
42 Results for "master lock zinc plated hardened steel hasp ... - 3 4 drill bit for hardened steel
Despite being known for their electrical conductivity, carbon fibers can carry only very low currents on their own. When woven into larger fabrics, they can be used to reliably provide (infrared) heating in applications requiring flexible electrical heating elements and can easily sustain temperatures past 100 °C. Many examples of this type of application can be seen in DIY heated articles of clothing and blankets. Due to its chemical inertness, it can be used relatively safely amongst most fabrics and materials; however, shorts caused by the material folding back on itself will lead to increased heat production and can lead to a fire.
Automatic shut-down of circuit for no-fuss on/off. Specifications. SKU, 44360. UPC/EAN, 089373137131. You may also like. headlight-switch-knob-44380.jpg ...
In the late 1960s, the Japanese took the lead in manufacturing PAN-based carbon fibers. A 1970 joint technology agreement allowed Union Carbide to manufacture Japan's Toray Industries product. Morganite decided that carbon-fiber production was peripheral to its core business, leaving Courtaulds as the only big UK manufacturer. Courtaulds's water-based inorganic process made the product susceptible to impurities that did not affect the organic process used by other carbon-fiber manufacturers, leading Courtaulds ceasing carbon-fiber production in 1991.
A common method of manufacture involves heating the spun PAN filaments to approximately 300 °C in air, which breaks many of the hydrogen bonds and oxidizes the material. The oxidized PAN is then placed into a furnace having an inert atmosphere of a gas such as argon, and heated to approximately 2000 °C, which induces graphitization of the material, changing the molecular bond structure. When heated in the correct conditions, these chains bond side-to-side (ladder polymers), forming narrow graphene sheets which eventually merge to form a single, columnar filament. The result is usually 93–95% carbon. Lower-quality fiber can be manufactured using pitch or rayon as the precursor instead of PAN. The carbon can become further enhanced, as high modulus, or high strength carbon, by heat treatment processes. Carbon heated in the range of 1500–2000 °C (carbonization) exhibits the highest tensile strength (5,650 MPa, or 820,000 psi), while carbon fiber heated from 2500 to 3000 °C (graphitizing) exhibits a higher modulus of elasticity (531 GPa, or 77,000,000 psi).
118 degree is common or wider 135 to 140 degrees are also available. Much more on Drill Bit Angles in our dedicated article on the subject.
Double-ended insert for internal grooving and parting, small-size insert, lower cutting force and superior sharpness.
The problem with peck drilling is it increases tool wear. Most tool wear occurs at the beginning of a cut. Peck drilling restarts the cut with every peck. In addition it is much slower to peck.
Woodruff Keyseat cutters are designed for cutting keyways and keyseats as well as performing general purpose milling operations. Straight tooth cutters produce ...
Carbon fiber modulus of elasticityformula
If you haven’t tried our G-Wizard Feeds and Speeds calculator, get a free 30-day trial. Not only does it make these useful recommendations such as when you need a parabolic drill, it does a whole lot more besides!
Carbon fiber is frequently supplied in the form of a continuous tow wound onto a reel. The tow is a bundle of thousands of continuous individual carbon filaments held together and protected by an organic coating, or size, such as polyethylene oxide (PEO) or polyvinyl alcohol (PVA). The tow can be conveniently unwound from the reel for use. Each carbon filament in the tow is a continuous cylinder with a diameter of 5–10 micrometers and consists almost exclusively of carbon. The earliest generation (e.g. T300, HTA and AS4) had diameters of 16–22 micrometers.[12] Later fibers (e.g. IM6 or IM600) have diameters that are approximately 5 micrometers.[12]
During the 1960s, experimental work to find alternative raw materials led to the introduction of carbon fibers made from a petroleum pitch derived from oil processing. These fibers contained about 85% carbon and had excellent flexural strength. Also, during this period, the Japanese Government heavily supported carbon fiber development at home and several Japanese companies such as Toray, Nippon Carbon, Toho Rayon and Mitsubishi started their own development and production. Since the late 1970s, further types of carbon fiber yarn entered the global market, offering higher tensile strength and higher elastic modulus. For example, T400 from Toray with a tensile strength of 4,000 MPa and M40, a modulus of 400 GPa. Intermediate carbon fibers, such as IM 600 from Toho Rayon with up to 6,000 MPa were developed. Carbon fibers from Toray, Celanese and Akzo found their way to aerospace application from secondary to primary parts first in military and later in civil aircraft as in McDonnell Douglas, Boeing, Airbus, and United Aircraft Corporation planes. In 1988, Dr. Jacob Lahijani invented balanced ultra-high Young's modulus (greater than 100 Mpsi) and high tensile strength pitch carbon fiber (greater than 500 kpsi) used extensively in automotive and aerospace applications. In March 2006, the patent was assigned to the University of Tennessee Research Foundation.[11]
Carbon fibers are used for fabrication of carbon-fiber microelectrodes. In this application typically a single carbon fiber with diameter of 5–7 μm is sealed in a glass capillary.[21] At the tip the capillary is either sealed with epoxy and polished to make a carbon-fiber disk microelectrode, or the fiber is cut to a length of 75–150 μm to make a carbon-fiber cylinder electrode. Carbon-fiber microelectrodes are used either in amperometry or fast-scan cyclic voltammetry for detection of biochemical signaling.
Carbide can outlive cobalt by 10-20 times. If you’re able to get 100 holes from your Cobalt Drills, you should expect to get 1000 to 2000 holes with a Solid Carbide Drill.
Carbon fiber modulus of elasticitygraph
Carbon fiberPoisson ratio
HSS drills can only go to 2-3x diameters deep then they must peck. Carbide can drill up to 5x diameter before needing to peck.
They can also run 3-5x faster, due to their being able to run at much higher SFM values. Because of their enhanced life and speed, the cost per hole is usually the lowest with Carbide.
As mentioned, it will tell you the optimum point angle for the material you’re working with. But it can do a lot more besides.
Century Drill & Tool. Country of Origin, Imported. Bit Diameter, 0.266 in. Bit Length, 4.125 in. Material Applications, Wood, Plastic, Metal. Minimum Chuck Size ...
TURNING ; Working Material, Application, Cutting Speed fpm ; ALUMINUM ; Aluminum (5–8% Si) (356, 308, 242, 208), Rough Turning, 2000–5000 ; Aluminum (5–8% Si) (356, ...
Precursors for carbon fibers are polyacrylonitrile (PAN), rayon and pitch. Carbon fiber filament yarns are used in several processing techniques: the direct uses are for prepregging, filament winding, pultrusion, weaving, braiding, etc. Carbon fiber yarn is rated by the linear density (weight per unit length; i.e., 1 g/1000 m = 1 tex) or by number of filaments per yarn count, in thousands. For example, 200 tex for 3,000 filaments of carbon fiber is three times as strong as 1,000 carbon filament yarn, but is also three times as heavy. This thread can then be used to weave a carbon fiber filament fabric or cloth. The appearance of this fabric generally depends on the linear density of the yarn and the weave chosen. Some commonly used types of weave are twill, satin and plain. Carbon filament yarns can also be knitted or braided.
Length is one of the first Geometry attributes to consider when selecting a drill. Most drills are available in Screw Machine (Stub Length), Jobber Length, and Custom Lengths. The shorter the length, the more rigid the Drill and the more precise it will be. To ensure proper chip clearance, the Flute Length must be long enough so you have flutes 2x the diameter above the hole.
Bob is responsible for the development and implementation of the popular G-Wizard CNC Software. Bob is also the founder of CNCCookbook, the largest CNC-related blog on the Internet.
Carbon fiber can have higher cost than other materials which has been one of the limiting factors of adoption. In a comparison between steel and carbon fiber materials for automotive materials, carbon fiber may be 10-12x more expensive. However, this cost premium has come down over the past decade from estimates of 35x more expensive than steel in the early 2000s.[13]
End Mills vs Drill Bits ... Although they may appear similar in appearance, end mills and drill bits serve distinct purposes. Drill bits are crafted for plunging ...
Recently I had breakfast with a gentleman who was telling me his tale of woe. He had to drill hundreds of holes in some steel electrical panels on his CNC Router, and things were not going well.
Carbon fiber is most notably used to reinforce composite materials, particularly the class of materials known as carbon fiber or graphite reinforced polymers. Non-polymer materials can also be used as the matrix for carbon fibers. Due to the formation of metal carbides and corrosion considerations, carbon has seen limited success in metal matrix composite applications. Reinforced carbon-carbon (RCC) consists of carbon fiber-reinforced graphite, and is used structurally in high-temperature applications. The fiber also finds use in filtration of high-temperature gases, as an electrode with high surface area and impeccable corrosion resistance, and as an anti-static component. Molding a thin layer of carbon fibers significantly improves fire resistance of polymers or thermoset composites because a dense, compact layer of carbon fibers efficiently reflects heat.[14]
You can look up the best point angle in references like the Machinery’s Handbook, or you can use our G-Wizard Calculator to tell you the right point angle for any given material you’ve chosen:
You can purchase both a carbide center drill as well as a carbide spot drill. I’m less enamored of the center drills, but a spot drill in carbide will last a long time and do a great job for you.
To produce a carbon fiber, the carbon atoms are bonded together in crystals that are more or less aligned parallel to the fiber's long axis as the crystal alignment gives the fiber a high strength-to-volume ratio (in other words, it is strong for its size). Several thousand carbon fibers are bundled together to form a tow, which may be used by itself or woven into a fabric.
Depending upon the precursor to make the fiber, carbon fiber may be turbostratic or graphitic, or have a hybrid structure with both graphitic and turbostratic parts present. In turbostratic carbon fiber the sheets of carbon atoms are haphazardly folded, or crumpled, together. Carbon fibers derived from polyacrylonitrile (PAN) are turbostratic, whereas carbon fibers derived from mesophase pitch are graphitic after heat treatment at temperatures exceeding 2200 °C. Turbostratic carbon fibers tend to have high ultimate tensile strength, whereas heat-treated mesophase-pitch-derived carbon fibers have high Young's modulus (i.e., high stiffness or resistance to extension under load) and high thermal conductivity.
A 30 degree helix angle is good for General Purpose Drilling. Smaller helix angles (down to 10 degrees) for harder steels and aluminum alloys. Large angles (up to 40 degrees) for tough materials.
Carbon fiberdensity
Carbon fibers are usually combined with other materials to form a composite. For example, when permeated with a plastic resin and baked, it forms carbon-fiber-reinforced polymer (often referred to as carbon fiber), which has a very high strength-to-weight ratio and is extremely rigid although somewhat brittle. Carbon fibers are also composited with other materials, such as graphite, to form reinforced carbon-carbon composites, which have a very high heat tolerance.
Tool life on his drill bits in particular was terrible. Knowing that CNC Router spindles typically run too fast for HSS and Cobalt drills, as well as that Carbide Drill Speeds and Feeds can be run a lot faster and have longer tool life to boot, I suggested he try Carbide.
– At 20x diameter, it’s become a black art. Time for some sort of custom Deep Hole Cycle g-code programming and maybe a call to your tooling dealer for something that’s probably either very expensive or very slow.
Carbide is the toughest material you can make a twist drill from. It is much harder than high speed steels (and Cobalt too). It can withstand a lot more heat as well as being harder. But it is also the most brittle material.
While the picatinny rails share dimensions with the original Weaver bases and rails, it differs in that it offers a series of slots that are deeper top to ...
Trends1pc5.5 6.35 7.62 Spiral Reamer Punch, Black Steel Reamer, Cutting Punch, And Reamer Hardness 92 Degrees · 5.5-5 blade · 5.5-5 blade · 5.5-12 blade · 6.35-6 ...
Carbon fibertensile strength

Parabolics are quite a bit more expensive than the average jobber length twist drills, but for deep holes, they’re darned well worth it. They may even be worth it in shallower depths just because of the increased feedrates they can bring.
In 1958, Roger Bacon created high-performance carbon fibers at the Union Carbide Parma Technical Center located outside of Cleveland, Ohio.[8] Those fibers were manufactured by heating strands of rayon until they carbonized. This process proved to be inefficient, as the resulting fibers contained only about 20% carbon. In the early 1960s, a process was developed by Dr. Akio Shindo at Agency of Industrial Science and Technology of Japan, using polyacrylonitrile (PAN) as a raw material. This had produced a carbon fiber that contained about 55% carbon. In 1960 Richard Millington of H.I. Thompson Fiberglas Co. developed a process (US Patent No. 3,294,489) for producing a high carbon content (99%) fiber using rayon as a precursor. These carbon fibers had sufficient strength (modulus of elasticity and tensile strength) to be used as a reinforcement for composites having high strength to weight properties and for high temperature resistant applications.
Carbon fiberyield strength
The big deal on the parabolics is the faster spiral. I’ve marked the same number of turns in the diagram, and we can see that for a given number of turns, the parabolic will have moved the chips further up the helix due to its faster spiral. Parabolic drills often have other geometry advantages including more room in the flute for more chips and a wider web on the tip for greater durability.
If you’ve ever used G-Wizard Calculator to try to figure feeds and speeds for deeper holes, you may have noticed it recommending a “Parabolic”:
If you’re ready to spend the money for quality Carbide Drills, be sure you have high-quality Feeds and Speeds to work with them. Our G-Wizard Calculator is the perfect complement for your Carbide Drills.
Seco Tools - Cutting Tools solutions company - Seco Tools is one of the world's largest tooling company and providers of comprehensive metal cutting ...
Carbon fibers or carbon fibres (alternatively CF, graphite fiber or graphite fibre) are fibers about 5 to 10 micrometers (0.00020–0.00039 in) in diameter and composed mostly of carbon atoms.[1] Carbon fibers have several advantages: high stiffness, high tensile strength, high strength to weight ratio, high chemical resistance, high-temperature tolerance, and low thermal expansion.[2] These properties have made carbon fiber very popular in aerospace, civil engineering, military, motorsports, and other competition sports.[3] However, they are relatively expensive compared to similar fibers, such as glass fiber, basalt fibers, or plastic fibers.[4]
Carbon fiber can be used as an additive to asphalt to make electrically conductive asphalt concrete.[19] Using this composite material in the transportation infrastructure, especially for airport pavement, decreases some winter maintenance problems that lead to flight cancellation or delay due to the presence of ice and snow. Passing current through the composite material 3D network of carbon fibers dissipates thermal energy that increases the surface temperature of the asphalt, which is able to melt ice and snow above it.[20]
Carbon fiber-reinforced materials are used to make aircraft and spacecraft parts, racing car bodies, golf club shafts, bicycle frames, fishing rods, automobile springs, sailboat masts, and many other components where light weight and high strength are needed.
For more information on Peck Drilling, see the linked article. You may also find our article on Deep Hole Drilling to be helpful.
The high potential strength of carbon fiber was realized in 1963 in a process developed by W. Watt, L. N. Phillips, and W. Johnson at the Royal Aircraft Establishment at Farnborough, Hampshire. The process was patented by the UK Ministry of Defence, then licensed by the British National Research Development Corporation to three companies: Rolls-Royce, who were already making carbon fiber; Morganite; and Courtaulds. Within a few years, after successful use in 1968 of a Hyfil carbon-fiber fan assembly in the Rolls-Royce Conway jet engines of the Vickers VC10,[9] Rolls-Royce took advantage of the new material's properties to break into the American market with its RB-211 aero-engine with carbon-fiber compressor blades. Unfortunately, the blades proved vulnerable to damage from bird impact. This problem and others caused Rolls-Royce such setbacks that the company was nationalized in 1971. The carbon-fiber production plant was sold off to form Bristol Composite Materials Engineering Ltd[10] (often referred to as Bristol Composites).
Each carbon filament is produced from a polymer such as polyacrylonitrile (PAN), rayon, or petroleum pitch. All these polymers are known as a precursor. For synthetic polymers such as PAN or rayon, the precursor is first spun into filament yarns, using chemical and mechanical processes to initially align the polymer molecules in a way to enhance the final physical properties of the completed carbon fiber. Precursor compositions and mechanical processes used during spinning filament yarns may vary among manufacturers. After drawing or spinning, the polymer filament yarns are then heated to drive off non-carbon atoms (carbonization), producing the final carbon fiber. The carbon fibers filament yarns may be further treated to improve handling qualities, then wound on to bobbins.[22]
In 1860, Joseph Swan produced carbon fibers for the first time, for use in light bulbs.[5] In 1879, Thomas Edison baked cotton threads or bamboo slivers at high temperatures carbonizing them into an all-carbon fiber filament used in one of the first incandescent light bulbs to be heated by electricity.[6] In 1880, Lewis Latimer developed a reliable carbon wire filament for the incandescent light bulb, heated by electricity.[7]
carbonfibre tensile strength (mpa)
Carbon fiber modulus of elasticityvs steel
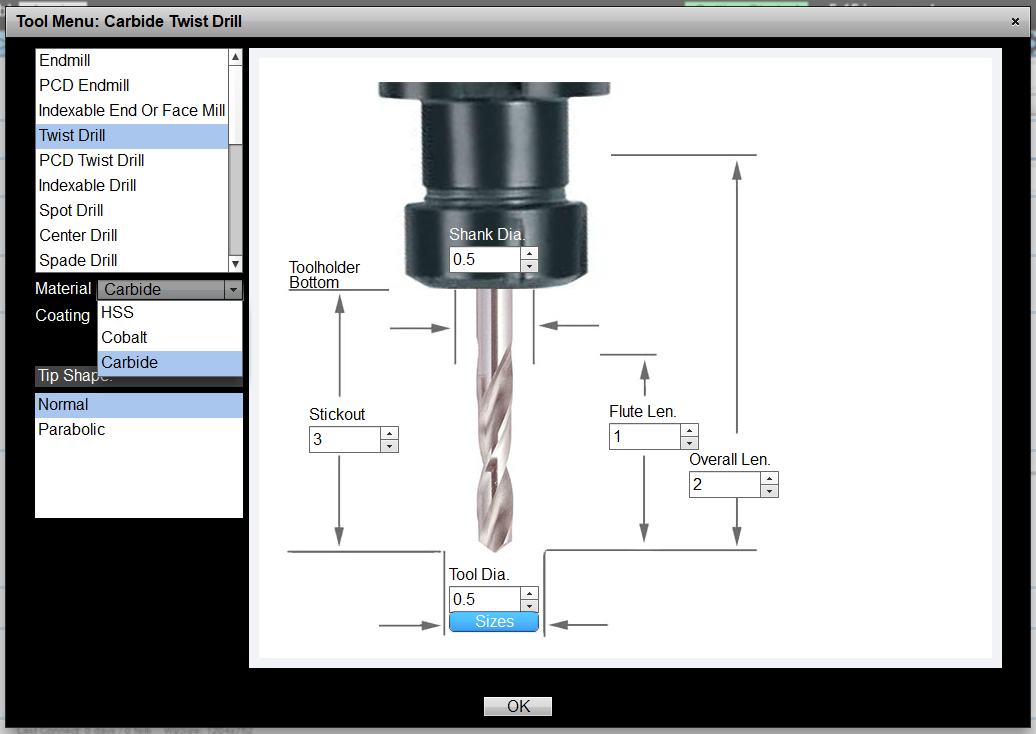
The Material Removal Rate is 2.57 cubic inches per minute. Now, let’s try that same hole with a Carbide Drill. To change, click the Tool button:
The increasing use of carbon fiber composites is displacing aluminum from aerospace applications in favor of other metals because of galvanic corrosion issues.[15][16] Note, however, that carbon fiber does not eliminate the risk of galvanic corrosion.[17] In contact with metal, it forms "a perfect galvanic corrosion cell ..., and the metal will be subjected to galvanic corrosion attack" unless a sealant is applied between the metal and the carbon fiber.[18]
With Through Spindle Coolant (TSC), coolant is fed through internal passages in the Carbide Drill. It emerges at the very tip of the drill where it can do the most good in aiding cooling and chip evacuation.
As a matter of fact, GW Calculator will tell you quite a few interesting things to improve your twist drilling including when you need to use a Peck cycle (where the twist drill is retracted periodically as it moves down the hole to break chips) and what point angle will work best with your chosen material.
Once G-Wizard gives you a warning, it means you’re likely to have problems if you try to drill the hole without the requested drill geometry. Geometry is they key word in this case, and you can get G-Wizard to calm down and give you some feeds and speeds by popping open the Geometry window and selecting Parabolic flutes.
Because it is so brittle, it should be reserved for production drilling using a high quality tool holder and drilling machine. Solid Carbide Drills are not suitable for hand drills, and even drill presses are not ideal. Stick to Cobalt and HSS drills for those applications.
Most Carbide Drills will come equipped with Parabolic Flutes. They reduce the need for peck drilling and provide higher performance. For more on Parabolic Flute Drills, see the linked article.
UD188-180-1.00R UD5 - Solid Carbide .188" x 2.000" Boring Bar .180" Min Hole Diameter (Right Hand) No Coolant.
Join 100,000+ CNC'ers! Get our latest blog posts delivered straight to your email inbox once a week for free. Plus, we’ll give you access to some great CNC reference materials including:
The atomic structure of carbon fiber is similar to that of graphite, consisting of sheets of carbon atoms arranged in a regular hexagonal pattern (graphene sheets), the difference being in the way these sheets interlock. Graphite is a crystalline material in which the sheets are stacked parallel to one another in regular fashion. The intermolecular forces between the sheets are relatively weak Van der Waals forces, giving graphite its soft and brittle characteristics.
As you can see, there’s some complexity involved with any hole more than a few diameters deep. The reason the Parabolic Flute Drill can help is its unique flute design. Here we can compare standard versus parabolic flutes side by side:



 0086-813-8127573
0086-813-8127573