
9 meilleures applications de loupe pour lire plus clairement ... - application loupe
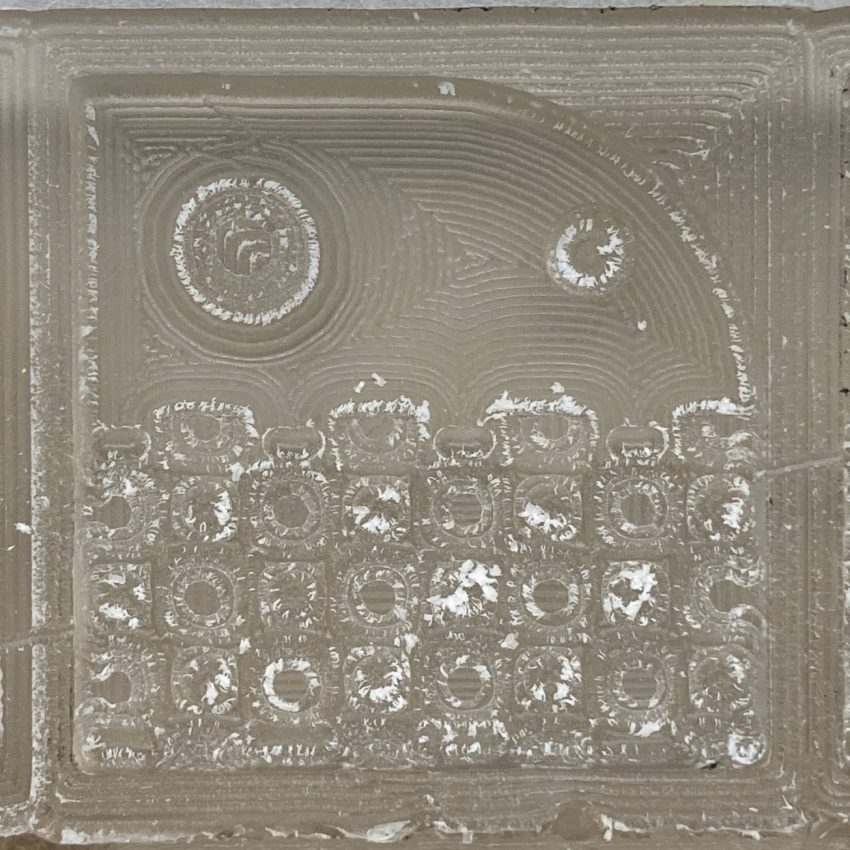
When a ball end mill carves in several straight, parallel passes it leaves behind small amounts of material in the form of ridges – these are known as ‘cusps’. These cusps are the reason for the increase in detail/resolution with a lower stepover; as shown in the photo below, a larger stepover means larger cusps, while a smaller stepover means the cusps continue getting smaller until they’re imperceptible to the human eye. Obviously, with lower stepover, this means a greater number of passes, and a much longer total project time. You’ll need to decide how much detail you need, and how long you’re willing to run the project for. For example, for carving a 2″x2″ relief, you’ll probably want to use a low stepover amount such as 5-8% since this project won’t take more than an hour. If you we’re carving something much larger, you might want to set your stepover much larger and forego finer detail for a faster overall project time.
Many charts exist which attribute a certain chip load value to a given cutting bit size and material. For our own purposes we’ve attributed a chip load per unit diameter to the common groups of materials as shown in the table below.
Below is a good drill for the skills of a defenseman learning to walk the blueline and getting a shot towards the net. While this may work for an individual skill session, it only has one player and a goalie in use.
I also see a lot of skating without purpose. Lining up on the goal line and then going back and forth, but nothing pushing them to go harder, and nothing forcing them to work on any skill other than just a forward stride.
Cutting depth is the next variable to consider and in relief carving this is again something that you do not have much control over. This is because the tool will need to follow the contours of your 3D model which can vary considerably in depth.
While the theory presented above holds true for any type of machining, there are a few additional constraints that we should be aware of when 3D carving.
We’ve all seen it, bag skates, but being sold as conditioning and checking that box that you worked on skating at practice. They can serve a purpose, they can increase some cardio and work on that forward stride, but how much of your already limited on ice practice do you want to give up to just that alone?
Handy for printing out as a quick reference to keep on your computer or by your CNC and available in both imperial and metric units.
As long as the important cutting bit geometry is the same, probably. There is a misconception in the hobby CNC router space that different sources of cutting bits will perform completely differently. Some may be sharper or higher quality than others but most will perform fairly similarly in common materials such as woods.
Instead, you can try a relay race. This one includes two skaters going at once, and a goalie. It works on crossovers, straight sprints, forward to backwards transitions, half-crossovers, puck battle and defense. The players want that puck so they will work extra hard to do this right.
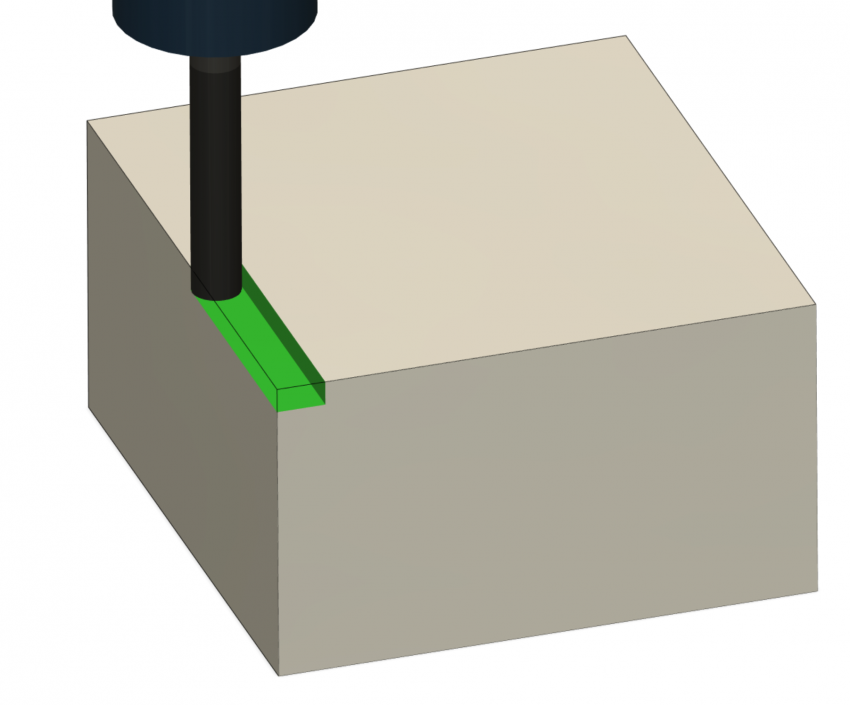
For slotting the cutting width will be fully engaged, meaning our cutting width or width of cut (WOC) will be equal to the tool diameter (ie. WOC = 0.25” if using a ¼” bit).
In this drill, the coach spots the puck low into the zone on the boards and the forward goes and retrieves while being chased by the defense. The defense’s job here is to keep the forward trapped along the boards and is not allowed to touch the puck until the whistle.
For example, if we’d like a chip load of 0.0031”, we can run a 2 flute end mill at a speed of 17000 rpm and feed rate of 105.4 inches/min (2677.16 mm/min) to achieve this.
I love to stop and watch, because done right, there is always something to learn. Done wrong, there can be even more to learn. And in my opinion, I see a lot of practices done wrong.
Composition: Pure silicon nitride ceramic with an alumina CVD coating. Application: Excellent combination of toughness and edge wear resistance. Used for ...
The player then continues to the next pile of pucks to walk back the other way and in this video the other forward down low creates a screen or even attempts to tip the puck.
Since aluminum is near the upper limit of hardness that should milled using a hobby CNC machine, you’ll want to take any measures to make your machining setup as rigid as possible such as:
I wanted to teach more of my players this technique, and my mind went back to that drill, but again, the solo version doesn’t make sense for a team to learn something and all I saw at this coach’s practice was a line of kids waiting to skate on their own.
It’s important to understand the main goals in how one goes about deciding on a certain set of cutting parameters. These are typically:
For cutting acrylic we highly recommend you use cast acrylic (usually has paper backing) instead of extruded acrylic (plastic backing). Cast acrylic will always have a better surface finish compared to extruded acrylic which is significantly more difficult to cut due to its lower melting temperature.
When cutting softer materials, you might find that you can cut much more aggressively than what we recommend. This is because the recommended feeds and speeds are more based around retaining good cut quality, and less around cutting as fast as possible. In our own testing, soft woods can actually be cut about twice as aggressively as what is recommended, but you’ll likely encounter losses in quality, splintering/splitting, and even large chunks of wood stripped out depending on the wood grain.
Our tables try to account for the average setup you’ll have with your LongMill MK2 so that you can use the values as a jumping-off point. This is where we’ll stick a giant asterisk since despite all the work we’ve done we’ll never be able to provide guarantees against broken bits or failed projects. Woods, plastics, metals – basically any material is going to behave differently whether you’re in Canada, the USA, or Australia because of variations in natural species, manufacturing processes, temperature, humidity, and many other factors. This is the nature of CNC where it becomes more of an art than a science. All machines are different, are assembled differently, use different table setups, exist in different environments, use different cutting tools, and so forth.
“Feeds and Speeds” is an all-encompassing term used to describe most of the variables that come into play when using a cutting tool to carve a material. In the hobby-sense, this includes:
Aug 15, 2024 — Full speed ; 1/16" Corncob End Mill, 1350, 680, 0.7, 5.5 ; 22mm Surfacing Bit, 2590, 1300, 8.8, 0.8 ...
The result is a simple reference-table that you can use as a starting point for your next project. This required us to do a crazy amount of math, create internal testing patterns and procedures, run tests on all the common CNC bits and materials we could think of, and break a lot of bits along the way to hone what we hope will power up your ability to get the most out of your LongMill. We’ve also included more reading later down the page if you’re curious about the theory that drove these cutting parameters and their outcomes: ‘Cutting Theory’.
In this version, not only do you have three players involved rather than one, you have the players all making decisions about where they should be, should it be a pass or a shot, and the goalie then has to be involved in reading and reacting to those decisions.
Brass Portable Drillcreate
To calculate chip load there’s a simple formula shown below. Since we usually know the number of flutes our cutting bit of choice has, we can modify either feed rate or router speed/RPM to reach the chip load we want. In some cases the speed of the router might not be fast or slow enough to reach the desired chip load so we could change the cutting bit to have more or less flutes to accommodate that. Another approach would be to change the diameter of the bit, thus calling for a different chip load and making it more feasible for the router speed or feed rate you have available.
These cutting parameters were developed to be used on the average LongMill MK2 without overstressing the machine, if yours doesn’t seem to be keeping up at these parameters it might be your machine’s way of telling you that something is loose, worn, or misassembled. Check out our page here covering tuning, maintenance, and checks for loose components.
Create drillsmod
1/4" Diameter solid diamond drill bit ideally suited for drilling hard ceramic, porcelain tile and granite. Bit must be used with a coolant and can be used in ...
Hard woods are a step up from soft woods (as the name would suggest), and require a bit more attention to get the right cut settings. You’ll want to pay especially close attention when cutting with very small bits such as 1/16” end mills to ensure they don’t break.
Stations help make the groups smaller. With 15 skaters, we do three stations so that we have five kids in each group. Then we tailor our drills to incorporate between three and five of them at a time.
Here are some examples of drills I see that tend to have a longer line, and then how I would repurpose them to include more players and shorter, to no lines. And then also, how to make skating drills more fun, purpose driven, and with various skills being used.
The illustrations below show the use of a tool in a high depth of cut, low width of cut scenario (left), as well as low depth of cut, high width of cut scenario (right). With the feed rate constant between these two cuts, they’ll both be removing the exact same amount of material in the same amount of time.
Second to that, while this does cause a smaller line to form, each repetition is also giving each player multiple skills to work on, and a bit of an extended rest from the energy they should be exerting during the race.
Naturally we can assume that the more material we cut in a given time, the more strain is placed on the machine and router. If we can quantify how much material is getting removed in a given amount of time, we can aim to keep this within a reasonable amount – this is what the material removal rate metric does. The standard units for material removal rate are in volume per minute – either inch3/min or cm3/min.
The router speed/RPM is determined by the geometry of the bit, type of material, and feed rate which might end up being slower than you would expect. This is further discussed in the topic of chip load. It’s intuitive to think that cranking up your router speed will help cuts come out better – and to some extent it might – but an appropriate router speed is one that generates chips not too large (overloading the bit) and not too small (causing burning).
Designed for milling dovetail grooves for sight attachments, this fully stocked Harvey Tool product offering of Sight Groove.
Createmod auto miner schematic
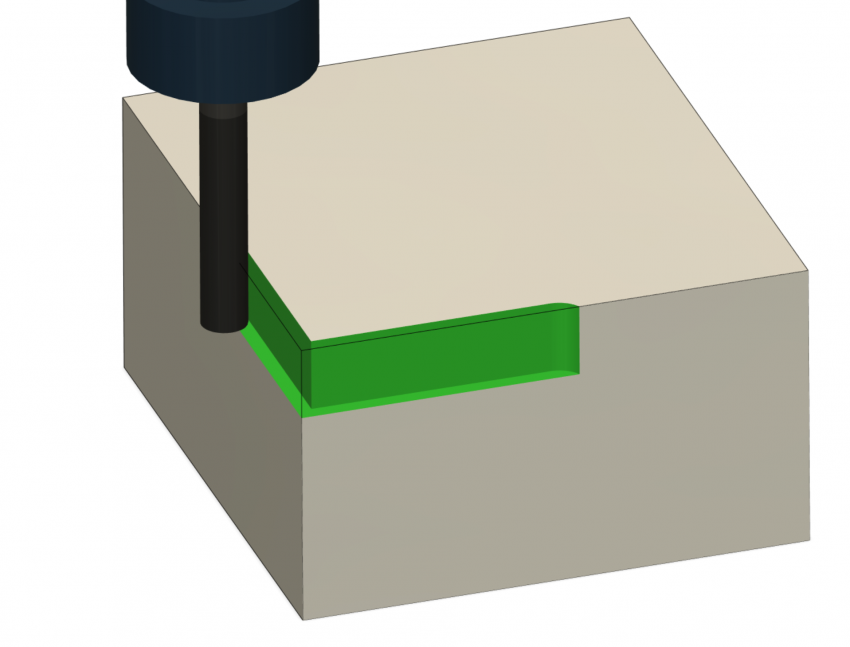
Shown below, the formula for material removal rate depends on feed rate, cutting width, and cutting depth. Cutting width will depend on whether you’re slotting (cutting out pieces of things, cutting lines and shapes, etc.) or pocketing (making large holes, cutting out pockets, bowls, etc.) since the full width/diameter of the cutting bit will either be fully engaged (slotting) or partially engaged (pocketing).
We’ve tried to cover most common/popular materials and hope to expand our feeds and speeds to include other materials in the future, but we can’t cover everything. Less popular materials such as FR4, carbon fiber, and steel can all be cut, but aren’t very popular. If there’s a particular material you’d like us to provide, feel free to contact us and let us know.
Many CAM programs don’t have the functionality of importing and exporting tool databases/libraries, so we focused on two popular CAM programs which do.
Then I saw Nathaniel Brooks’ presentation from The Coaches Site Live, and he brought in a drill that met this need, while allowing me to throw even more players in the mix. I made a slight adjustment to make this a station based drill rather than half-ice, added the coach sending the puck to the desired location rather than the skater picking the wrong spot, and brought it straight to practice.
And I don’t mean I don’t see a kid learning, or being taught something wrong. What I mean is, I see a lot of kids standing around waiting their turn. I see what a practice looked like when I was playing high school hockey in the mid-90s.
Technically, yes, but in practice no. Some bits may be sharper than others from the factory, but you can expect tools to perform about the same throughout their lifespan regardless of how aggressively you run them. The main detriment which causes premature tool wear is using an inappropriate chip load.
How to make a drill in Minecraft no mods
As mentioned above, one of the most useful aspects of machining theory applied to hobby CNC is not the actual calculation of parameters – but rather the relationships we can understand between different cutting parameters.
At the same time, a second forward enters the zone, choosing where to enter by reading the forwards positioning and the two then play a 2 on 1 trying to score.
3D Animated Drills are powered by the Hockey Coach Vision App. Test the FREE HCV APP and access 100+ Animated Drills: https://hockeycoachvision.com/free-hockey-app/
Long lines and few repetitions are the enemy of a good hockey practice. Coach Dan Arel reworks some drills to include more players and shorter to no lines.
I have the privilege of seeing a lot of practices throughout a season. At my own home rink, but when traveling around the state for our league, tournaments, and sometimes even out of state.
Hakkin 20 Pcs Carbide Rotary Burrs Set, End Mill CNC Router Bit, 1/. More like this ...
I immediately saw a need for such a drill because just the week before, I saw a wonderful play by one of my centers who used a similar move to create some space and make a pass that led to a goal.
In many of my articles here, you will see I do mainly station based practices. At the youth level this is a necessity. You have 15 or more kids on the ice, and in my case, 15 kids on half ice, and you need to ensure they are moving and getting repetitions, and just the right amount of rest before they go again.
Vertical drillCreateMod
Createmod drill schematic
There are two schools of thought on how to select cutting parameters for a hobby CNC machine; calculate all parameters based on theoretical equations, or trial and error based on cut quality and perceived machine strain. An argument can be made for both of these approaches so it’s best to take any theoretical method with a grain of salt and explore how changing certain parameters will affect your machine and projects experimentally. That being said, it’s well worth understanding some of the relationships between different cutting parameters which is why we’ll delve into the theory side of things.
Hobby CNC routers can vary greatly in terms of their rigidity and capabilities, so this will depend. If you’re using these on an industrial machine, these cutting parameters might be a bit conservative but will work just fine. If you’re using these on a slightly less robust machine, you might want to dial back some of these settings and proceed with caution. Either way, use your best judgment and adjust accordingly.
The implications of the two constraints above are that tools will tend to be underutilized (removing too little material) on the shallow parts of the relief and struggle on the deeper / steeper parts (removing too much material). For wood based materials, you’re less likely to exceed the tool’s material removal capabilities on even the deepest parts of your relief without running into other constraints in your machine such as feedrate. On harder materials such as acrylic / aluminum however the spikes in material removal is a much bigger concern and is why roughing (with a very shallow depth of cut and minimal stock to leave) is a prerequisite for success.
If you can’t find specific cutting parameters for a particular material-bit combination, it’s likely because this is a material-bit combination we cannot advise. Some examples of inadvisable combinations might include cutting aluminum with a corn cob end mill, or using a surfacing bit on acrylic.
Choose from our selection of sheet-metal-cutting drill bits, including short-flute cobalt steel drill bits, drill bits for sheet metal, and more.
We can break down two metrics for targeting both of these goals – chip load, and material removal rate (MRR). Simply put, we’re concerned with how big each individual chip of material is when cut and how much material is removed in a given amount of time. Both of these metrics depend highly on the material you’ll be working with which is what makes choosing cutting parameters so confusing.
Long lines, few repetitions. And if we’ve learned anything over the last few decades now, repetition matters and learning by doing over and over again creates better hockey players, but also makes for better practices.
Material removal rate asks the question “how deep can I cut?” Now that we have our targeted chip load and calculated feed rate and router speed we can move onto figuring out the last pieces of the puzzle: depth of cut and stepover.
With these drills, I hope coaches can find a way to get more out of each practice, but also to self-evaluate their current drills and ensure they are getting the most players involved and each drill serves a purpose beyond simple individual skill and can do more to build teamwork at the same time.
Not the colloquial ‘softwood’, rather any woods, plywoods, or MDF that have low hardness and can be dented with a fingernail. These woods are very forgiving to cut and work well with many types of bit geometry and size. Wood is simply an amazing material. As it is a living, organic material, there are an infinite variety of woods and characteristics.
Since we know our desired feed rate (from our chip load calculation) and cutting width (depending on the cutting operation), we can calculate what our cutting depth should be if we’d like to keep our material removal rate below some reasonable amount. At this point, we’ve now gotten all of our cutting parameters necessary for setting up a cutting operation.
Feb 8, 2024 — Balls Trimmer 2.0 is a revolutionary product designed specifically for men to help them trim and maintain their delicate areas easily, safely, and efficiently.
Bestcreate drills
Plastic is a material used everywhere in our modern world with each plastic having unique properties impacting their cutting characteristics and strategy. Some are quite easy to cut like ABS, PVC, HDPE, and Delrin/POM while others like acrylic or polycarbonate can be more moderate in their cutting difficulty, similar to hard woods. Plastics also present the challenge of being more prone to melting and ‘gumming up’ the cutting bit.
Now, below, is the same drill, but with two additional players added to the front of the net. The player at the top goes and pulls one puck from the pile (we even use objects in the way to make getting the puck more of a challenge) and walks the line before making a slap pass to the player in front.
The first constraint to pay attention to is cutting width/stepover. This is a variable that we can typically change to control the rate of material removal but in 3D carving it’s directly tied to surface finish and is typically a small number (~5-15% depending on the size of the bit).
Feb 13, 2023 — Die cast aluminum has a general conductivity of 80–90 w/ m.k, but machined aluminum has a thermal conductivity of 180–190 w/ m.k..
Now, you’re asking how does this shorten the line when you have 15 kids on the ice? To help, you can learn to time the whistle so that while one race is transitioning around the rink divider, the other two are now skating the circle.
CreatePortable drill
For austenitic steels, (e.g. 304, 1.4301), the depth of cut must however always undercut the induced work hardened layer, so increase in speed must be carefully ...
For pocketing our tool will only move over by some distance between passes, typically this distance should be about ~45% of the width of the cutting bit (ie. WOC = 0.25” x 45%=0.1125” if using a ¼” bit).
This is a very sensitive parameter. If too small, the chips reduce in size to become dust which will wear out the bit and heat up causing burning. If too large, the chips become larger which results in the cutting bit being overloaded and unable to clear the chip out of the cut. The effects of chip load on cut quality can be seen below.
Almost all of the suggested stepover values are based on a 45% stepover value so you can use this for any software which requires this value. You might even find that your CAM software is already defaulting to this value.
I walked into a rink recently and saw this drill going on, and while I think at an individual skill session it has some merit, it didn’t make sense to me at all as a team practice drill.
Kennametal is a leading provider of productivity solutions for metalworking, earth cutting, and wear components, coatings, and powders.
In the drill, I saw the coach dump a puck in and the player worked on controlling the puck with tight turns along the board before curling off, hitting the coach with a pass that they immediately received back, passed through an obstacle to themselves and then went in for a shot on net.
Figuring out how to cut materials nicely on your machine can be confusing and time consuming. Most cutting tool manufacturers spec industry-grade speeds that hobby-grade machines can’t achieve and tool information that hobby CAM software can’t use. Chatter analysis, optimizing material removal rate, tool life preservation, and more simply fall out of range for most hobby CNC’ers since they don’t do the high-load or large capacity work of business and industry. We wanted to see what we could do to help with this.
Aluminum is an incredibly useful medium for creating strong mechanical parts, tools, or impressive display pieces. Unfortunately, it can also be quite difficult to cut. Our aluminum cutting table was developed for the most common aluminum stock you’ll come across, the variety/alloy known as ‘6061’. Other alloys such as 7075 (stronger and significantly harder to machine) will require some experimentation using the 6061 cutting parameters as a starting point.



 0086-813-8127573
0086-813-8127573