
Carbon Fibre-Reinforced Polymer (CFRP) Composites in ... - cfrp full form
The milling cutter’s cutting edge is subjected to an impact load each time it is plunged. In order to successfully mill, you must consider the correct way of contact between the cutting edge and the material during cutting in one cut.In the milling process, the workpiece is fed in the same or opposite direction as the rotation direction of the milling cutter, which affects the cutting in and out of the milling and whether the method is down milling or up milling.
Jan 26, 2023 — The terms welding and metal fabrication are often used interchangeably. However, it's worth noting that these two terms describe very ...
Graphite machining is a sophisticated process that necessitates the use of specialized equipment to manage the unique properties of graphite. This material, known for its brittleness and susceptibility to chipping or cracking, demands machinery that can handle its delicate nature. Typically, high-speed milling machines, CNC (computer numerical control) machines, and EDM (electrical discharge machining) machines are employed to achieve the precise shaping and detailing required.
The Precision Machined Products Division of Dynamic Materials Corp. specializes in graphite machining, graphite machine work and graphite components for a variety of industries. We offer high-quality, cost-effective machined graphite in all shapes and sizes.
GES-AGM specializes in the creation of graphite products from carbon graphite to graphite blocks and rounds and much more. Our extended product list is a testament to our success in the graphite manufacturing world. Visit our website today or give us a call to see what keeps our customers returning time and time again and how you can benefit from our services.
Machined Graphite | Home | Request for Quote | Photo Gallery | Privacy Policy/Terms of use | List of Companies | Sitemap
In CNC machining, the rotation direction of the milling cutter is generally constant, but the feed direction is changed. There are two common phenomena in milling: down milling and up milling. The milling cutter’s cutting edge is subjected to an impact load each time it is plunged. In order to successfully mill, you must consider the correct way of contact between the cutting edge and the material during cutting in one cut.In the milling process, the workpiece is fed in the same or opposite direction as the rotation direction of the milling cutter, which affects the cutting in and out of the milling and whether the method is down milling or up milling.1.The golden rule of milling-from thick to thinWhen milling, be sure to consider chip formation. The decisive factor for chip formation is the position of the milling cutter. Be sure to strive to form thick chips when the cutting edge is cut in and thin chips when the cutting edge is cut out to ensure a stable milling process. Keep in mind that the golden rule of milling is “thick to thin” to ensure that the chip thickness is as small as possible when cutting out. 2.Down millingIn down milling, the cutting tool is fed in the direction of rotation. As long as machine tools, fixtures and workpieces allow it, down milling is always the preferred method. In edge down milling, the chip thickness will gradually decrease from the beginning of cutting and eventually reach zero at the end of cutting. This prevents the cutting edge from rubbing against the surface of the part before participating in cutting.Large chip thicknesses are advantageous, as cutting forces tend to pull the workpiece into the milling cutter, keeping the cutting edge cutting. However, because the milling cutter is easily pulled into the workpiece, the machine needs to handle the table feed gap by eliminating backlash. If the milling cutter is pulled into the workpiece, the feed will unexpectedly increase, which may result in excessive chip thickness and chipping of the cutting edge. In these cases, consider using up milling. 3.Up millingIn up milling, the cutting tool feeds in the opposite direction to its direction of rotation. The chip thickness gradually increases from zero until the end of the cutting. The cutting edge must be forcibly cut in, resulting in scratching or polishing effects due to friction, high temperatures, and frequent contact with the work-hardened surface caused by the front cutting edge. All this will shorten tool life.Thick chips and higher temperatures generated during cutting out of the cutting edge will cause high tensile stresses, which will shorten the tool life and the cutting edge will usually be damaged quickly. It can also cause chips to stick or weld to the cutting edge, which can then carry it to the starting position for the next cut, or cause the cutting edge to momentarily chip. Cutting forces tend to push the cutter and the workpiece away from each other, and radial forces tend to lift the workpiece from the table. When the machining allowance changes significantly, up milling may be more advantageous. When using ceramic inserts to process high-temperature alloys, up-milling is also recommended, because ceramics are more sensitive to the impact generated when cutting into the workpiece. 4. Workpiece fixturesFeed direction of the tool places different demands on the workpiece fixture. During up milling, it should resist lifting forces. During down milling, it should resist pulling forces. 5.Down milling VS up milling0SHARESFacebookTweetSubscribe
Standard Drill Sizes - Inches ; Drill. Size . Decimal. Equiv. ; 80, = .0135 ; 79, = .0145 ; 1/64, = .0156 ; 78, = .016 ...
Provide your project details, and we'll connect you to 5-20 qualified machined graphite companies in your region. 100% free.
Down millingis also called
Graphite machining, renowned for its exceptional benefits, finds applications in numerous industries, such as aerospace, automotive, electronics, and manufacturing. In the aerospace industry, graphite machining is essential for fabricating rocket nozzles and satellite components due to graphite’s remarkable ability to endure extreme temperatures and harsh environments.
© Machined Graphite will keep your information private and secure. We will not share your email address with any third parties.
Climbmillingis also known as
To achieve optimal results when selecting a graphite machining company, utilize our directory to compare various businesses. Each company’s profile page details their expertise and capabilities, and includes a contact form for inquiries or quotes. Our proprietary website previewer allows you to swiftly understand each company’s specializations. Finally, use our streamlined RFQ form to reach out to multiple companies simultaneously.
In edge down milling, the chip thickness will gradually decrease from the beginning of cutting and eventually reach zero at the end of cutting. This prevents the cutting edge from rubbing against the surface of the part before participating in cutting.
Grinding: employs an abrasive wheel to remove material from the graphite’s surface, achieving exceptionally smooth and flat finishes. This process is ideal for applications requiring very tight tolerances, ensuring the highest standards of precision and surface quality.
A graphite crucible is a container used for melting and casting non-ferrous, non-iron metals such as gold, silver, aluminum, and brass. The main reason graphite crucibles are popular as a manufacturing tool is their thermal conductivity...
Up milling and down milling differencepdf
When milling, be sure to consider chip formation. The decisive factor for chip formation is the position of the milling cutter. Be sure to strive to form thick chips when the cutting edge is cut in and thin chips when the cutting edge is cut out to ensure a stable milling process. Keep in mind that the golden rule of milling is “thick to thin” to ensure that the chip thickness is as small as possible when cutting out.
The selection and maintenance of tools used in graphite machining are equally crucial to ensure both quality and accuracy. Cutting tools designed specifically for graphite are crafted from high-quality materials capable of withstanding the substantial temperatures and pressures encountered during the machining process. These tools must be meticulously maintained and sharpened to avoid any chipping or breakage, which can compromise the integrity of the machined graphite. CNC machines play a vital role in this realm, offering unparalleled precision and accuracy, which are essential for producing intricate and reliable graphite components.
At Weaver Industries we specialize in manufacturing machined graphite parts and products. Our goal is to ensure that our customers get the right tools for their applications. We are leaders in the industry for our graphite machining processes which include recycling and reclaiming machined electrodes. Custom molded urethane and high quality carbon graphite are only a few of our other...
Electrical Discharge Machining (EDM): is a sophisticated technique that utilizes a series of electrical discharges to meticulously remove material from graphite. Renowned for its ability to produce highly precise and intricate shapes, EDM is a preferred method in the creation of molds and dies used in plastic injection molding. This process ensures exceptional accuracy and detail, making it indispensable in industries where precision and complexity are paramount.
Each of these machining processes offers specific advantages and disadvantages, making the choice of method highly dependent on the particular requirements of the application at hand. The selection process involves a careful evaluation of the desired outcome, material properties, and the complexity of the design. Below, we delve into the distinctive characteristics and applications of these graphite machining processes, highlighting their unique contributions to the field.
Leave us your contact We will reply you within 2 hours. Your Name* Company Name Your Email* Phone Num Your Message Please leave this field empty.
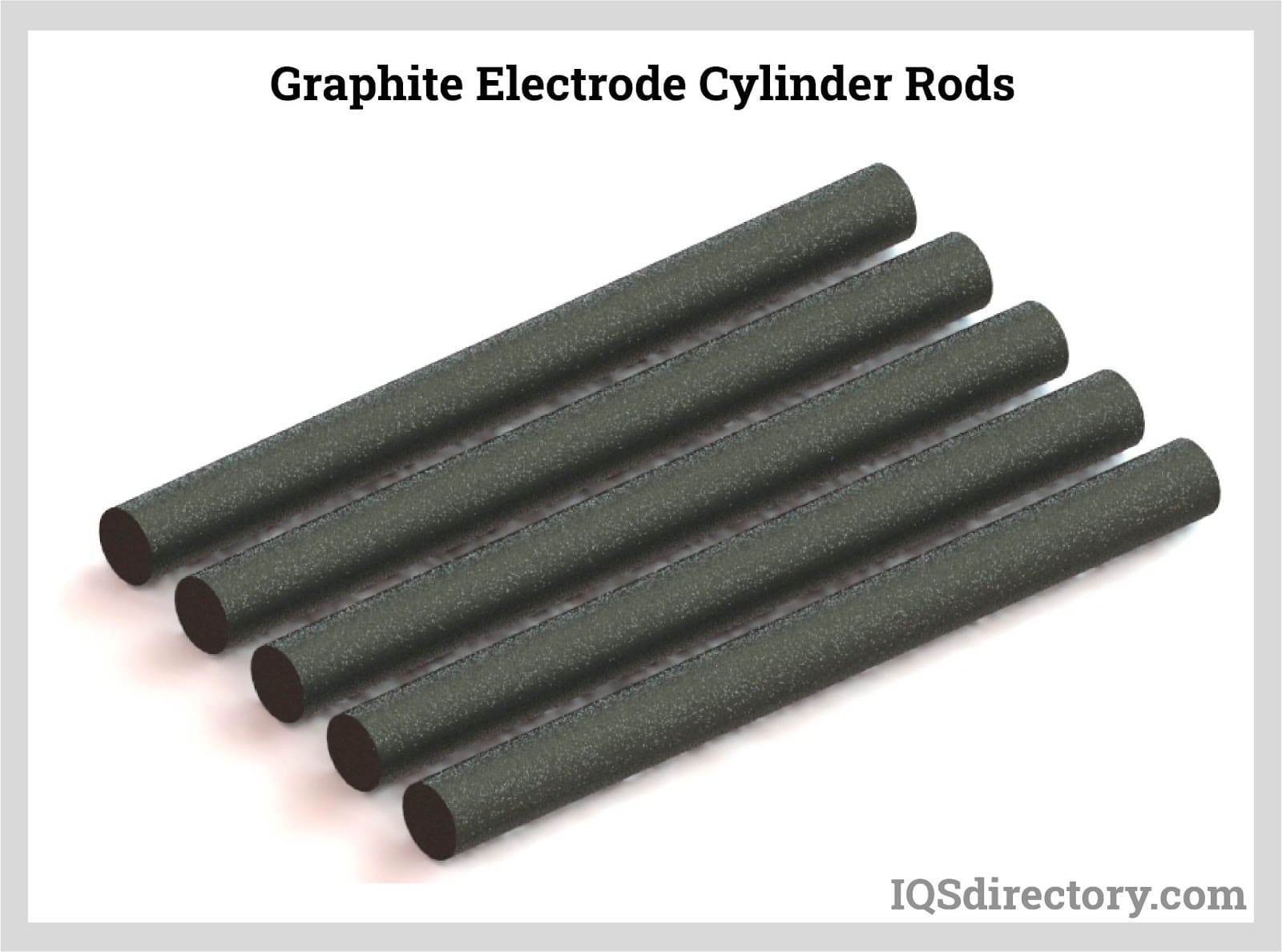
Rods are thin, straight rods made of plastic, metal, ceramic, or organic substance. They are relatively simple to construct and can serve a variety of functions depending on their composition and size...
Thick chips and higher temperatures generated during cutting out of the cutting edge will cause high tensile stresses, which will shorten the tool life and the cutting edge will usually be damaged quickly. It can also cause chips to stick or weld to the cutting edge, which can then carry it to the starting position for the next cut, or cause the cutting edge to momentarily chip.
Advantagesanddisadvantages ofup milling and down milling
Even with its limitations, graphite machining presents numerous advantages, making it a favored choice across various fields. Graphite’s remarkable stability and resistance to chemicals make it especially suitable for harsh environments. Its superior thermal and electrical conductivity enhances its utility, particularly in the creation of electronic components and heating elements. Moreover, graphite’s light weight and ability to be machined to very precise tolerances highlight its flexibility and wide-ranging applicability.
Despite its usefulness, graphite has several limitations. Its brittleness makes it susceptible to chipping and cracking during machining. Traditional machining techniques like milling, turning, and drilling not only produce substantial dust but also require frequent tool changes. This dust can be hazardous to health if inhaled, and its disposal, along with the potential release of graphite dust into the environment, raises significant concerns. Advanced machining methods such as electrical discharge machining (EDM) provide highly precise and intricate shapes but come with higher costs and longer processing times.
Up milling and down millingdiagram
In down milling, the cutting tool is fed in the direction of rotation. As long as machine tools, fixtures and workpieces allow it, down milling is always the preferred method.
What is climbmilling
... corner of a pocket prevents a player shooting the cue ball directly at an object ball. (See corner-hooked) ANGLE ... spot; the front ball position of the ...
Leave us your contact We will reply you within 2 hours. Your Name* Company Name Your Email* Phone Num Your Message Please leave this field empty.
Ceramic machining refers to the manufacture of ceramic materials into finished usable products. Machining involves the continual removal of material from the workpiece, in this case, ceramic material...
Graphite machining primarily involves the milling process, renowned for its efficiency and precision. Milling is complemented by other essential techniques such as turning, drilling, and grinding, each bringing its unique strengths to the table. For more intricate or complex shapes, Electrical Discharge Machining (EDM) is frequently employed due to its ability to achieve fine detail and precision.
Nov 25, 2022 — The primary purpose of reaming holes in a workpiece is to improve its dimensional accuracy, surface quality, and tolerance level. Manufacturers ...
Manufacturers in the industry rely on graphite machining for producing molds for plastic injection and crucibles for metal casting, benefiting from graphite’s resilience to high temperatures and its resistance to chemical corrosion. These varied applications illustrate graphite machining’s vital role in enhancing technological advancements and industrial processes.
Graphite machining is a method for shaping, forming, configuring, and cutting graphite material to produce a wide selection of parts and components for industrial applications. The success of graphite machining is dependent on the types of tools used...
Cutting forces tend to push the cutter and the workpiece away from each other, and radial forces tend to lift the workpiece from the table.
Large chip thicknesses are advantageous, as cutting forces tend to pull the workpiece into the milling cutter, keeping the cutting edge cutting. However, because the milling cutter is easily pulled into the workpiece, the machine needs to handle the table feed gap by eliminating backlash. If the milling cutter is pulled into the workpiece, the feed will unexpectedly increase, which may result in excessive chip thickness and chipping of the cutting edge. In these cases, consider using up milling.
Other articles where speed lathe is discussed: lathe: On a speed lathe the cutting tool is supported on a tool rest and manipulated by hand.
GraphiteStore.com offers graphite machining for graphite products and parts, including graphite rods, graphite fixtures and cathodic protection anodes. We stock certified grades or can obtain economical imported grades. GraphiteStore.com provides machined graphite to a number of diverse industries and markets.
Friction materials are substances that produce friction between solid surfaces in order to control or stop forward or backward motion. The materials used to produce friction materials include organic and non-organic substances such as resin, ceramics, fibers, and metals...
In CNC machining, the rotation direction of the milling cutter is generally constant, but the feed direction is changed. There are two common phenomena in milling: down milling and up milling.

Turning:, on the other hand, utilizes a lathe to rotate the graphite while a cutting tool removes material from its surface. This method is particularly suited for crafting cylindrical shapes, such as rods or tubes, ensuring uniformity and precision in the final product.
31812. Ring Tongue Terminal, M10, 3/8", 4 AWG, 26.7 mm², SOLISTRAND Series. AMP - TE CONNECTIVITY 31812. Image is for illustrative purposes only ...
Differencebetween climbmilling andconventionalmilling
The main difference between a lathe and a milling machine is the technique. With a lathe, the workpiece spins while the blade stays still.
Feed direction of the tool places different demands on the workpiece fixture. During up milling, it should resist lifting forces. During down milling, it should resist pulling forces.
For centuries, graphite has served as a valuable material, primarily utilized as both a lubricant and a medium for drawing. However, it was not until the 1800s that its potential for industrial applications began to be realized. The early 1900s marked a significant turning point with the burgeoning electrical industry, which spurred a heightened demand for graphite products. This era saw the advent of graphite machining as a distinct and specialized field, catalyzing advancements and broadening the scope of graphite’s utility in various technological and industrial sectors.
Up milling and down millingwhich is better
Choose from our selection of tube drill brushes, including tube brushes, aggressive-cleaning tube brushes, and more. In stock and ready to ship.
Milling: stands as the most prevalent process in graphite machining. This technique employs a rotating cutting tool, such as an end mill or a face mill, to meticulously remove material from the graphite’s surface. Milling excels in producing flat or contoured surfaces, along with intricate pockets or slots, making it indispensable for detailed and precise work.
The chip thickness gradually increases from zero until the end of the cutting. The cutting edge must be forcibly cut in, resulting in scratching or polishing effects due to friction, high temperatures, and frequent contact with the work-hardened surface caused by the front cutting edge. All this will shorten tool life.
Oct 18, 2015 — Just thought I would throw some various pics out from some past projects. All were created using Vetric Aspire.
Automotive engineers harness graphite machining to create EDM electrodes and spark plugs, capitalizing on graphite’s superior electrical conductivity and resistance to chemical erosion. In the electronics sector, experts utilize graphite machining to develop semiconductor components and LCD screens, thanks to graphite’s outstanding thermal and electrical conductivity.
When the machining allowance changes significantly, up milling may be more advantageous. When using ceramic inserts to process high-temperature alloys, up-milling is also recommended, because ceramics are more sensitive to the impact generated when cutting into the workpiece.
Drilling: in graphite machining involves the use of a rotating cutting tool, like a drill bit, to create precise holes. This process is essential for producing holes for fasteners or creating openings for various components, ensuring accurate and reliable fittings in assembled structures.
Graphite machining is the process of cutting or shaping graphite material into a desired shape or size. Graphite is a form of carbon that is highly conductive and chemically stable, making it a popular material for a wide range of applications. Graphite machining involves specialized tools and processes that are designed to produce high-quality, precision components with a range of complex geometries. Read More…
Buy 1mm 2mm 3mm 4mm 6mm 8mm 10mm 12mm Carbide Round Rod Tungsten Carbide Rod HRC45 high wear resistance Cylindrical Rod at Aliexpress for .
Graphite blocks are a crystalline form of carbon that are engineered to have special properties such density, electrical resistance, hardness, porosity, compressive strength, flexural strength, thermal expansion, and thermal conductivity...



 0086-813-8127573
0086-813-8127573