
Angle Cutters - Shank Type - angle cutters
In terms of cutting, ferritic stainless steels behave like carbon steels with a similar strength level. To minimize burr height in punching and shearing, the clearance – the distance between the punch and the die – should be kept below 10% for austenitic stainless steel grades, while a somewhat larger clearance can be accepted for duplex grades.
Outokumpu can keep me up to date with timely and relevant information. Outokumpu is committed to keeping personal data confidential and secure, and to processing personal data only in accordance with applicable privacy and data protection laws. Please read our Privacy notice.
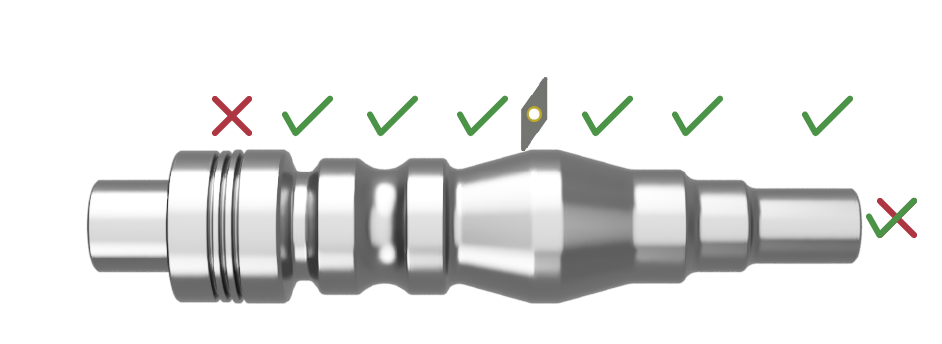
V Type inserts, have a distinct shape with a 35° cutting edge.Here are the advantages and disadvantages of using V-shaped inserts in turning:
Carbideinsertidentification chart PDF
When machining stainless steel it is important to use tools and inserts that are designed for stainless steel, and the tool supplier’s recommendations should be followed to have optimal chip length and increased tool life. Outokumpu also provides starting recommendations for both High-Speed Steel (HSS) tools and Cemented Carbide (CC) tools in the machining guidelines presented for several stainless steel grades.
It’s important to note that the advantages and disadvantages listed here are general observations and may vary based on specific machining conditions, workpiece materials, and machine tool capabilities. Manufacturers and machinists should consider these factors along with their specific requirements when choosing the appropriate inserts for turning operations.
The major issue when shearing, punching, and sawing is tool wear, or chipping, as this has a large impact on the quality of the edge. The amount of burr should be kept as small as possible and parameters that can have an influence are clearance, tool wear, cutting forces, and cutting speed. For thermal cutting, parameters like shielding gas and energy input can have an effect on the amount of burr that is formed.
It’s important to note that the advantages and disadvantages of D type inserts can vary depending on the specific cutting conditions, workpiece material, and the intended application. Manufacturers and machinists should consider these factors alongside their specific requirements to make informed decisions about insert selection.
Turning insertchart
CNCturninginserts
The free-machining grades are the most similar to carbon steel out of all stainless steel grades These grades often have an increased sulfur or selenium content to facilitate chip breaking. Outokumpu’s Prodec grades, which are still within the specification of standard 4307 or 4404, are machinability enhanced by a special metallurgical treatment. These grades have up to 40% better machinability compared to standard grades.
Insertgeometry chart
It’s important to note that the advantages and disadvantages of V-shaped inserts can vary depending on the specific application, cutting conditions, and the material being machined. Proper tool selection and setup, along with considerations for cutting parameters, are essential for achieving the best results.
Cutting stainless steel can involve shearing, punching, sawing, and thermal cutting techniques like plasma or laser cutting. A general difference between cutting mild carbon steel and stainless steel is the need for higher cutting forces, but the same methods that are used for cutting carbon steel can be applied for cutting stainless steel.
Machining, cutting, and grinding place the shine and polished finish on stainless steel. Machining involves various processes done for the specific type and grade of steel and using the right tools and inserts. A special metallurgical treatment gives Prodec grades up to 40% enhanced machinability compared to standard grades. High-quality cutting is achieved by using the right amount of burr with precise parameters while grinding with the correct grit and in stages gives a fine surface finish.
Overall, W type inserts offer versatility, good cutting edge strength and cost-effectiveness, making them a very popular choice for roughing and semi-finishing turning operations. However, their limitations in finishing cuts, higher cutting forces, limited precision and size constraints should be considered when selecting the appropriate insert for a specific turning application.
Turning insertGuide
Machining, cutting and grinding put the shine and polished finish on stainless steels. Machining involves various processes done for the specific type and grade of steel and using the right tools and inserts. A special metallurgical treatment gives Prodec grades up to 40% enhanced machinability compared to standard grades. High quality cutting is achieved using the right amount of burr with precise parameters, while grinding using the correct grit and in stages gives a fine surface finish.
Grinding involves metal removal in order to obtain a finer surface finish. A useful guideline when grinding stainless steel is to remember that grinding with a very coarse grit (P 36) involves a risk of causing deep surface defects. Grit P60 or P80 is often a good starting point for many applications. Further grinding operations should take place in steps with a double value of the grit in each step, for example P80-P160-P320, until the desired surface finish has been reached.
Millinginsert types
Among the duplex grades, LDX 2101 stands out as a grade with good machinability and is in the same range as the Prodec grades when using cemented carbide tools.
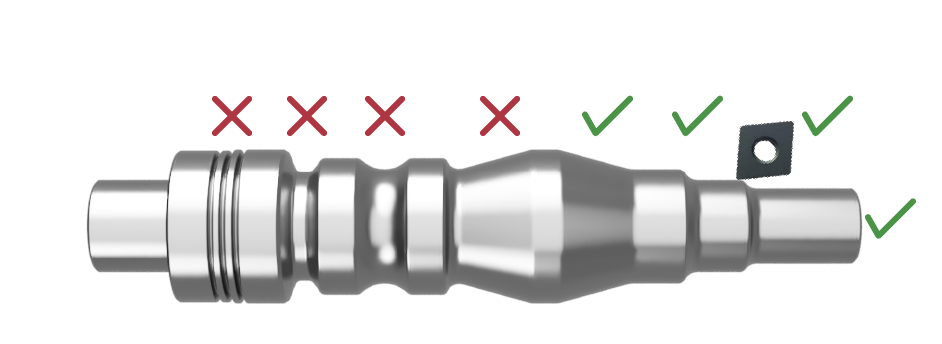
C Type (80° diamond) inserts are commonly used in turning operations due to their versatility and effectiveness. Here are some advantages in turning:
Machining processes include milling, turning, drilling, and threading. Stainless steels are generally more challenging to machine than standard carbon steel and a general rule is that the higher a steel’s alloying content, the more difficult it is to machine. The ferritic grades are generally easier to machine than the standard austenitic grades.

W type inserts (with 80° edge angle) are commonly used in turning operations, particularly for roughing and semi-finishing applications. Due to their versatility and effectiveness these inserts have specific advantages and disadvantages that are important to consider.Advantages of W type Inserts in Turning:
Quality abrasives and tools suitable for the application should always be used and abrasives should always be changed before they are completely worn out. Worn-out abrasives will smear the surface instead of removing metal. To avoid extraneous rust, the same tools used for carbon steels should not be used for stainless steels.



 0086-813-8127573
0086-813-8127573