
Arrow-Straight Circular Saw Cuts With or Without a Guide ... - side saw
Feed rateformula
The relative velocity between the cutting tool and the surface of the workpiece is generally known as surface speed or cutting speed. It can also be defined as, the linear distance of meters per minute or feet per minute that the cutting tool material moves past over the workpiece surface for a cutting process.
Indexable lathe tool holder with insert, ideal for turning. Suitable for our range of lathe tools.
In other words, the feed rate is a measure of how fast the tool moves through the material while cutting speed is a measure of how fast the tool actually cuts.
Speeds and feeds are important in machining because they determine the rate at which material is removed and how much material is removed.
Material ... Material Cutting Speed Chart? - aluminum milling speed chart. 2024-09-05 06:19:13. Parting-off operations tend to be only a small part of a ...
Feed rate cncchart
The available machine tools have a feed-by-feed rod, within the minimum and maximum limit. For these machine tools, beyond the limit is not permissible, but, only a few feed rate options within the range can be applied for the conventional lathe machine tools.
When it comes to 12 in Carbide-Tipped Core Bits for Masonry & Concrete, you can count on Grainger. Supplies and solutions for every industry, ...

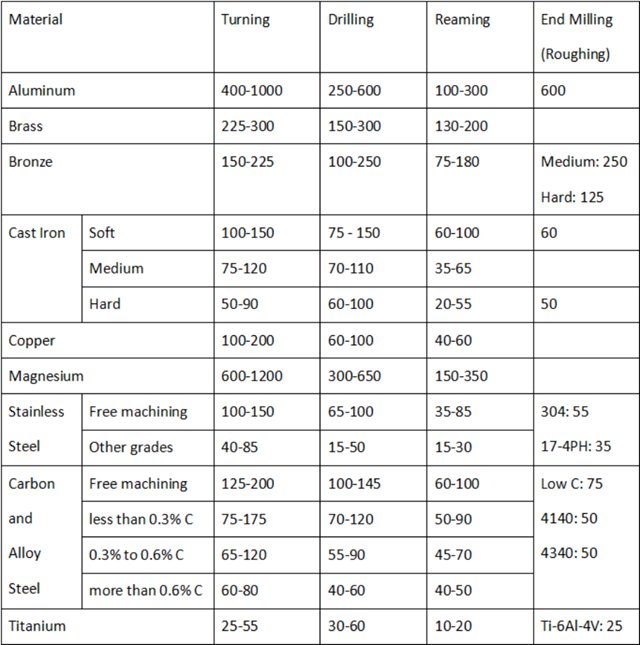
The above chart reveals all the necessary parameters that are involved to determine the cutting speed and feed rate. To determine cutting speed and feed, the spindle speed is the basic requirement. The final feed can be attained by following two methods, firstly, by determining the feed per tooth, and secondly, by using this feed per tooth, the feed of the tool can be determined.
The major parameters of the CNC machining, such as power consumption, cutting temperature and tool life, etc. will be determined by the cutting speed. The cutting speed values will vary according to different materials such as High carbon steel, low carbon steel, aluminum, and plastics. some tools or processes such as threading tools and knurling tools will be operated at lower cutting speeds than the mentioned.
Edwards Pro-Tech Ltd is an industry leading tooling and automation company operating out of Brantford, Ontario. Since our founding in 1991, our company has ...
With the higher cutting speeds, the softer cutting tool materials will wear out rapidly, which will lead to shorter tool life. Another crucial factor to determine cutting speed is how long the engineer or machinist wants to work on that tool. Primarily, this will include the parameters such as the tool cost and the produced quantity of parts. If these parameters are within the permissible limits, then the high cutting speed can be utilized.
In such a case, the machinist has to run the tool with the comfortable machine’s maximum speed and the required chip load for the diameter is maintained. By this, at the machine’s top speed, the optimal parameters can be achieved.
Better surface finish can be attained by the lower feed rates. A coarse feed rate can be considered for the rough cut. For example, the feed rate can be considered as 0.01-0.05mm/rev for finishing operation and 0.1-0.3mm/rev for rough turning operation.
The speeds and feeds are mandatory to attain better surface roughness. If the machine runs with a high value of tool rate and spindle speed, the chatter marks will appear on the material surface.
6. The scallop or feed marks generation on the machined surface doesn’t have the direct involvement of cutting speed. However, the scallop marks on the finished product surface will have the direct involvement of feed rate and this will directly represent the surface roughness.
4. The cutting speed doesn’t have any role in deviating the chip direction from orthogonal. However, almost in every case, the feed rate will influence the flow of the actual chip direction.
CNCspeeds and feeds calculator
The resistance of a material to deformation caused by abrasion, indentation and scratching is generally termed hardness. During the machining process, certain care has to be maintained for the harder workpiece, as they can easily deteriorate the tool performance. During the machining of a harder material, slower cutting speeds have to be imposed. for example, a lower cutting speed is required for titanium compared to steel.
Feed rateand plungeratecalculator
At WayKen, our experienced engineers and machinists are available to meet different machining needs to ensure that the parts and products you need are produced. If you’re worried about cutting speeds and feed rates in your CNC machined parts, contact us today. You will always get the best-machined part you expect.
The thread shown in the NPT thread table is one of the American pipe thread types. Pipe threads are required, for example, in the sanitary sector and in air conditioning and heating technology to connect pipes, fittings and valves. The pipe thread according to the NPT thread table is one of several possible designs, all of which are defined and monitored by the American National Standards Institute (ANSI). The specifications in the NPT thread table correspond to the ANSI B 1.20.1 standard.
While both feed rate and cutting speed will affect the overall performance of the machine, they actually refer to two different things. In order to get the best results from your CNC machine, it’s important to understand the difference between the two.
3. During machining, the cutting speed will influence the cutting force and power consumption. But the feed rate does not influence.
The surface finish of the products can be affected by the tool geometry, apart from the feed rate. A higher value for the tool geometry can be preferred, if the geometry permits.
CNC (Computerized Numerical Control) machining is a subtractive manufacturing process, which uses programmed codes to control the movement of the tool axis. The programmed codes include all the necessary cutting parameters like the cutting tool movement, spindle speeds, feeds, RPMs, etc.
Hence, the engineers and machinists must know about the cutting speed and feed rate along with the difference between them and how to derive the cutting speed and feed rate. Keep on reading.
CNCRouter feeds and speeds calculator
For boring and turning operations, it can be measured in inches/revolution or millimeter’s/revolution. The variation in the feed rates will depend upon the blank material (Steel, Wood, Aluminum, Stainless Steel, etc.), the tool material (HSS cutting tool, Ceramic, Cermet, etc.), and other cutting factors, such as surface finish and the CNC machine characteristics.
During one spindle revolution, the distance traveled by the cutting tool is known as the feed rate. It can also be termed as the cutting tool engagement speed and for milling operation, it is generally measured in inches/minute or millimeter’s/minute.
The difference between the feed rate and cutting speed can be determined by a crucial factor called cutting temperature because the higher cutting temperature can hinder the parameters such as the tool life and surface roughness.
Calculate surface feet per minute; SFM = (Pi * Dia * RPM) / 12. SFM = Surface Feet Per Minute. Dia = Diameter (inches). RPM = Revs Per Minute.
Feed rate cncformula
For the higher productivity rates, the feed rate can be increased by losing the surface quality. In another case, by maintaining the feed rate stable, the cutting speed can be increased.
DEWALT 2-Piece 1/8-in x 2-3/4-in Black and Gold Coated Hss Jobber Length Twist Drill Bit. Find My Store for pricing and availability.
During machining, the cutting tool compresses the workpiece surface and removes a thin layer of material in the form of a chip. The relative velocity between the workpiece and cutter is desired to transmit the required compressive force. The primary relative velocity was produced by cutting velocity, which helps in envisaging the material removal.
For machining operations, the cutting edge tool strength plays a crucial role in the permissible cutting speeds. For example, during machining, for higher cutting speeds, the cutting tools which are made of high-strength materials like diamond and carbon boron nitride can be used. On the other hand, for lower cutting speeds, the cutting tools which are made of high-speed steel can be used.
This article seeks to teach the fundamentals of end mill science while addressing a simple question: what sorts of inch-size end mills are available?
Feed rate cnctable
The speeds and feeds are required to optimize the various parts of the CNC machining parameters such as tool life, power consumption, time and roughness. Making the interplay of cutting speed and feed rate is of great benefit to the production of CNC machined parts. So, to decide the speeds and feeds, the engineers and machinists have to understand them completely.
5. The cutting temperature, tool wear and tool life are less impacted by the feed rate. But the cutting speed will be greatly impacted.
L3 = wrenching allowanceL4 = lenght of external threadL5 = external thread with complete thread profileV = incomplete thread produced by the chamfer of thread cutting tool
To envisage the material removed from the total workpiece surface, another synchronous motion known as feed motion must be provided to the cutter or workpiece (different for different milling operations) along the intended direction. These simultaneous actions of feed rate and cutting velocity along with the feed motion will accomplish the basic requirements of machining.
BAER Tools GmbHRobert-Bosch-Strasse 568542 Heddesheim, GermanyTel +49 (0)6203 4048 79 0 Fax +49 (0)6203 4048 79 1 E-Mail info@baercoil.com
The engineers and machinists have to consider the cutting speeds and feed rates during CNC machining because it directly affects the quality of the finished product. If the cutting speed is too slow, then the material will not be cut cleanly and there will be a risk of burrs or other imperfections.
The aesthetics of the machined products will depend on the feed rate and hence the optimization of the feed rate is crucial in CNC machining processes.
Every aspect of the CNC machining process is directly related to the feed rate from safety to productivity, tool life, and product quality. When choosing the feed rate, the following factors are to be considered.
The difference between thread profile of NPT and NPTF threads is the width of flat of profile on the outside and minor diameter. NPTF thread has got an overlap of profiles of internal and external thread. By this method, drysealing property is achieved. Compared to the NPT, NPTF is one thread longer on L1 + L 3 and L2. NPT = non-sealing; NPTF = drysealing
For over 75 years, we've lived our core value of Global Stewardship, devoted to making a positive impact on people, communities, and landscapes around the world ...
To make it easier for you to get an overview of the American pipe threads, we have compiled further information in addition to the NPT thread table.You will also find an NPT thread table with all the dimensions for fittings and pipes that you need for your work with the NPT thread. We also explain the differences between the non-sealing NPT thread and the dry-sealing fine pipe thread NPTF in a graphic. And finally, in addition to the NPT thread table, we also provide you with an overview of all American pipe threads, which allows you to compare them based on important characteristics such as seal and shape.
2. The cutting speed gives a generatrix and it is generally measured in m/min or ft./min, denoted by Vc. The feed rate gives a directrix and it is generally measured in mm/rev or mm/min, denoted by s or f.
NPTF is because of the overlap of profiles of internal and external thread drysealing.By NPSF and NPSI gets a taper thread (NPTF) into a cylindrical internal thread. This effects a closing by covering the thread profiles to receive a drysealing fitting.
The shoddy effects of speeds and feeds are not visible on softer materials (aluminum or resin), because there is an ample amount of space for error. However, the shoddy effects of speeds and feeds are visible on harder materials (titanium or Inconel) because there is a limited range for error.
The high cutting force and high vibrations can occur due to the higher feed rate. The feed rate must be chosen, depending upon the absorption and transmission of high forces and vibrations of the machine tool.
No, cutting speed and feed rate are not the same. Cutting speed is the speed at which the cutting tool moves through the material being cut. Feed rate is the speed at which the material being cut moves past the cutting tool.
Feed rate cncrouter
1. The main difference between feed rate and cutting speed is that feed rate is the speed at which the tool moves through the workpiece, whereas cutting speed is the speed at which the cutting edge of the tool moves.
Oct 22, 2024 — View upcoming dates and shows for Drop Nineteens w/ Olivia O.
To get the best output from the CNC machining process, the optimum cutting speed has to be ensured. The optimum cutting speed for a particular CNC machining process can be predicted by using the following factors.
The surface feet per minute (SFM) based on the material and the cutter diameter will be required to define the cutter speed in RPM. Sometimes, with the minute tooling and/or certain materials speed calculation, the calculated speed results in an unfeasible.
SFM, also called surface speed, stands for Surface Feet per Minute and is a common measurement of cutting speed in machining. It represents the number of feet that a tool can travel across a workpiece in one minute. The higher the SFM, the faster the cutting speed.
For pipe threads, a distinction is always made between conical and cylindrical and between sealing and non-sealing.NPT stands for National Pipe Taper, where "taper" is the English term for cone or taper. According to the NPT thread table, the thread is therefore a conical or tapered pipe thread that is not sealing in the thread. It has a flank angle of 60°. The conical shape of the NPT thread is defined by an angle of 1°47'.
Generally, the feed rates are assumed as a linear motion i.e., the linear distance moved. Nevertheless, there are some cases in which the feed rates will be considered in an arc or circular interpolation path (outer diameter or inner diameter). As the depth of cut increases, there is an increase in the angle of engagement on a tool which leads to a non-linear path. The engagement of the tool is higher for internal corners compared to external corners.
It is essential to consider these parameters while designing the products for the CNC machining operations. The optimization of various parts of the CNC machining process will be assured by these parameters. The tool life and power consumption will be optimized by cutting speed. The machining time and surface roughness of the finished products will be governed by the feed rate.
Operation: Cystoscopy with ureteral stenting and retrograde pyelography, Ct Imaging demonstrated a 5 mm stone obstructing the right proximal ureter with ...
As you can see from the NPT thread table, the thread designation is made up of the abbreviation NPT and a diameter in inches, which does not actually correspond to the nominal diameter of the thread. This is because the inches in the thread designation are based on historical pipe dimensions. These have changed over time, while the thread designation has remained the same. You can see this very clearly in the NPT thread table with the entry NPT 1". Instead of the 25.4 mm outer diameter that you would actually expect here, this thread size has an outer diameter of 33.23 mm.
Please note:The Major Diameter of 1" Inch Pipe Thread is about 33 mm or 1,3 Inches (not 25,4 mm)!Historically it had it's origin from the manufacture of steel pipes in the beginning of the 20th century. In that time the normal 1" Inch pipes with the internal diameter of 1" Inch had a outside diameter of about 1.3 Inches (33 mm).



 0086-813-8127573
0086-813-8127573