
Choose the Right Drill Bit for Metals and Plastic - best drill bit material for wood
To create a recess to accommodate a cap or plug, which may be used for protection or decoration. Counterbores are used to make space for a bushing or bearing that can be used to provide support to spinning components.
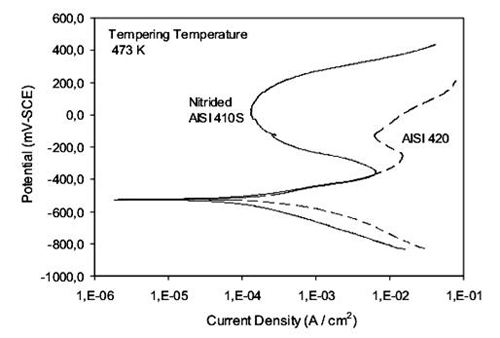
Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Counterboring can also be utilized to make a bearing seat. The bearing may be simply pressed into place and will provide the necessary alignment and assistance if a flat-bottomed hole is made that is bigger in size compared to the bearing.
Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
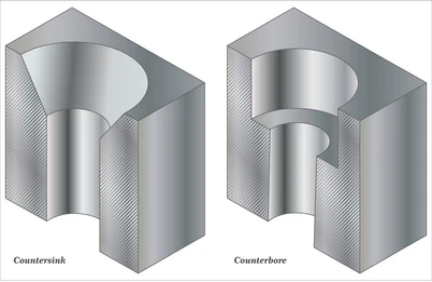
To enable a screw head to sit flush with the surface, a countersink is a cone-shaped hole that has been bored into a material. It is frequently used to enhance the completed product’s look and lower the possibility of snagging or sticking on the screw head.
Have that exact one at work for engraving tool numbers on the carbide tools we make (for our own use). Had it for a few years. Only need to ...
A tapered hole is one that gradually gets smaller in diameter as it goes along. To make a snug fit for a pin or other cylindrical component, it is frequently utilized.
by C Nath · 2016 · Cited by 27 — This finding indicates that there is a good potential to implement such obstruction-type chip-breakers on the drill flutes for obtaining controllable chip while ...
The size and depth of the required hole will determine the appropriate counterboring tool. It is crucial to pick a counterbore tool that corresponds to the hole’s required size and depth.
A thru-hole is a hole that goes all the way through a substance. It is frequently employed to make a passageway for a pin, bolt, or other component.
The size and depth of the counterbore hole should be carefully chosen depending on the material being utilized and the load that will be delivered to the fastener in order to reduce this danger. Generally speaking, the counterbore hole shouldn’t be greater or wider than what’s required to fit the fastener’s head.
INCH/METRIC TAP DRILL SIZES & DECIMAL EQUIVALENTS. DRILL SIZE. DECIMAL. EQUIVALENT. TAP SIZE. 80 .0135. 79 .0145. 64 .0156. 78 .0160. 77 .0180. 76 .0200. DRILL ...
To give a fastener head or nut a greater bearing surface so that the load can be distributed over a broader area and the possibility of the fastener pulling through the material is diminished.
In general the hardness will increase with austenitizising temperature up to a maximum and then decrease. The effect of increased time at the austenitizising temperature is normally a slow reduction in hardness with increased time. Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
The depth of the counterbore hole will also influence the tap choice. For small holes, a shorter tap might be adequate; for larger holes, a bigger tap might be required.
A hole that has been completed using a reamer, a cutting tool intended to remove a small number of substances and provide a precise diameter and surface polish, is referred to as a “reamed hole.”
Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C.
Basically counterbore holes are designed to assist in distributing the weight more equally and avoiding the bolt or screw head from sinking into the material. As a result, The strength and stability of the joint may be enhanced.
Counterbore holes may additionally be utilized to join two components together more firmly and securely. The broader flat surface at the bottom of the hole offers additional support than a typical through-hole when a bolt or screw is inserted into it. In cases where safety is an issue, this can help to prevent the bolt or screw from gradually becoming looser.
Counterboring is a machining technique that produces a stepped cylindrical hole, usually to enable a fastener head, like a screw or bolt, to lay flush with or below the surface of a material. In metalworking, woodworking, and other manufacturing applications, counterbores are frequently utilized. A variety of tools, including the following, can be used to accomplish a counterboring operation:
When choosing a tap, the material of the object should also be taken into account. A high-speed steel tap might be adequate for softer materials like aluminum or brass. It could be necessary to use a cobalt or carbide tap for tougher materials, including stainless steel.
Utilizing counterbore holes to conceal the head of a bolt or screw results in a more visually appealing appearance, which is another benefit. This is especially crucial in fields like consumer electronics and automotive applications, where aesthetics play a big role.
A chamfer can be made around a hole using counterboring. A chamfer is a beveled tip that offers a seamless transition between two surfaces, lowering the possibility of sharp edges that might injure someone.
A counterbore is a cylindrical hole with a flat bottom that enlarges the top of an already-existing hole. A bolt head or nut is frequently seated with it to ensure it lies flush with the surface of the object.
View Mhc Dooley's email address (ste*******@tippedoff.com) and phone number profile as Co-Founder at Tipped Off, located in Pittsburgh.
The dimensions and placement of the counterbore hole are crucial in precision machining. To guarantee that the bolt or screw will fit firmly and securely, the size of the counterbore hole must be properly measured. The proper location of the counterbore hole is also necessary to ensure that the part being machined is positioned accurately and consistently.
Finally, periodically throughout the process, check the depth of the counterbore hole to make sure it corresponds to the required depth. To measure the depth precisely, use a depth gauge.
CATALOGUE. Click on the images below to view, print or download our latest product catalogues for independent retailers.
The bolt or screw that will be used in the hole should have a thread size that corresponds to the tap size. By doing so, the threads will be adequately produced and will fit securely.
All this information is available in Total Materia Horizon, the ultimate materials information and selection tool, providing unparalleled access to over 540,000 materials as well as, curated and updated reference data.
A counterbore symbol is a cylindrical hole with a flat bottom that broadens a coaxial hole(⌴), or the instrument used to make that feature.
Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench
Counterbore holes have the potential to weaken the material surrounding the hole, particularly when the counterbore hole is excessively big or too deep. This may cause the material to crack or perhaps lose its structural integrity.
In this blog post, we shall examine the function, risk, and solution of counterbore holes in precision machining in detail. So, let’s get started.
The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Counterborehole callout
Enabling a screw, bolt, or other fastener’s head to rest flush with or below the surface of the material being fastened to. This could lessen the chance of snagging, material damage, and component interference.
High-Performance Stainless Steel End Mills: Get a Precise and Efficient Cut. When it comes to machining stainless steels, ...
For the counterbore tool, choose the appropriate material. The tool’s material should be tough and hard enough to cut through the material without wearing out too soon.
The head of a screw or bolt can lay flush with or below the surface of a material by having a counterbore, which is a cylindrical flat-bottomed hole that is drilled or machined into the material. A counterbore is typically created as follows:
In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Martensitic stainless steels are similar to low alloy or carbon steels, having a structure similar to the ferritic steels. However, due the addition of carbon, they can be hardened and strengthened by heat treatment, in a similar way to carbon steels. The main alloying element is chromium, typically 12 to 15%, molybdenum (0.2-1%), no nickel, except for two grades, and 0.1-1.2% carbon.
2016428 — for 1/16, 1/8, and 1/4 end mills it recommends 9000RPM for them all and feed rates of 13, 36, and 18 IPS respectively. the 36 IPM seems a bit ...
Prior to starting the counterboring procedure, make sure the hole is centered. To serve as a guide for the counterbore tool, make a small indentation in the center of the hole with a center punch.
Buy online at discount prices Harvey Tool high performance solid carbide endmills, Harvey Tool miniature carbide end mills, Harvey Tool specialty profile ...
A hole that partially penetrates a substance is referred to as a blind hole. It is frequently employed to make a pocket into which a screw or other fastener can be threaded.
Counterboredepth
Precision machining is a procedure for accurately and precisely creating and shaping objects. Counterbore holes are one of the tools and methods utilized to get this level of accuracy. Counterbore holes are used in several applications across numerous sectors and are essential to precise machining. Counterbore holes are a crucial component of precision machining and have a number of benefits.
Figure 1: Microstructure image of a martensitic stainless steel. In order to obtain a useful property profile martensitic stainless steels are normally used in the hardened and tempered condition. The hardening treatment consists of heating to a high temperature in order to produce an austenitic structure with carbon in solid solution followed by quenching. The austenitizing temperature is generally in the range 925–1070°C. The effect of austenitizising temperature and time on hardness and strength varies with the composition of the steel, especially the carbon content. In general the hardness will increase with austenitizising temperature up to a maximum and then decrease. The effect of increased time at the austenitizising temperature is normally a slow reduction in hardness with increased time. Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
A counterbore is a cylindrical depression, usually larger and deeper than the screw or bolt head. It is employed when the screw or bolt’s head requires to be recessed below the surface of the material. In cases where the screw or bolt will be covered by a decorative stopper or cap, a counterbore might be used.
Lathe: By utilizing a boring bar or a counterbore tool, a lathe can be used to drill counterbores into cylindrical objects.
Total Materia is the leading materials information platform, providing the most extensive information on metallic and non-metallic material properties and other material records.
Counterboredrawing
For the screw or bolt head to have a chamfered opening, a countersink is employed to form a conical recess. This kind of hole enables the screw or bolt head to rest flush with the material’s surface. A countersink is frequently utilized in applications where the material needs to be flushed or when the screw or bolt head has to be hidden.
Unfortunately, there are some risks associated with counterbore hole production. By comprehending the dangers associated with counterbore holes and implementing the necessary remedies, engineers and machinists may produce precise, reliable parts that adhere to the greatest criteria of quality and performance.
Counterboresymbol in drawing
There are some other similar types of holes, such as counter drill holes and Countersink holes in this blog we will discuss ahead. So, let’s move ahead.
Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Counterbore holes have a flat bottom that is larger than the hole’s openings and is cylindrical in shape. These holes are employed to make a flat surface perpendicular to the hole’s axis at the bottom of the hole. Counterbore holes can be utilized to make a site for a bearing or bushing in addition to creating a seating surface for a bolt head or nut.
There are a few things to take into account when choosing a tap for a counterbore hole in order to make the right choice:
Counterborevs countersink symbols
To make it possible to install a threaded insert, which can offer a more reliable and long-lasting fastening option in materials that cannot directly support threads.
Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
The counterbore tool’s speed and feed rate are essential for obtaining a precise hole. A tool may become hot and wear rapidly at excessively high a speed or feed rate, whereas a hole of poor quality will be produced if the speed or feed rate would be low.
In order to obtain a useful property profile martensitic stainless steels are normally used in the hardened and tempered condition. The hardening treatment consists of heating to a high temperature in order to produce an austenitic structure with carbon in solid solution followed by quenching. The austenitizing temperature is generally in the range 925–1070°C. The effect of austenitizising temperature and time on hardness and strength varies with the composition of the steel, especially the carbon content. In general the hardness will increase with austenitizising temperature up to a maximum and then decrease. The effect of increased time at the austenitizising temperature is normally a slow reduction in hardness with increased time. Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
The ability to precisely locate the object being machined is one of the main benefits of using counterbore holes in precision machining. A smooth, perpendicular surface can be made at the bottom of the hole to help locate the part being machined accurately and uniformly. This is crucial for applications where precise positioning of the item is required, such as aerospace or medical devices.
Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
The machining process of counterboring is frequently employed in a variety of sectors, including engineering, automotive, and aerospace. Here are a few machining scenarios where counterboring is used:
AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Ultimately, to prevent loosening or failure over time, it’s critical to select high-quality fasteners which are suitable for the purpose and are put in properly. Regular checks and upkeep can aid in detecting any potential issues before they arise.
There are several sorts of holes that can be created in the machining sector utilizing different machining techniques. Here are a few instances:
The hole that has been created with a drill bit is referred to as a drilled hole. Simple holes for fasteners, electrical wires, or fluid passages are frequently made using this technique.
Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
The tap’s chamfer should also be taken into account. While a tap with a smaller chamfer may be better for more precise threading, one with a larger chamfer might be more effective for beginning threads in hard-to-reach places.
Counterborehole dimensions
In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
It is intended to enable the bolt or screw head to be recessed below the outer layers of the product, creating a level and uniform surface. Drill bits, end mills, and specialized counterbore cutters are just a few of the instruments that can be used to make counterbore holes. The size of the bolt or screw head that the counterbore hole is intended to fit will determine the size of the hole.
Counterbore Tool: A cutting tool made expressly for counterboring is a counterbore tool. Its end features a cutter to make the counterbore and a pilot to help the tool enter the hole.
To keep the counterbore tool in good shape, make sure it receives routine maintenance. After each usage, wash the tool, and replace it if it starts to seem worn or damaged.
202339 — For example, harder materials require lower feed rates and higher spindle speeds to avoid excessive tool wear and chipping. Softer materials ...
CNC Machine: Counterboring activities can be carried out precisely and consistently using a computer-controlled CNC machine.
Optimum corrosion resistance is attained in the heat-treated i.e. hardened and tempered condition. In comparison with the austenitic and ferritic grades of stainless steels, martensitic stainless steels are less resistant to corrosion. Martensitic grades of stainless steels can be developed with nitrogen and nickel additions but with lower carbon levels than the traditional grades. These steels have improved toughness, weldability and corrosion resistance. Figure 1 shows the microstructure image of a martensitic stainless steel. Figure 1: Microstructure image of a martensitic stainless steel. In order to obtain a useful property profile martensitic stainless steels are normally used in the hardened and tempered condition. The hardening treatment consists of heating to a high temperature in order to produce an austenitic structure with carbon in solid solution followed by quenching. The austenitizing temperature is generally in the range 925–1070°C. The effect of austenitizising temperature and time on hardness and strength varies with the composition of the steel, especially the carbon content. In general the hardness will increase with austenitizising temperature up to a maximum and then decrease. The effect of increased time at the austenitizising temperature is normally a slow reduction in hardness with increased time. Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.
Counterborescrew
The material’s precise stability surrounding the counterbore hole must be ensured as well. This can be accomplished by employing a backing plate or by enclosing the hole in more material to add support.
Counterbore and countersink are two different styles of holes drilled into materials, typically metals, to enable the insertion of screws or bolts to smooth the surface.
In a nutshell, a countersink generates a tapered hole so that the screw or bolt head sits flush with the material surface, whereas a counterbore creates a broader and deeper hole.
We look for people who have bold new ideas, courage and a pioneering spirit to join forces to invent the future, and have fun along the way. Our culture thrives ...
The main purpose of counterboring is to create a flat-bottomed hole for a fastener head. A secure and solid bond is created when the fastener head is level with the outermost layer of the material due to the counterbore hole.
Counterbore holes are cylindrical in shape and have a flat bottom that is larger than the hole openings. Different types of tools such as drill bits, counterbore tools, and end mills are used to create counterbore holes. Precision machining relies significantly on counterbore holes, which also provide a variety of advantages. In this blog, we discussed in detail counterbore holes’ functions and how it is created.
Their structures are "body-centered tetragonal" (bct). and they are classed as a "hard" ferro-magnetic group. In the annealed condition, they have tensile yield strengths of about 275 MPa and so they are usually machined, cold formed, or cold worked in this condition. The strength obtained by heat treatment depends on the carbon content of the alloy. Increasing the carbon content increases the strength and hardness potential but decreases ductility and toughness. The higher carbon grades are capable of being heat treated to hardnesses of 60 HRC. Optimum corrosion resistance is attained in the heat-treated i.e. hardened and tempered condition. In comparison with the austenitic and ferritic grades of stainless steels, martensitic stainless steels are less resistant to corrosion. Martensitic grades of stainless steels can be developed with nitrogen and nickel additions but with lower carbon levels than the traditional grades. These steels have improved toughness, weldability and corrosion resistance. Figure 1 shows the microstructure image of a martensitic stainless steel. Figure 1: Microstructure image of a martensitic stainless steel. In order to obtain a useful property profile martensitic stainless steels are normally used in the hardened and tempered condition. The hardening treatment consists of heating to a high temperature in order to produce an austenitic structure with carbon in solid solution followed by quenching. The austenitizing temperature is generally in the range 925–1070°C. The effect of austenitizising temperature and time on hardness and strength varies with the composition of the steel, especially the carbon content. In general the hardness will increase with austenitizising temperature up to a maximum and then decrease. The effect of increased time at the austenitizising temperature is normally a slow reduction in hardness with increased time. Quenching, after austenitizising, is done in air, oil or water depending on steel grade. On cooling below the MS-temperature, the starting for the martensite transformation, the austenite transforms to martensite. The MS-temperature lies in the range 300-700°C and the transformation is finished of about 150-200°C below the MS-temperature. Almost all alloying elements will lower the MS-temperature with carbon having the greatest effect. This means that in the higher alloyed martensitic grades the microstructure will contain retained austenite due to the low temperature (below ambient) needed to finish the transformation of the austenite into martensite. In the hardened condition the strength and hardness are high but the ductility and toughness are low. In order to obtain useful engineering properties, martensitic stainless steels are normally tempered. The tempering temperature used has a large influence on the final properties of the steel. The effect of tempering temperature on the mechanical properties of a martensitic stainless steel AISI 431 is shown in Figure 2. Figure 2: Effect of tempering temperature on the mechanical properties of AISI 431.Hardening treatment: 1020°C/30m/Oil quench Normally, increasing tempering temperatures below about 400°C will lead to a small decrease tensile strength and an increase in reduction of area while hardness, elongation and yield strength are more or less unaffected. Above this temperature there will be more or less pronounced increase in yield strength, tensile strength and hardness due to the secondary hardening peak, around 450-500°C. In the temperature range around the secondary hardening peak there is generally a dip in the impact toughness curve. Above about 500°C there is a rapid reduction in strength and hardness, and a corresponding increase in ductility and toughness. Tempering at temperatures above the 780°C for the steel in Figure 2, will result in partial austenitizising and the possible presence of untempered martensite after cooling to room temperature. The Table 1 shows the composition and typical use of AISI standard martensitic grades: Table 1: The composition and typical use of martensitic grades AISI grade C Mn Si Cr Ni Mo P S Comments/Applications 410 0.15 1 0.5 11.5-13.0 - - 0.04 0.03 The basic composition. Used for cutlery, steam and gas turbine blades and buckets, bushings. 416 0.15 1.25 1 12.0-14.0 - 0.6 0.04 0.15 Addition of sulphur for machinability, used for screws, gears etc. 416 Se replaces suplhur by selenium. 420 0.15-0.40 1 1 12.0-14.0 - - 0.04 0.03 Dental and surgical instruments, cutlery. 431 0.2 1 1 15.0-17.0 - 1.25-2.00 0.04 0.03 Enhanced corrosion resistance, high strength. 440A 0.60-0.75 1 1 16.0-18.0 - 0.75 0.04 0.03 Ball bearings and races, gage blocks, molds and dies, cutlery. 440B 0.75-0.95 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440A, higher hardness. 440C 0.95-1.20 1 1 16.0-18.0 - 0.75 0.04 0.03 As 440B, higher hardness. In addition to the standard grades, a large number of alloyed martensitic stainless steels have been developed for moderately high temperature applications. Most common additions include Mo, V and Nb. These lead to a complex precipitation sequence. A small amount (up to 2 wt %) of Ni is added which improves the toughness. The 12Cr-Mo-V-Nb steels are used in the power generation industry, for steam turbine blades operating at temperatures around 600°C. The effect of nitrogen on localized corrosion resistance of martensitic stainless steels showed that intergranular corrosion effectively takes place in martensitic microstructures exposed to sulphuric acid solutions, and that nitrogen additions up to 0.2 [wt-%] allow improving resistance to this kind of localized attack. Figure 3 shows a much better corrosion resistance of high-temperature nitrided AISI 410S stainless steels which tested in acid solution containing chloride ions, in comparing with AISI 420. The superiority of the high nitrogen steel prevailed for all the tempering temperatures studied, 200, 400 and 600°C. Figure 3: Comparison between polarization curves for AISI 420, and high temperature nitrided AISI 410S steels tested at 25°C, tempered at 200°C. Some corrosion-erosion experiments performed with martensitic stainless steels have shown that corrosion-erosion resistance of the high-nitrogen stainless steels (AISI 410N, 410SN, is higher than that of the conventional AISI 420 stainless steel for the testing temperatures, in the range from 0°C to 70°C, which can be associated to the beneficial effect of nitrogen in solid solution in martensite. As mentioned above, the martensitic stainless steel have the highest strength but also the lowest corrosion resistance of the stainless steels. They are also easily welded. Due to their high strength in combination with some corrosion resistance, martensitic steels are suitable for applications where the material is subjected to both corrosion and wear. Martensitic steels with high carbon content are often used for tool steels. Typical applications are: aerospace, automotive, hydroelectric engines, cutlery, defense, power hand tools, pump parts, valve seats, chisels, bushings, ball bearings, sporting equipment industry, surgical instruments etc.



 0086-813-8127573
0086-813-8127573