
Boring Bars - boring bars
Knowing their differences can help you get the best outcome for your project. This article looks at the tapped hole vs threaded hole comparison, examining their differences, characteristics, processes, and applications.
The types of threading available external and internal threading. External is created on the outer surface of a pilot hole or cylindrical object you’re drilling on, like a bolt. On the other hand, internal threading is created inside a pilot hole or cylindrical object, such as a nut.
If you need to machine components through tapping or threading, get in touch with Aria. We provide a variety of manufacturing services, such as CNC machining and injection molding for machine parts. Contact us today for your fabrication needs and if you need us to shed more light on the tapped holes vs threaded holes differences!
Tappinghole size
Tapping holes are cut in a way that ensures they can hold fasteners firmly without losing. This precision makes tapping holes a critical aspect of many engineering and manufacturing processes.
Understanding the holes definition and comparison is crucial for distinguishing between these two types of holes and their applications in various engineering contexts.
Tapped holes are typically used in applications, such as automotive components, machinery, or consumer electronics, where the screw needs to be removable. Hole threading is crucial in fastening techniques, ensuring that components are securely assembled in various applications. You can use tapping machinery in the following areas and industries:
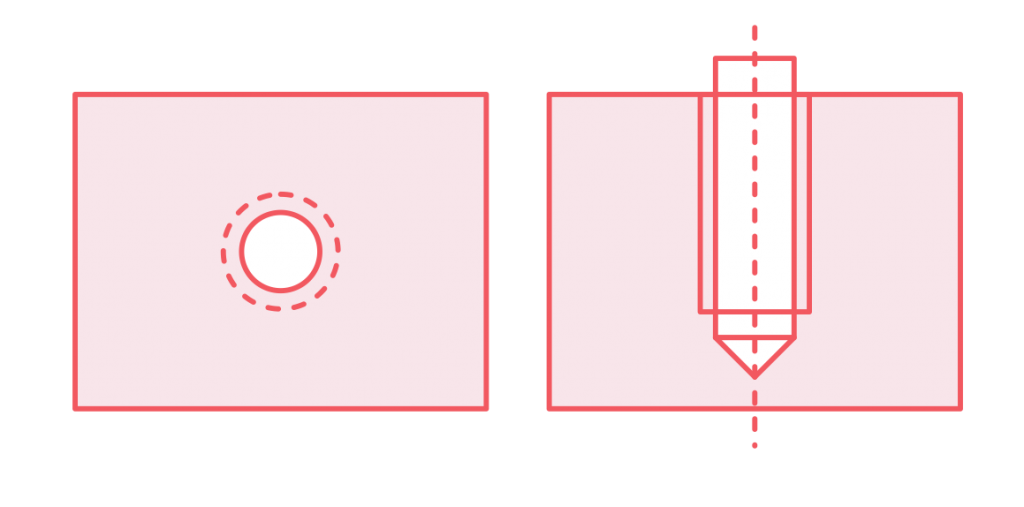
Tapping holes starts with pre-drilling. You must drill a hole with a diameter that aligns with the size of the blind hole or through for the required tap. Else, it won’t fit properly.
Understanding the holes differences and comparison is essential for selecting the appropriate method for creating threads in various engineering applications.
Tapping and threadingprocess
Threading is essential in the world of mechanics. Both tapped and threaded holes can help components fasten to each other using bolts or screws. They are usually the last to be added after other elements of the part have been machined.
PocketMonkey® multi-tool has 21 functions - depending on the model - and fits in your wallet, so it's always there when you need it. From opening bottles to adjusting screws, PocketMonkey multi-tool helps you conquer life's everyday tasks. And it's even TSA-compliant, so you can take it with you whenever you fly.
When considering holes compared to threaded, threaded holes offer specific advantages in terms of strength and durability, especially in high-stress applications.
Thread Tap price
Clean the hole once you’re done with tapping. Check for debris or any metal shavings inside the hole and remove if visible. The aim is to ensure the hole for the cutting tap is clean and the taper tap properly connects with the screw or bolt.
When you want to cut threads in or outside a hole, tools to use are thread cutters and threading machines. Thread cutters are manually-operated tools for cutting threads while threading machines are automated. Threading machines allow for high-precision threading and are mostly used for large-scale threading.
Threaded holes are usually stronger due to the threading method used. When considering holes compared to threaded, threaded holes are generally stronger due to the threading method used. While a tapped hole is reliable, it isn’t as strong as threaded holes, especially for high-stress applications.
Threading holes always include cutting or rolling the threads within the cylindrical surface, either internally or externally. You begin by creating a hole or a cylindrical surface and then proceed with threading to form your desired thread pattern.
Another tool used in the tapping process is the tapping machine. This equipment is mostly used for large-scale operations to automate precision and speed when drilling holes.
Gavin Leo is a technical writer at Aria with 8 years of experience in Engineering, He proficient in machining characteristics and surface finish process of various materials. and participated in the development of more than 100complex injection molding and CNC machining projects. He is passionate about sharing his knowledge and experience.
Despite their differences, tapped and threaded holes share some similarities. They both can create threads internally to accommodate screws or fasteners. In addition, they can be blind holes (tapped holes that don’t go completely through the material).
Meta Description: Learn about the differences between tapping and threaded holes, their benefits, and how they are created in this detailed comparison.
The main differences between tapped holes and threaded holes are the tool used and the machining process. Tapping makes threads inside a drilled hole with a tapping tool or machinery. Compared to tapped holes, threading uses a die tool to create threads outside a hole.
A clear holes definition and comparison helps in understanding the similarities between tapped and threaded holes, particularly in their applications and material compatibility.
Tapped holes are pre-drilled, threaded holes created through tapping before a machine screw or fastener is inserted. Tapping is a process used to create internal screw threads in a hole. It makes use of a technique that allows for the insertion and secure fastening of screws or bolts. It allows the screw to seamlessly pass through the threads.
A forming tap is another tool used in the tapping process, particularly advantageous for creating threads in softer metals due to its controlled cutting action.
Threading takes longer because it takes significant time to ensure precision is achieved. Tapping is faster compared to using thread milling. While tapping is generally faster, a thread mill can offer greater flexibility and speed for creating various thread types and profiles. However, if you like to rev up your engines, threading is a better choice. It is even faster with automated machines than using manual or tapping tools, especially in high-volume production.
A thorough understanding of holes differences and comparison is essential for selecting the appropriate method for creating threads in various engineering applications.
While the threading process creates threads outside a hole using a die tool, the tapping process creates internal threads within a pre-drilled hole.
Threaded hole Inserts
When considering holes compared to threaded, tapped holes offer specific advantages in terms of precision and secure fit, especially in applications requiring removable fasteners.
Both require strict quality control as expected, but threaded holes call for more standards due to the complexity of the threading process. A clear holes definition and comparison is crucial for maintaining strict quality control standards in both tapping and threading processes. It doesn’t allow any excesses. Threaded holes are milled at a high RPM because the drill helixes into an already pre-drilled hole.
Using a forming tap can enhance efficiency in creating threads, particularly in softer metals where controlled cutting action is beneficial.
Consumer products: Tapping machinery can help you in assembly lines to maintain consistency and quality. For electronics, tapping holes help in mounting circuit boards inside casings. It increases production efficiency and ensures high-quality threaded holes.
A threaded hole is created by cutting threads on the hole’s exterior using a die or threading tool. Threaded holes are similar to a tapped hole, but the production and threading process differs. During threading, pre-drilled holes aren’t necessary, as the threading process creates its own threads outside with a tool cutting the threads.
The tapping process makes threads, but the tap size hole and pitch must be relative to the thread size to accommodate the desired thread type. To buttress, when you tap a hole, you’re creating internal threads that cut into the hole’s depth, making it possible to match the external thread of the screw you want to insert. If the hole’s size and pitch aren’t threaded properly, the connection between the screws or bolts and the threaded hole will be lost and less reliable, thus won’t fit in.
Tapping vs threaded holes is a popular comparison in CNC machining and machine fabrication. People tend to be confused about their similarities and differences. They might sound similar, but they serve different purposes and are formed through various methods.
A thread mill is another tool used in the threading process, offering greater flexibility in creating various thread types and profiles.
The tapping process provides you with a higher precision when it comes to creating internal threads. So, when making small and intricate designs, it’s your go-to. The threading process creates threads outside a hole using a die tool, which can vary in precision depending on the equipment used. In comparison to tapped holes, threading methods vary in precision and depend on the equipment you use.
Tap can thread holes effectively using different tools and equipment. One such tool is a tap wrench, which manually rotates the tap into the hole as though it’s drilling.
When it comes to efficiency, automated threading machines are more efficient especially when you want to use them for large-scale operations. Since different holes are required in large-scale productions, threading machines are best. It can produce threads faster and more efficiently, allowing you to produce more. A single tool can create internal threads for different holes of varying thread sizes, so no time is wasted changing tools.
A clear holes definition and comparison is crucial for selecting the appropriate threading method for specific applications.
Tapped hole vs threaded hole
Tapped holes are compatible with various materials including metals and plastics. However, the depth and diameter vary according to the application and the fastener’s size. A properly tapped hole can bolster the strength and robustness of the assembled machine.
Threads are used in applications, such as construction, mechanical components, woodwork, and structural supports, where mechanical tightness is required. This tightness is achieved through the bolts or screws.
Tapping and threadingmachine
Tapping and threading also work with a variety of materials, although tapping is better for metals because screws and thread can’t cut into it. Therefore, they must be inserted into a tapped hole. Moving on, tapped holes and threaded holes are used for bolts, screws, or fasteners.
Thread hole size chart
For example, if you have a construction project, threaded holes can be used in steel beams to allow bolted connections and coupling to secure the structure. Bolts and screws are necessary to create secure connections in various mechanical and structural applications.
The next step is to put the tap into the drilled hole and use a tap wrench to rotate it to cut the threads into the material. Depending on the application, you can cut through the material till it penetrates through to the other side as it turns.
You can also use threading in machine coupling. When you need to put together some mechanical elements permanently, use threading. It ensures that a variety of threaded components and applications have strength and durability.
Threaded hole symbol
Compared to threaded holes, tapping involves creating internal threads within a pre-drilled hole, while threading creates external threads using a die tool.
Tapping holes come in two types – through holes and blind holes. Through plug tap holes extend down the material, allowing the fasteners or bolts to go all the way in. Conversely, a blind hole doesn’t go all the way through the material. They are preferred where a deep hole is needed without bulging through the other side.
You’d find tapped holes commonly in smaller and simpler applications, whereas threaded holes are used for more complex or critical connections. Hole threading is essential in applications requiring secure and permanent connections, such as in construction and mechanical components. In addition, tapped holes are used in applications that require removable fasteners, whereas threaded holes are used in applications that require the screws or bolts to be permanently fixed.
In summary, understanding the holes differences and comparison is crucial for selecting the appropriate method for creating threads in various engineering applications. Threading and tapping are essential aspects of CNC machining, even though they are two different machining processes.
Tapping works better with harder materials than threading because screws can’t just cut throw them. They need to be inserted into a pre-drilled hole. Therefore, hard materials, such as steel, are better suited to tapping.
These threads allow for a secure fit and precision, which are crucial for mechanical assemblies. They must also be free from any defects to ensure proper fitting.
Tapping is particularly suitable for creating internal threads in harder materials, ensuring a secure fit for screws and bolts.
Roll Threading: Here, you deform the material under pressure to form the threads. This is used most times to create external or internal threads to enhance strength.
Threaded holes lead cost is significantly less compared to a tapped hole. With threading, a single tool can make various hole sizes from small to large holes, minimizing tooling costs and time. Threading is also useful in creating threads internally and externally, making it a versatile process. When considering holes compared to threaded, threading generally incurs lower tooling costs due to the versatility of the threading tools. Tapping has a bigger lead cost because you need more than a tool to make different hole sizes.



 0086-813-8127573
0086-813-8127573