideal for high-stress applications. Hardening also improves the tensile strength of steel, allowing it to withstand higher loads without deforming. This process involves heating the steel to a high temperature and then cooling it rapidly, usually in water or oil. This quenching method locks the steel in a hardened state, significantly enhancing its mechanical properties. Additionally, the enhanced durability and wear resistance provided by hardening extend the lifespan of steel components, making them more cost-effective over time due to decreased maintenance and replacement needs.
CCMT (rhomboid 80 degree), DCMT (diamond 55 degree), VCMT or VBMT (diamond 35 degree) are the most popular finishing inserts.

Cryogenic hardening is a sophisticated method that enhances material hardness and wear resistance by exposing them to extremely low temperatures. This process stabilizes the material, leading to increased hardness, strength, and reduced deformation and cracking. It achieves finer material structure and improved dimensional stability by minimizing internal stresses. Cryogenic hardening is a reliable and effective technique for improving material properties in demanding applications.
Through hardening of steel is crucial for enhancing steel quality and ensuring its durability under various stresses and demands in specific applications. Hardened steel offers increased resistance to scratches, impacts, and wear, making it essential for numerous industrial uses. This increased hardness not only improves the service life of tools and machinery but also enhances production cost-efficiency. Additionally, steel hardening improves the steel's surface properties, making it more resistant to corrosion and oxidation, which further extends its longevity.
A finishing grade will be the hardest grade run at higher surface speed. This will not work well under vibration or heavy intermittent cuts.
B) Grades beginning with P (e.g. PC8115) are PVD coated. These grades work at lower cutting speeds than CVD grades and are more suited to shorter contact periods with the workpiece. They are most suited for small to medium diameter workpieces and also make excellent multipurpose grades.

After hardening, steel is often tempered in tempering baths. These baths are used to slightly reduce the hardness obtained through the hardening process in exchange for greater toughness and ductility. The tempering process involves heating the steel to a lower temperature than used in hardening and then cooling it under controlled conditions. This adjustment modifies the brittle microstructure formed during quenching into one that is more balanced, enhancing resistance to mechanical shock and fatigue. Tempering baths can use oil or water-based solutions and often incorporate additives that help achieve the desired mechanical properties of the steel.
For finishing operations, 0.4mm or 0.2mm rad would be the best option. This allows you to take the smallest depth of cut without causing vibration.
Volume hardening involves heating the entire volume of the steel component to a temperature above its transformation range, followed by rapid cooling. This process is suitable for components that require uniform hardness throughout their volume.
Surface hardening, as the name suggests, is targeted at enhancing the hardness of the steel's surface while maintaining a tough core. Techniques such as carburizing or nitriding are used to harden the surface, making it resistant to surface wear.
D) The final part represents the toughness according to the ISO scale. NC3225 ends with 25, as it is for steel it has a toughness of P25.
A roughing grade is very tough and will run at slower surface speed but withstands intermittent cuts well. However, your roughing may be very different to someone else’s roughing. For example, a turner on a VTL turning large stainless steel castings will be taking 5mm+ depth of cut, whereas a turner on a smaller lathe will be roughing with much smaller depths of cut.
Top Tip for Finishing: Use a finishing chip breaker with a small enough radius to get the chip breaker working. This is a common mistake engineers make: trying to finish with an 0.8mm rad with a medium chip breaker taking a 0.1mm cut. This is just going to rub on the work piece and cause poor surface finish. Furthermore, on stainless steel you will just put heat into the job and make it unmachinable.



 0086-813-8127573
0086-813-8127573