
2D tolerance stack-up analysis with examples - Wahyudin Syam - stack up tolerance calculation
As tolerances get too tight for a CNC mill to attain on its own, you’ll have to implement secondary and tertiary production steps. This means more time, more inspection, more expertise, and more equipment required.
It’s time to stop overpaying for your parts. Reach out to our experts at Rapid Axis and let us tell you what tolerance is right for your project. Our precision shop can fabricate competitively-priced tight tolerance parts when you need it.
The machine can also run at faster speeds and take out bigger chunks of material with each pass. Tool chatter and vibration will add into the machinist’s achieved tolerance.
This isn’t an issue for wide-open tolerances, but it’s a big problem if they default to a tight tolerance. Simply saying every single part needs to be within 2 mils could add a ton of money to the budget each year.
The best way to describe the price discrepancy is to look at a chart made by N.E. Woldman, Machinability and Machining of Metals, the “Approximate Relative Cost Of Progressively Tighter Dimensional Tolerances”.
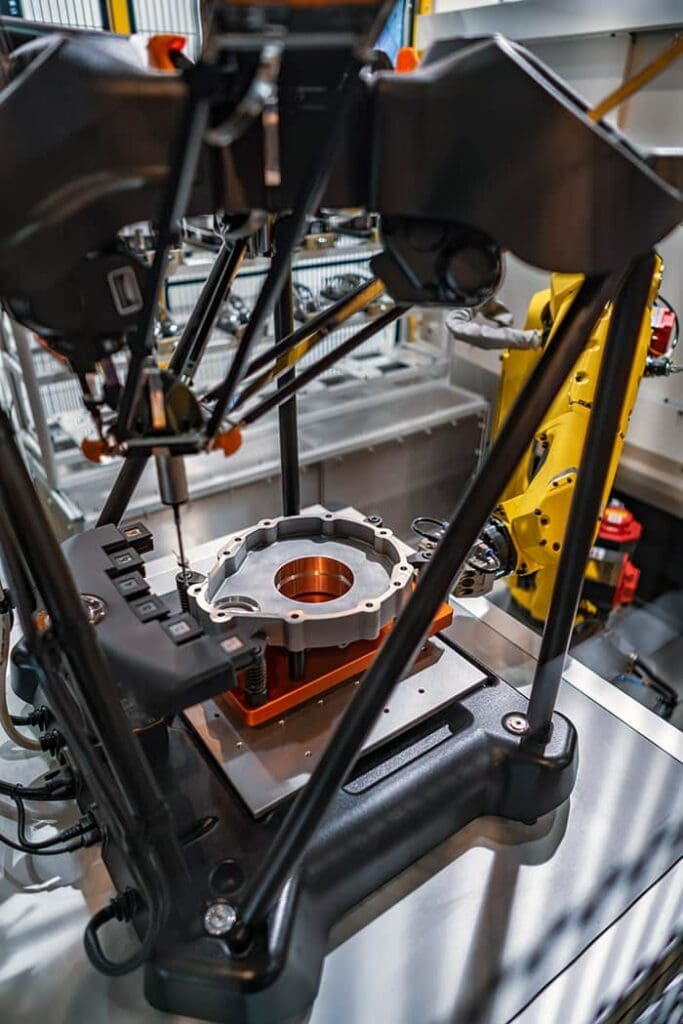
The biggest issue with tight tolerances is due to the limitations of your machine. As we mentioned earlier, using a crude axe to cut a piece of wood comes with a very different set of tolerances than using a precision mill.
Did you know that the tolerances on your drawings could be wasting a ton of money each year? They’re just a few numbers on a drawing sheet, but it could result in you paying 45 times more for each part.
For example, a standard vertical mill probably won’t achieve the hole precision you need, so the part will need to be transferred to a lathe to be bored. As dimensions get tighter, it might need to go to a grinder or lapper as well.
As you narrow the tolerance down to 1 mil (0.001”), then things get more complicated. Machine speeds have to slow down, more passes need to be made, and different equipment needs to be introduced.
Upload your files and receive pricing or manufacturability feedback shortly! Quote times are one business day for CNC, Sheet Metal, DMLS and Tooling. 2-4 hours for most 3D Printing. If we have any questions, we will reach out to you! STEP files are the preferred format.
This is only the case for a CNC-machined part. If you’re hand-cutting something with an axe, a “tight tolerance” might be anything within half an inch.
The simple fact is that tight tolerances will cost you a lot of money. To better understand this idea, we put together this piece to talk all about tight tolerances, what’s wrong with them, and how much extra they’re costing you.
Instead, each part should be closely examined. Maybe only one or two key dimensions need a tight tolerance. A tolerance might not seem like a big deal to a designer, but it makes a lot of difference in the quote.
Look at it this way: a part with wide-open tolerances can be quickly thrown on a CNC, briefly inspected, and sent out the door. The inspection might be as simple as running a pair of calipers around the part and checking the drawing.
During inspection, precision tools will need to be used to measure the part. In some cases, jigs will need to be created to correctly position the part so different gauges can measure dimensions.
The definition of “tight tolerance” is going to vary a little bit. The general rule of thumb is that anything that calls out a tolerance less than 2 mil (0.002”) is a tight tolerance.



 0086-813-8127573
0086-813-8127573