
Aluminum Cnc Router : 4 Steps - aluminum cnc
Southern alloy corplocations
Before using a threading die its important to make sure the major diameter of the shaft to be threaded matches the range listed in the Machinery Handbook. For example, a ½-20 UNF 2A thread must have a major diameter between 0.4906 and 0.4987. The smaller the major diameter, the easier the die will cut. In general, undersize the shaft diameter by 2% of the major thread diameter.
The following videos explain the process in good detail. Fast forward through the parts which are not interesting to you J.
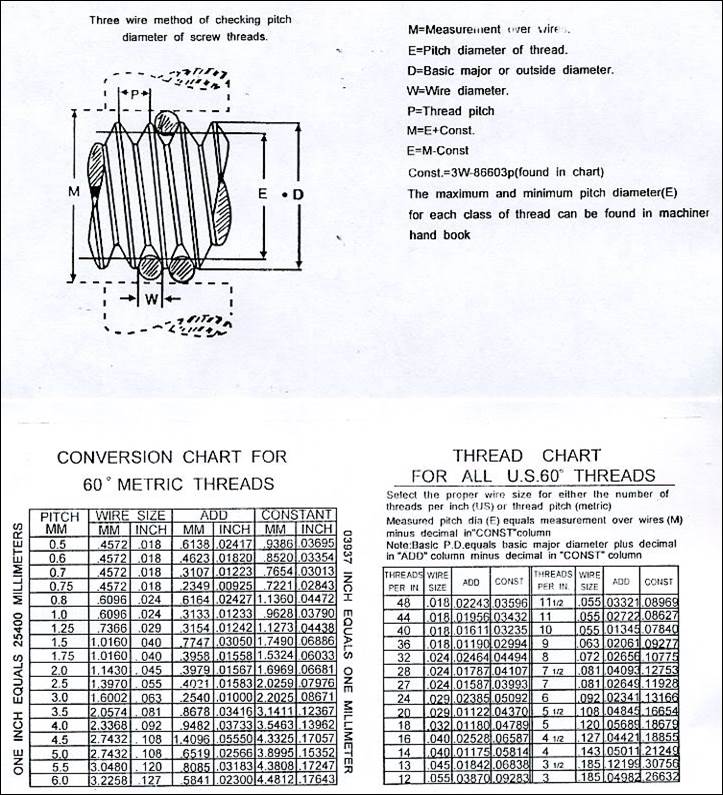
The three wire method uses basic geometry and three identically sized wire rods to allow the pitch diameter to be calculated using any standard micrometer measurement. The three wire method is very accurate and the cheapest method of measuring a variety of thread pitch diameters. The downside to this method is that it requires a lot of dexterity to make an accurate measurement without dropping the precision thread wires.
Southern alloy corpreviews
When using a threading die on the lathe its important to start the thread die collinear to the axis of the part, so use the body of the drill chuck for alignment and guidance. Its also important to cut a generous chamfer on the end of the part to help the threading die start cutting.
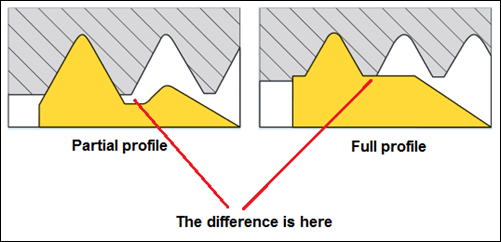
Figure 1a: Examples of using standard tap wrenches and spring loaded tap guide (left) or dead center (right) to tap holes on the lathe.
a. Check the direction of the threading direction by engaging the half-nut with the tool a safe distance from the part; for this example, we will thread toward the chuck
Search for listings by keywords. To finding listings containing an exact phrase, put double quotation marks around the words. e.g "Acme Corp"
Rigid tapping is the second most common method of thread cutting on the lathe. With this technique the tap or die is clamped in the tailstock using a variety of methods and threaded into or onto the workpiece under spindle power. Smaller taps up to 3/8 can be clamped in a keyed Jacobs style chuck (NEVER a keyless chuck!). Larger taps should be clamped using a split sleeve or heavy duty tap driver, as shown in figure 3b.
Figure 5a: Checking thread size using an existing, quality nut. Its convenient to keep a complete set of quality nuts on rings for thread measurement (right).
Always use cutting oil when threading on the lathe. WD40 works well for aluminum. Oatey dark threading oil works well for steel. Chlorinated Moly-D works best for materials which are tougher to machine, like stainless and alloy steels.
Who ownssouthern alloy corp
Figure 2b: Using the drill chuck body to align the threading die axis with the workpiece axis when starting the thread.
In general, round-shaped dies are for cutting threads onto a workpiece and hex-shaped dies are for chasing (cleaning up / repairing) existing threads.
Southern alloy corpcareers
In general there are two types of cutting tool geometries which can be used: partial and full form profiles. Partial profile cutting geometries only cut the minor (or root) diameter of the thread, whereas full profile cutting geometries cut both the minor and major diameters of the thread profile to size. The advantage of partial profile cutting geometries is that one tool can cut a variety of thread pitches, whereas a full profile cutting geometry is only good for one particular thread pitch. The advantage of full profile cutting geometries is that the entire thread is finished in one operation, saving significant thread finishing and deburring time.
Using a die handle is a common method of external thread cutting on the lathe. The workpiece is clamped in the lathe chuck, and the threading die is held and rotated using a die handle.
Figure 4b: Good single point threading video (left; threading starts at 18:08 time stamp) and shorter clip of thread cutting (right).
g. Turn the spindle OFF before the tool reaches a shoulder (if not exists); you can use the foot brake to stop it quickly if needed; if you stop too early, simply bump the power switch to continue the cut or rotate the chuck by hand
Using a thread micrometer is the easiest way to accurately measure thread pitch diameter for comparison to the thread data listed in the Machinery Handbook or this link. However, thread mics are fairly expensive.
Questions about the online or print Buyers Guide? Contact Emily Adkins 216-675-6006 eadkins@northcoastmedia.net
Southern alloy corpjobs
2. Turn the OD to the target major diameter and include a chamfer on the end at least 0.020 smaller than the minor diameter of the thread profile to be cut.
Threads can be measured at least three different ways: by checking with a mating nut or thread gage, by using a dedicated thread micrometer, or by using the three wire method.
9. As you approach final thread size, use a fine file to carefully debur the rough edges of the major diameter (unless using a full profile insert, which deburrs the major diameters automatically, as discussed above). The major diameter should end up a few thousandths of an inch under the nominal size, according to the tolerances listed in the Machinery Handbook (e.g. 0.4906-0.4987 for a ½-20 UNF 2A thread). You will know when you are close to the final size by keeping track of your X-infeed value, which will end up smaller than the equivalent internal threads minimum minor diameter by the noted allowance (e.g. 0.446 0.0013 = 0.4447 for the same ½-20 UNF 2A thread).
Using a tap handle is the most common method of tapping on the lathe. The workpiece is clamped in the lathe chuck, a spring loaded center (for smaller taps) or a dead center (for larger taps) is clamped in the tailstock, and the tap is held and rotated using a tap handle, as we do with the assigned parts in lab.
7. Cut a light (0.001 - 0.002) scratch pass across the surface of the part to be checked with a thread gage for accuracy.
8. If the pitch of the scratch pass measures correctly, begin cutting the thread to depth; start with deeper depths of cut (.010 in aluminum, 0.005 in steel) and make progressively shallower cuts as the thread gets deeper and the threading tool begins to leave a worse finish)
Figure 3b: Example of split sleeve tap driver for lathe tailstock (left) and heavy duty tap driver for lathe tailstock (right).
Checking with a mating quality nut or thread gage is the easiest method to determine when the thread is cut deep enough. Nuts are much cheaper than calibrated thread gages, but work fine for most prototyping applications.
3. If permissible, cut a thread relief using a grooving tool (as shown in Figure 10 and the two video thumbnail images above). The thread relief should be slightly less than the minor thread diameter.
Single point threading involves mounting a threading tool with the proper thread profile to the toolpost and cutting the thread using multiple synchronized passes.



 0086-813-8127573
0086-813-8127573