
3M™ 38315 2-Part Panel Bonding Adhesive, 50 mL Duo ... - 38315
Production of closely mating parts without tolerances is economically unfeasible. Tight tolerances can result in an increased rejection rate and manufacturing cost. Whereas loose tolerances can affect product function. Therefore it is always recommended to define optimized tolerances. Part tolerance optimization increases the part tolerance band. It also helps in reducing part manufacturing costs.
SO, each hole, after predrilling, enlarge your hole fullsize, keep motor running, tilt drill to proper angle, then go to depth. extraction is your best guess, either motor on, or motor off, but i think on.
Tolerance stack analysispdf
You might have to clamp this to the edge of your drill press table, so that the workpiece can hang below the table for holes further up the workpiece.
Informative log Clears my all confusions of tolarrlence stack up analysis… Language used is very easy to understand and satal.
You mentioned in your calculation the direction of the stack. if you have a 6th step, lets say an etching step, that removed a portion of the last disk, would you include the statistical tolerance calculation of that 6th subtractive step into the same way you did for the RSS of the first 5? or would you RSS the 5 additive steps and then get a tolerance analysis done, followed by an RSS of the 5 steps with the subtractive step?
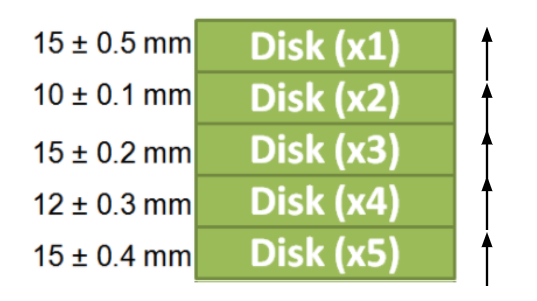
Let’s consider an example of five different size disks with different tolerances stacked on one another. We will calculate the overall maximum and minimum total stacked disk height using Worst Case Tolerance Stackup Analysis method.
Worst Case tolerance stackup analysis method utilizes simple arithmetic (addition and subtraction) operations to calculate optimized tolerances. In this method, all dimensions are assumed at the extreme limit. For low production volumes, worst case tolerance analysis is recommended.
45 degrees is pretty steep for a hand held drill, but by starting it and slow tilting the drill to the correct angle while keeping the tip in the wood might give you something close to what you are looking for, but I'd stick with a drill press, much safer and more accurate.
Tolerance Stackup analysis is a design tool used to analyse and optimize product design for assembly. It is used to calculate the cumulative effects of part tolerances in an assembly. Therefore tolerance stackup analysis ensures smooth part assembly on the production floor. In this article, we will discuss the worst case and RSS methods to solve tolerance stack up problems.
Hello, I have the same question asked by Nagaraju. So how does the worst case analysis has disadvantage over RSS method? Compared to Worst case, in RSS, you allow some parts rejection. But what about the cost of those rejected parts? How exactly RSS method is advantageous over worst case?
Standard deviation is calculated by considering manufacturing process is 3σ capable. Mathematically standard deviation is equal to two times of process capability because the process is distributed on both sides. Therefore standard deviation for 3σ process is given by:

If I calculate the total deviation (not std deviation) I get 1.4832… that is +- 0.74162 (the same as in your calculation). My formula that I used: (0,5+0,5)^2+(0,1+0,1)^2 .. (0,4+0,4)^2)^-0,5 ~ 1.48324.
I do not have much knowledge of the sampling theory approach. But my understanding is we can use it since it is based on statics only.
We suggest you read this article on Process Capability Analysis Cp and Cpk for better understanding on Statistical Tolerance Analysis.
Similar to worst case tolerance analysis, the first step in RSS tolerance stackup analysis is to create the dimensional chain. It is used to determine the direction of tolerance. In the above example, all dimensions are in a positive direction.
Nice writeup. Please note that there is a typo for the 3 sigma area under the curve of the normal distribution bell curve. It should read 99.72% rather than 95.72%. Regards.
Statistical tolerance Analysis does not focus on the extreme dimensional limits. Because variation in manufactured part dimensions is not linear. Each dimension has a unique distribution based on the part manufacturing process, machines, and other parameters.
In the above example, the total stacked disk height/thickness will vary from 66.258 mm to 67.74 mm. We suggest you also use this calculator to calculate total disk height using worst case tolerance analysis.
I’ve been told if there is a sequence of just 2 dimensions then RSS is not required. I can’t find where this rule originates. Can you confirm?
Stack Exchange network consists of 183 Q&A communities including Stack Overflow, the largest, most trusted online community for developers to learn, share their knowledge, and build their careers.
One question is troubling me. “Standard deviation is calculated by considering manufacturing process is 3 sigma capable.” -> Std deviation = total tolerance/ (2×3). This one I understand.
Mathematically tolerance zone is equal to the multiple of required process capability and total standard deviation for the assembly. Lower the value of process capability, narrow will be the tolerance zone and higher will be the rejection.
For a good understanding of tolerance stack up. We suggest you first read this article on What are Limit, Fits, and Tolerance?
If you think we missed Something? You can add to this article by sending a message in the comment box. We will do our best to add it to this post.
Personally, I would use my drill press. The bed will tilt to any angle and then you just clamp the board to the bed. You would need a piece of waste wood under the board so not to put the bit into the metal bed.
Tolerance stackup analysis is used to calculate optimized part tolerances. It can be done manually or using stackup analysis software.
To sum up, Tolerance stackup analysis is a very important part of product design. It also helps in reducing part cost. Various tolerance stackup analysis methods are available.
I don’t understand the RSS scaling of the total tolerance band by 1/(2×3) to get the total standard deviation. If we assume the errors are uniform distributed – the standard deviation should = tolerance band/sqrt(12) = tolerance band/3.46. This is close to the factor of 3 used – but I don’t see where the additional factor of 2 comes in….
Yes; It wont help machining supplier ; However this may help to casting supplier in case wall thickness calculation. If there is a defect on casting surface and it could lead to reduction in wall thickness. Due to RSS method machining tolerance will be reduced and in result increase in wall thickness.
Tolerance stackup example PDF
However, I suggest you use a few jigs. I've done similar projects, and the biggest problem is that a forstner bit tends to skate around when you're dealing with angles that steep. (There's nothing for the center point to grab into until you're 1/2 way through the piece.)
Hi, I like using your stack up calculator spread sheet. Can you share the password so I can name my project? Thanks Sean
Tolerance analysispdf
Total nominal disk thickness is calculated similarly to done during worst case tolerance stackup analysis by adding the nominal thickness of all disks. Therefore
In RSS tolerance band is not reduced, you actually allow some rejection compared to worst case tolerance. And the advantage of this allowable rejection can be given to supplier in term of tolerance.
Tolerancestack-upanalysiscourse
If you don't have a drill press, another solution is to cut the corner off a block of scrap wood at a 45-degree angle. Use a brad point, auger, or twist bit to drill straight through the newly-cut end, and clamp it to your workpiece for each hole. If you've ever used a Kreg pocket hole jig, this is basically the same concept.
in above formula denominator (6) defines the distribution of dimensions. Denominator “6” indicates process is 3σ capable with cpk value equal to 1. If your manufacturing process is 6σ capable value ‘6’ need to be changes to 12.
I think Forstner bits would be the better idea for doing this though using a spade bit might be possible, if you lower it slow enough, I don't think I'd recommend it.
Statistical tolerance analysis is based on the Bell curve and normal distribution. For example, when a thousand disks of the same size are manufactured. Disk thickness will vary from upper limit to lower limit. But all disks will not measure the same because their thickness will be distributed.
Tolerance stackupanalysisExcel
If you look at the results from Worst case and RSS method. In the RSS method, the tolerance band is reduced. Therefore designers can give more flexibility to manufacturers.
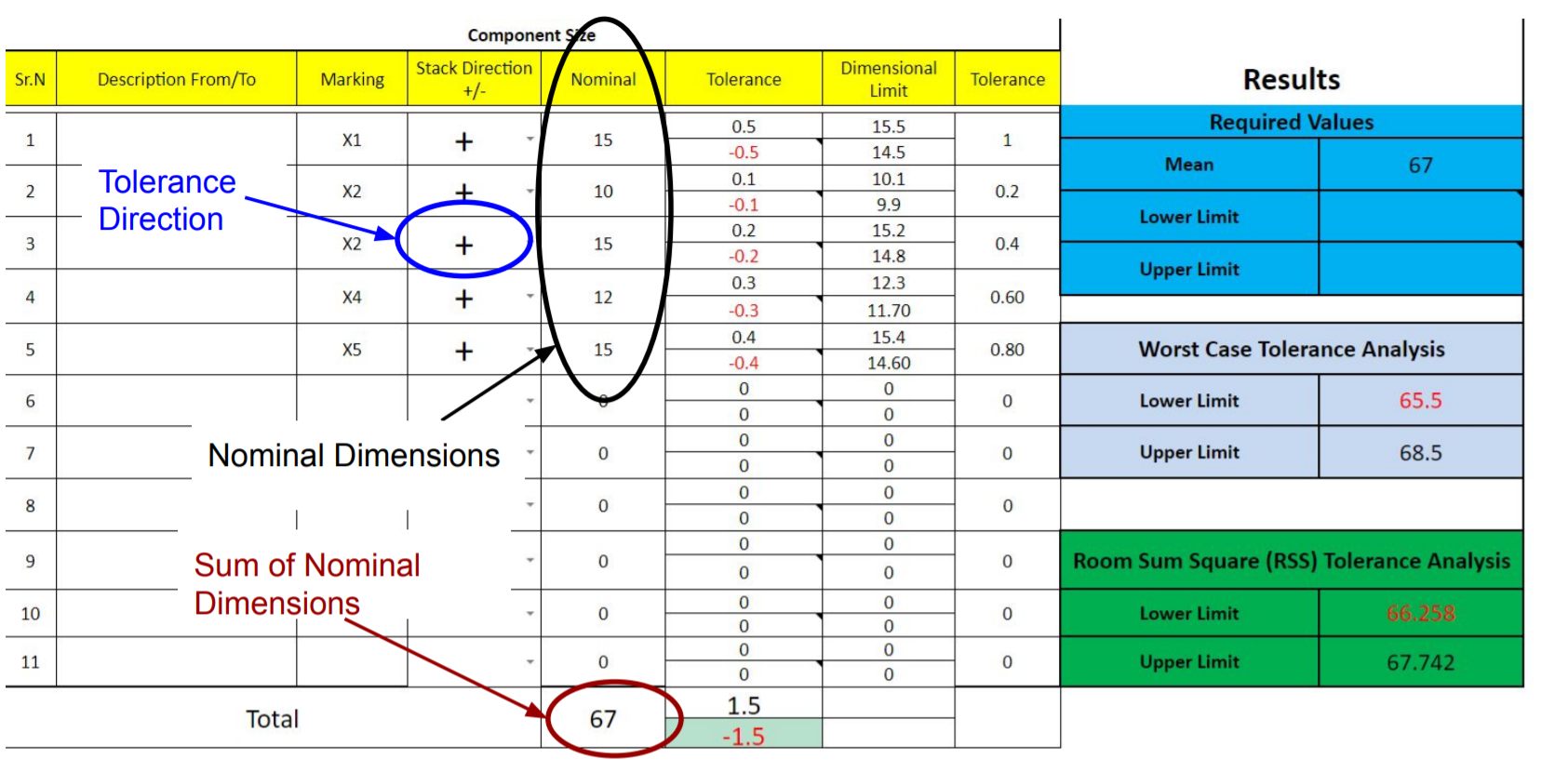
In the above example, the total stacked disks height / thickness will vary from 65.5 mm to 68.5 mm. We suggest you also use this calculator to calculate total disk height using worst case tolerance analysis.
Sir, Can you help in calculate pin diameter and their distance tolerance for manufacturing tolerance for gauge design ? Assuming three holes are diameter 10+/- 0.1,diameter 15+/- 0.2 and diameter 25+/-.1 these holes distance is 120+/-1,100+/-0.5 and 80+/-1.5 respectively. Please share with formula to my Email
How should we deal with uneven tolerances (e.g. +0.1/-0.3)? Do we “normalize” it to +0.2/-0.2 (& adjust the nominal value accordingly)?
Edit: after I clicked Submit to post my answer I noticed that TX Turner posted a somewhat similar solution for the drill press at about the same time as me. The guide block I'm suggesting is different in that it's a little easier to clamp since you're clamping flat pieces together instead of wedges. You can also use any flat backer board to prevent blowout, and you can easily register it against stop blocks on your workpiece for more precise hole placement.
Your spreadsheet is incorrect. For – 1.05 +0/-.01, the two values that are calculated are -1.06 and -1.05. The two values should be -1.05 and -1.04.
How do you make the wedge? Simple- take a square block (or make a square block from two smaller pieces) and drill a hole with the forstner bit. Then take that piece to the band saw, turn it up on edge, and slice from one corner to the other, at an angle the same as you want to duplicate.
Tolerance stack analysisexample
So to keep the bottles inverted (keep the cork wet) you have to drill down at a 45 degree angle or so. I used a 1.5" bit to drill the holes but it was real sloppy and well it just didn't go great.
How do you calculate if an element in the stack-up has unbalanced tolerance? For example X +0.5/-0.1 or X +1/-0? Do you shift the “nominal” and then balance the tolerance, or is there a more accurate way to calculate the final tolerance stackup?
In this example, maximum and minimum disk stack-up height is calculated by adding nominal dimensions with upper and lower tolerance respectively.
Thanks Edward for your feedback. This is a linear tolerance calculator, that simply works by adding the tolerance. Here -ve sign shows the tolerance direction. So ideally output shall be irrespective of sign. So i agree with you and we will improve on this point. But at the same time, i believe it has no impact on end results as this is calculated based on cumulative values. We recommend you to also check our online tolerance calculator where we tried to over come the limitations of excel: https://www.smlease.com/entries/product-design/online-tolerance-stackup-calculator/
If you make all your marks, a bit low, then start off with a small bit (maybe 1/8") and predrill to about a quarter inch and punch all the marks with it so they have a starting point for a bigger bit. It doesn't matter how deep really, if you go too deep, it will look bad. Don't go deep.
In your bell curve normal distribution curve there is an error – for 6 sigma, instead of 99.72% you have marked 95.72%, and as a newbie I spent 20 minutes to re-affirm that… just wanted to let you know. Thanks for this article and calculator, it’s really helpful!
Tolerancestack-up calculator
Why do we need to determine the process capability index in the first place? Is the answer that first we need to determine the manufacturing process capability (e.g. 3 sigma) – and second we need to determine the process capability for the assembly “event” (that can differ from 3 sigma)?
I just stumbled upon this thread as I'm also trying to make a riddling rack. I came across a portable drill guide jig which seems like it would be another potential solution, although perhaps more expensive than the wedge option if you have a drill press. Cheaper ones exist, but may not be as good.
Can you provide a presentation or resources to guide in creating tol stack analysis stack diagrams, to include any assembly of 3 or more parts with a fixed fastener screw rectangular pattern? Simple disc stackup is clear but I am not clear how to handle more difficult aforementioned multipart ‘fixed fastener’ assy stack up.
Because otherwise, if the there is only one and the same process capability value to be used after it’s chosen – there is no need the include it to the calculation. Or am I missing something?
According to the worst case tolerance stack up analysis disk stack height can vary from 65.5 mm to 68.5 mm. Whereas according to the RSS method disk height can vary from 66.2584 mm to 67.74162 mm.
Tolerance stack analysismethods
In RSS, the tolerace band is reduced. How it will help the supplier to produce parts. reduced tolerance band is the constraint for supplier, right?
Then while holding the drill still in motion, preferably a higher wood speed, start to tilt it. It's that easy. Have something, like a thin long nail, or something in one of the guide holes to have guide angle template.
As you said, Mathematically standard deviation is equal to two times of process capability because the process is distributed on both sides. based on above, for ‘3 sigma’ the total tolerance of each dimension is divide by 6 (i.e. 2×3) to calculate standard deviation. but at the time of total tolerance zone calculation ‘sigma assembly’ multiplied by only 3 for ‘3 sigma’ capacity. my concern is, just like at the time of total tolerance calculation we divide each total dimension tolerance value by 6. like wise we need to multiply by 6 to ‘sigma assembly’ to get total tolerance zone. because process is distributed on both sides of mean value. please provide your feedback.
Let’s consider an example of five different size disks with different tolerances stacked on one another. We will calculate the overall maximum and minimum total stacked disk height using RSS Tolerance Stack up Analysis method. RSS tolerance stackup analysis for a given problem can be done in the following steps:
Root sum square (RSS) tolerance stack up analysis works on a statistical approach. It is assumed that most of the parts fall to the middle of the tolerance zone.
You'll want some means to guide the drill, though -- either a drill press, or a guide block as illustrated in some of the other answers, or an angle drill guide. (Just know that everyone I know who bought an angle guide eventually switched up to a drill press. Angle guides are the push reel mowers of woodworking. If you're going to drill another 20 angled holes, get the drill press, even a bench top model.)
Various tolerance stack up analysis methods are used to calculate optimized tolerance values. Each method has its own advantages, limitation, and application. Out of these Worst Case and Statistical Tolerance Analysis methods are more popular. Let’s discuss these methods in detail.
then take your larger bit, and start it until it goes all the way in until the crown has gotten level with the surface, meaning, the hole is now as wide as its going to get.
You can also use our worst-case and RSS method tolerance stack-up calculator for tolerance stack-up calculations. You can Download Tolerance stack-up calculation sheet here.
In this example maximum and minimum disk stackup height is calculated by adding nominal dimension with upper and lower tolerance respectively considering required process capability value is 3σ.
Drill a guide hole at the desired angle. You can cut a 2x4 at the exact angle using a radial saw and use it as a jig for the drill (see photos below).
The first step in doing tolerance stackup analysis is to create the dimensional chain. It is used to determine the direction of tolerance. In the above example, all dimensions are in a positive direction.



 0086-813-8127573
0086-813-8127573