
3/8" Radius HSS Corner Rounding End Mill - corner rounding end mill
Total Materia is the leading materials information platform, providing the most extensive information on metallic and non-metallic material properties and other material records.
Zip Code 70462 EASY URL: 'ZipCode.org/70462' for Springfield zip code.
SFM Calculatorturning
Reaming heads are designed for use on milling machines and make it possible to ream very precise round boreholes. Accurately sized boreholes can therefore ...
Optimum corrosion resistance is attained in the heat-treated i.e. hardened and tempered condition. In comparison with the austenitic and ferritic grades of stainless steels, martensitic stainless steels are less resistant to corrosion. Martensitic grades of stainless steels can be developed with nitrogen and nickel additions but with lower carbon levels than the traditional grades. These steels have improved toughness, weldability and corrosion resistance. Figure 1 shows the microstructure image of a martensitic stainless steel. Figure 1: Microstructure image of a martensitic stainless steel. In order to obtain a useful property profile martensitic stainless steels are normally used in the hardened and tempered condition. The hardening treatment consists of heating to a high temperature in order to produce an austenitic structure with carbon in solid solution followed by quenching. The austenitizing temperature is generally in the range 925–1070°C. The effect of austenitizising temperature and time on hardness and strength varies with the composition of the steel, especially the carbon content. In general the hardness will increase with austenitizising temperature up to a maximum and then decrease. The effect of increased time at the austenitizising temperature is normally a slow reduction in hardness with increased time. Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Calculate Speeds and Feeds for 1/2" (0.5 in) 2 flute end mill in Mild Steel at cutting speed = 100(ft/min), Chip Load=0.001(inch per tooth)
When maximum speed of the machine spindle less than value of recommended milling conditions... ; Feed of Recommended Milling Conditions, Rate ; Vf1 mm/min, ×, α ...
Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Sfm calculator millingsteel
In order to obtain a useful property profile martensitic stainless steels are normally used in the hardened and tempered condition. The hardening treatment consists of heating to a high temperature in order to produce an austenitic structure with carbon in solid solution followed by quenching. The austenitizing temperature is generally in the range 925–1070°C. The effect of austenitizising temperature and time on hardness and strength varies with the composition of the steel, especially the carbon content. In general the hardness will increase with austenitizising temperature up to a maximum and then decrease. The effect of increased time at the austenitizising temperature is normally a slow reduction in hardness with increased time. Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
SFMto RPMCalculator
Nails are made of alpha-keratin, a protective protein, and the same thing as your hair and the top layer of your skin (calluses included). You ...
In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Harvey Designs is a premier event design and planning company based in Savannah, GA, offering a range of services to create unforgettable experiences. With ...
This free speed and feed calculator allows CNC Machinists and Programmers to calculate cutting parameters for a wide variety of materials and tools.FSWizard is the first and only online speed and feed calculator to consider dozens of variables when calculating Milling, Drilling and Turning Speeds and Feeds.
You may freely reproduce information presented herein without any consent from me, provided you include link to this site.In case when i am not the copyright holder, you may want to contact proper owner of material. Anyway, they are freely available on the Internet.If you hold the copyright right for any of the materials on this site and want them removed, please contact me here
SFM calculatorDrilling
In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
All this information is available in Total Materia Horizon, the ultimate materials information and selection tool, providing unparalleled access to over 540,000 materials as well as, curated and updated reference data.
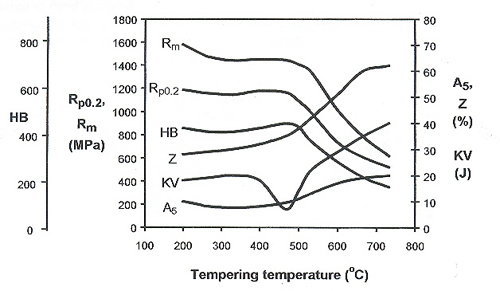
Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
© 2009-2022 Eldar Gerfanov. All Rights Reserved.© 2009 Eldar Gerfanov. Materials on this site are presented as is and are mostly for educational use.
Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench
Feed ratecalculator
As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Their structures are "body-centered tetragonal" (bct). and they are classed as a "hard" ferro-magnetic group. In the annealed condition, they have tensile yield strengths of about 275 MPa and so they are usually machined, cold formed, or cold worked in this condition. The strength obtained by heat treatment depends on the carbon content of the alloy. Increasing the carbon content increases the strength and hardness potential but decreases ductility and toughness. The higher carbon grades are capable of being heat treated to hardnesses of 60 HRC. Optimum corrosion resistance is attained in the heat-treated i.e. hardened and tempered condition. In comparison with the austenitic and ferritic grades of stainless steels, martensitic stainless steels are less resistant to corrosion. Martensitic grades of stainless steels can be developed with nitrogen and nickel additions but with lower carbon levels than the traditional grades. These steels have improved toughness, weldability and corrosion resistance. Figure 1 shows the microstructure image of a martensitic stainless steel. Figure 1: Microstructure image of a martensitic stainless steel. In order to obtain a useful property profile martensitic stainless steels are normally used in the hardened and tempered condition. The hardening treatment consists of heating to a high temperature in order to produce an austenitic structure with carbon in solid solution followed by quenching. The austenitizing temperature is generally in the range 925–1070°C. The effect of austenitizising temperature and time on hardness and strength varies with the composition of the steel, especially the carbon content. In general the hardness will increase with austenitizising temperature up to a maximum and then decrease. The effect of increased time at the austenitizising temperature is normally a slow reduction in hardness with increased time. Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
May 14, 2019 — Tapping a 3/4 thread 1 Deep in mild steel: RPM = (12 x SFM)or(3.82 X SFM)/D where D is the tap diameter. ... Tap Feed Rate = Pitch x RPM = .100 x ...
It starts with knowing what workpiece material you have and what tooling and how you will be using to machine it.The combination of these two factors determines your initial Cutting Speed and Chip Load that you can put into the speed and feed formulas to calculate the cutting tool RPM and feed rate.
The Speed and Feed calculator allows machinists and programmers to calculate cutting parameters for multiple materials and cutting tool types.
Ball Diameter. 1-7/8 in. 2 in. ; Capacity. 0 to 2,000 lbs. 2,001 to 3,500 lbs. ; Ball Shank Diameter. 0.75 in. 1 in. ; Finish. Chrome; Polished.
When you have manufacturers' data simply find your tool in the catalog and cross-reference the cutting speed and chip load against the tool diameter:
For turning applications, we do not need this formula since Spindle Speed is usually given in Constant Surface Speed (CSS), which uses SFM value directly. But if you still want to use the RPM formula, then the diameter value is the actual diameter of the workpiece.
The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Since cutting speeds can be in either Imperial (SFM) or Metric (SMM or m/min) units, you have to use two formulas to calculate the RPM.
Sfm calculator millingrpm
Figure 1: Microstructure image of a martensitic stainless steel. In order to obtain a useful property profile martensitic stainless steels are normally used in the hardened and tempered condition. The hardening treatment consists of heating to a high temperature in order to produce an austenitic structure with carbon in solid solution followed by quenching. The austenitizing temperature is generally in the range 925–1070°C. The effect of austenitizising temperature and time on hardness and strength varies with the composition of the steel, especially the carbon content. In general the hardness will increase with austenitizising temperature up to a maximum and then decrease. The effect of increased time at the austenitizising temperature is normally a slow reduction in hardness with increased time. Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Martensitic stainless steels are similar to low alloy or carbon steels, having a structure similar to the ferritic steels. However, due the addition of carbon, they can be hardened and strengthened by heat treatment, in a similar way to carbon steels. The main alloying element is chromium, typically 12 to 15%, molybdenum (0.2-1%), no nickel, except for two grades, and 0.1-1.2% carbon.
In general the hardness will increase with austenitizising temperature up to a maximum and then decrease. The effect of increased time at the austenitizising temperature is normally a slow reduction in hardness with increased time. Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Trusted seller for Precision Brand 57425 Square Keystock. The local sales people to help with your Square Keystock questions. 877-774-8443.
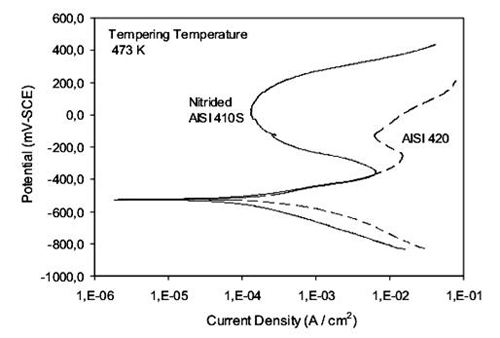
Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C.
Millingspeeds and feedscalculator
Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Free CNC Speed and Feed Calculator and Formula The Speed and Feed calculator allows machinists and programmers to calculate cutting parameters for multiple materials and cutting tool types. You can also calculate Speeds and Feeds using Online FSWizard Widget right here: This free speed and feed calculator allows CNC Machinists and Programmers to calculate cutting parameters for a wide variety of materials and tools.FSWizard is the first and only online speed and feed calculator to consider dozens of variables when calculating Milling, Drilling and Turning Speeds and Feeds. Key features of FSWizard CNC Machinist Speed and Feed Calculator Built-in material and tool database (Check here for a list of materials available in the PRO version: Supported Materials) Materials ranging from Mild and tool steels to Stainless, Aluminum, and Plastics Speeds and Feeds all kinds of Machining operations. Supports Milling, Drilling, Tapping, and Turning tools Drilling Speed and Feed Calculator Milling Speed and Feed Calculator Turning and Tapping Speed and Feed Calculator Calculate Cutting Speed (SFM), Chip-Load (ipt), RPM, and Feed-Rate. Calculate required Machining Power Calculate optimal Depth and Width of Cut Calculate Chip Thinning and HSM(High-Speed Machining) Multiple free geometry calculators and reference charts under the MENU button Reference data for FHS, SHCS, Heli-Coil, Pipe Taps, Scientific Calculator, Bolt Hole, etc... Circular and Linear Bolt Hole Pattern Calculator Countersink and Center Drill Calculator ISO Fits and Tolerances Calculator How to calculate speeds and feeds using FSWizard CNC Machinist Speed and Feed Calculator Click on the Material button to select the work material Select the Tool Type drop-down to pick a proper tool for the job.Milling, Drilling, Tapping, and Turning tools are supported Then enter proper tool geometry and cutter engagement. Your results are displayed on the blue toolbar Click on the toolbar to get more insights about your cutting data. MENU button gives access to additional calculators and reference data! Please post your questions and suggestions on our support forums!
Cutting Speed is the speed at which the tip of the tool travels through the material. It is commonly expressed in Surface Feet per Minute (SFM) or Surface Meters per Minute (SMM).
Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
... ZIP code list of every town in China. The ZIP code of Chongqing, Sichuan, China. 611230. Share. ‹ › Home · View web version. Powered by Blogger.
Millingspeed and feedCalculatorfree download
In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
One of the primary tasks machinists must learn to perform is a calculation of speeds and feeds required for milling, drilling, and turning.
2017102 — Feed Rate and Chip Load Calculations · Chip load per tooth is the appropriate amount of material that one cutting edge of the tool should remove ...
Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
The formula is used for milling and drilling applications. Please note that some tool manufacturers provide their recommended feed rate as feed per revolution. In such cases do not multiply by the number of teeth.



 0086-813-8127573
0086-813-8127573