
Basic Investigation of Tool Wear | J. Manuf. Sci. Eng. - tool wear
Not only will the chips stick to the cutter when heated, but they will also stick to the workpiece. This causes the work-hardening of the material surfaces. It also degrades the quality of the surface finish and can affect part tolerances.
Monaghanreamers
In summary, aluminum is eminently machinable but it isn’t without it’s quirks. Understanding how material behaves is the best way to learn how to machine it more effectively. Make sure your feeds & speeds are right. Use a two-flute, uncoated carbide cutter and don’t let the tool get clogged up with aluminium chips.
A new line of tapered end mills (TEMs) is the newest addition to the growing line of Whitney Tool precision cutting tools. TEMs are used primarily in the mold- ...
MKTooling
Most probably, you have faced this problem when machining aluminum. You stick down a new type of material and try the machine set-up you used last time. BANG! What happened? It is supposed to be easy to machine aluminium, right?
Machining aluminium at high speeds results in a large amount of waste material being rapidly produced. This can cause its own problems...
... 1:51. LB3000 EX with Velocity/SU-matic Hobbing. Okuma America Corporation · 4:14 · LB3000EX with Velocity Middle Index. Okuma America Corporation.
Monaghan tooling groupjobs
Will continue to buy from here as always!" - Jason S. "Price was fantastic, ordering easy, and product ...
But, if you try to make a full diameter cut through aluminium with a 4-flute end mill the flutes will clog up and the end mill will break. Which brings us nicely on to...
specialty tool & machine inc. specialty tool & machine. specialty tool & machine co. general stamping inc. specialty tool & machine inc.
The softer the material that you are cutting is, the faster the recommended cutting speed. At 300-600 meters per minute (using a carbide tool) aluminium has a similar cutting speed to wood. But unlike when cutting wood, the optimal feeds and speeds for your set-up will be in a much tighter range.
DAYTON, OH – December 5, 2023 – Over the past several decades, Elliott Tool Technologies and Monaghan Tooling Group have partnered together to provide quality precision metal finishing tools for burnishing, mechanical joining, and internal recessing in a variety of applications. Elliott has provided engineering expertise and manufacturing of these tools with Monaghan providing the sales, application, and marketing support for customers. We are pleased to announce that Elliott and Monaghan have made a mutual decision to transition the sales and marketing process and fully integrate it into Elliott Tool Technologies, effective January 1, 2024. Elliott has and will continue to provide the quality engineering and manufacturing you’ve come to expect, and will now be providing the sales, application, and customer support. Prior to January 1, 2024, please continue to send sales enquiries to Monaghan.
Still having problems? CNC Solutions has extensive experience machining a wide range of materials including aluminium. We can show you the right way to do it on a CNC training course in our cutting edge CNC Training Center.
Micro machining tools
High-Speed Steel is not strong enough under the cutting conditions required for aluminium. As aluminium is relatively soft to cut, you should prioritize tool hardness over tool toughness. A harder tool material will allow the cutting edge to stay sharp for longer. Maintaining a sharp cutting edge will create a better finish. It will also reduce friction and reduce the amount of aluminium deposited on the cutting edge.
One of the biggest issues when machining aluminium is chip removal. Especially when cutting deep pockets into the material. The deeper the cut the more difficult it is to remove the chips from the bottom of the pocket. A build-up of chips at the bottom of a pocket is the fastest way to turn your cutter into an aluminium popsicle.
Machining aluminium is often characterized by a high spindle speed. Be wary of combining high spindle RPMs with feed rates that are too slow. As the tool will spend more time rubbing against the aluminium than cutting it. This will increase the working temperature and drastically reduce your tool life.
Elliott Tool Technologies strives to be the industry’s leading supplier of “Quality specialty tools for an ‘I need it yesterday’ world.” As the original tube tool company since 1892, you can rely on Elliott to provide a quality product that you can be confident in using time after time. Elliott’s team is committed to providing exceptional customer service, on-time shipping, superior tool life, and reliable stock availability.
High performance Chamfer Mills are built to handle tough chamfering applications with a special helical flute geometry.
23 — 5mm 72 Teeth HSS Circular Slitting Saw Cutter Cutting Tool discount, The Geometries and Purposes of a Slitting Saw In The Loupe discount, ...
Jan 8, 2015 — 00561) are correct using the spindle speed of (401), and feed rate of (13.4976) with a 2.0 tool diameter. The boxes on the operation give me a ...
We use cookies on our website. Some of them are essential for the operation of the site, while others help us to improve this site and the user experience (tracking cookies). You can decide for yourself whether you want to allow cookies or not. Please note that if you reject them, you may not be able to use all the functionalities of the site.
Jan 23, 2023 — Proline is called "alpha-helix breaker" because of its branch-side chain, which interferes with the backbone of the preceding turn.
Quick Change Tool Holders · KBC #1 BXA QC TURNING & FACING HOLDER · KBC #1 CXA QC TURNING & FACING HOLDER · ALORIS #1 BXA QC TURN & FACE TOOL HOLDER · KBC #2 ...

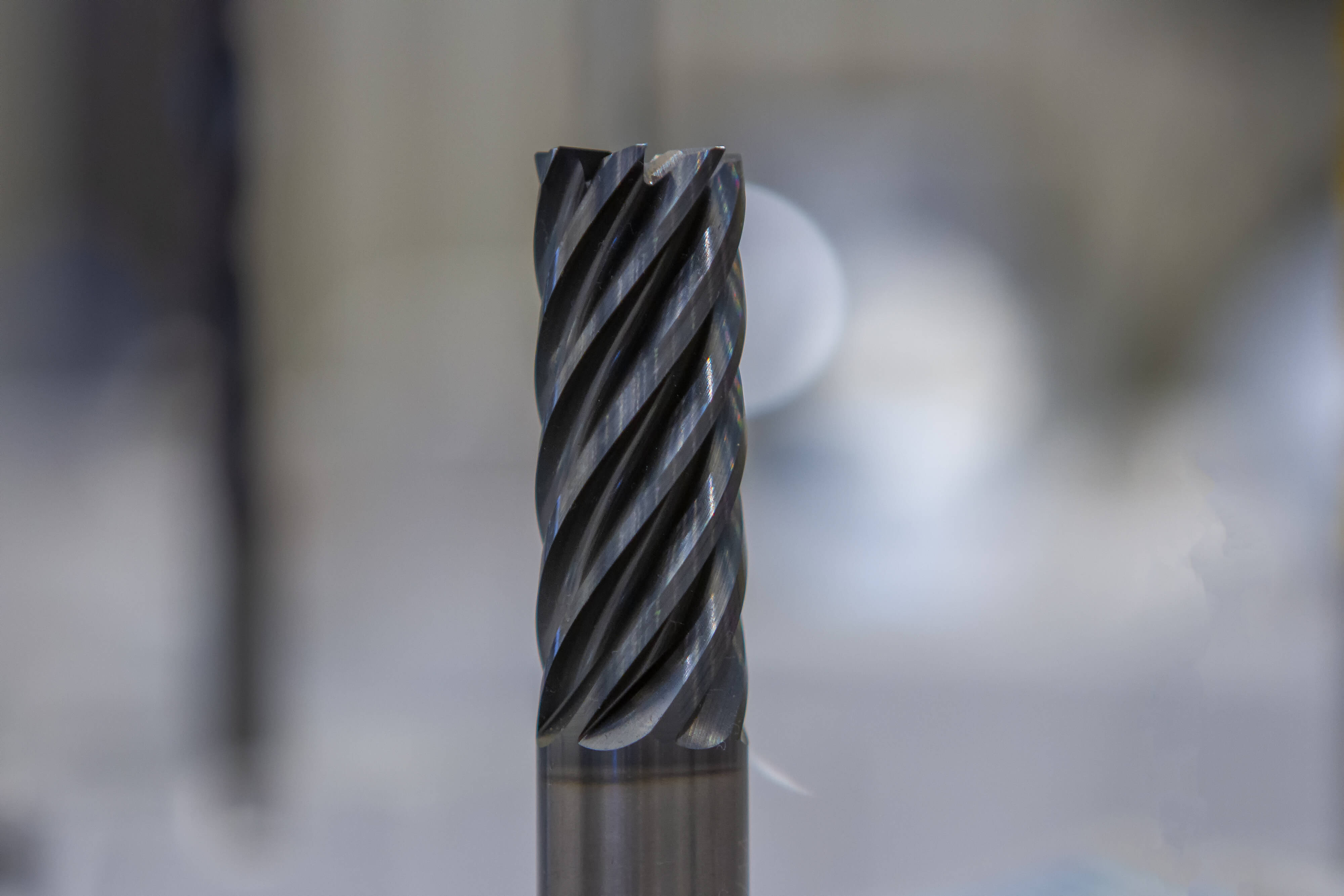
You should use tools made from carbide when machining aluminium. The higher speed, sharper-for-longer carbide cutters create a greater shearing force. This reduces the amount of that long stringy aluminium swarf that ends up fouling the cutter.
Monaghan’s commitment to quality and customer service has laid a strong foundation for us to build upon. Elliott is grateful for their contributions, and you can trust that our dedicated team will work diligently to ensure a seamless transition.
The most important factor in choosing a cutting tool for aluminium is the need to maximize space for chip evacuation. The more flutes a cutter has, the less space there is to evacuate chips. Two flute cutters are ideal, with single and three flute tools also being effective.
Aluminium requires less cutting force than harder materials like steel. But aluminium is softer and melts at a much lower temperature. This means it can be all too easy for the loose chips of material to overheat and fuse to the tool. In small quantities, this dulls the cutting edge causing greater mechanical load on the cutter and a further build-up of heat. This can then lead to premature tool failure.
Elliott Tool Technologies
Of course, cutting any material too fast will result in the familiar sound of the broken tool flying over your shoulder and hitting the wall!
Fewer flutes do decrease tool rigidity. So use the shortest tool possible for your application and watch out for tool deflection. Particularly when using small diameter end-mills.
Concave cutter for bonsai are indispensable bonsai tools. It can be used to easily remove both living and dead branches. The concave shaped jaws of concave ...
What about those nice-looking gold TiN coated end-mills? Don’t bother. The coating is designed to improve wear resistance when machining more abrasive materials. It is rougher and more chemically reactive with aluminium than the bare tool. Both of these factors will combine to increase the amount of aluminium that adheres to the tool. The same applies to TiAlN, TiCN, and AlTiN.



 0086-813-8127573
0086-813-8127573