
CNC metal machining services - steel machining
. 2(n-4)(n+2). - (n²-14n+40) = (n/4) (n-10). 2(n+2) n-10. Page 2. 26² +580-1-2. 26(6+2)-1 ...
The first step in doing tolerance stackup analysis is to create the dimensional chain. It is used to determine the direction of tolerance. In the above example, all dimensions are in a positive direction.
The boring bar with carbide insert creates a little vibration because the carbide insert runs slightly off center. Due to this, we dont recommend running the Bosch over speed “3” on the dial (it goes up to “6”). Keeping the speed lower will increase the life of the ball bearings (which we haven’t even begun to wear out).
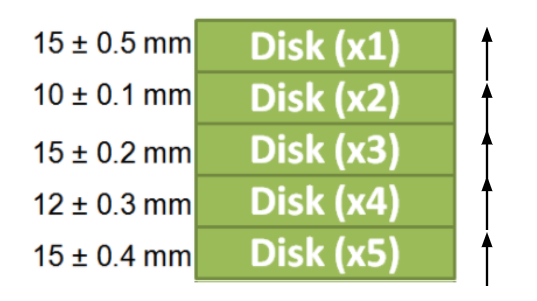
Let’s consider an example of five different size disks with different tolerances stacked on one another. We will calculate the overall maximum and minimum total stacked disk height using RSS Tolerance Stack up Analysis method. RSS tolerance stackup analysis for a given problem can be done in the following steps:
I’ve been told if there is a sequence of just 2 dimensions then RSS is not required. I can’t find where this rule originates. Can you confirm?
Tolerance Stackup analysis is a design tool used to analyse and optimize product design for assembly. It is used to calculate the cumulative effects of part tolerances in an assembly. Therefore tolerance stackup analysis ensures smooth part assembly on the production floor. In this article, we will discuss the worst case and RSS methods to solve tolerance stack up problems.
Because otherwise, if the there is only one and the same process capability value to be used after it’s chosen – there is no need the include it to the calculation. Or am I missing something?
Standard deviation is calculated by considering manufacturing process is 3σ capable. Mathematically standard deviation is equal to two times of process capability because the process is distributed on both sides. Therefore standard deviation for 3σ process is given by:
In RSS tolerance band is not reduced, you actually allow some rejection compared to worst case tolerance. And the advantage of this allowable rejection can be given to supplier in term of tolerance.
How do you calculate if an element in the stack-up has unbalanced tolerance? For example X +0.5/-0.1 or X +1/-0? Do you shift the “nominal” and then balance the tolerance, or is there a more accurate way to calculate the final tolerance stackup?
If you look at the results from Worst case and RSS method. In the RSS method, the tolerance band is reduced. Therefore designers can give more flexibility to manufacturers.
For a good understanding of tolerance stack up. We suggest you first read this article on What are Limit, Fits, and Tolerance?
Minimize your press downtime by upgrading the Honey Badger Trimmer Adapter with a tool steel boring bar and carbide insert.
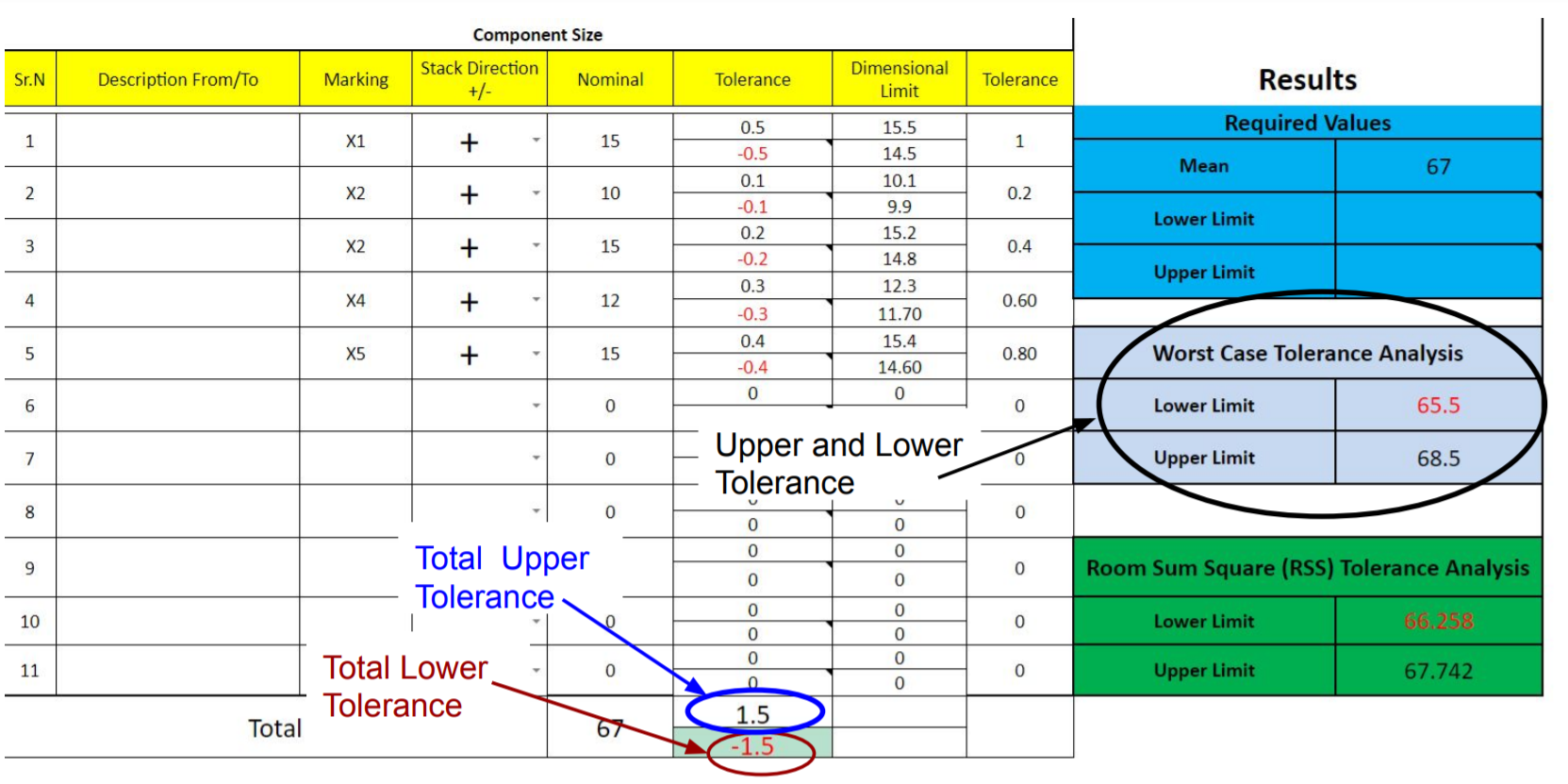
In the above example, the total stacked disks height / thickness will vary from 65.5 mm to 68.5 mm. We suggest you also use this calculator to calculate total disk height using worst case tolerance analysis.
Let’s consider an example of five different size disks with different tolerances stacked on one another. We will calculate the overall maximum and minimum total stacked disk height using Worst Case Tolerance Stackup Analysis method.
Total nominal disk thickness is calculated similarly to done during worst case tolerance stackup analysis by adding the nominal thickness of all disks. Therefore
Your spreadsheet is incorrect. For – 1.05 +0/-.01, the two values that are calculated are -1.06 and -1.05. The two values should be -1.05 and -1.04.
In RSS, the tolerace band is reduced. How it will help the supplier to produce parts. reduced tolerance band is the constraint for supplier, right?
I do not have much knowledge of the sampling theory approach. But my understanding is we can use it since it is based on statics only.
Nov 10, 2015 — There are 2 grades of cobalt drills M35 and M42. The M35 has 5% cobalt and the M42 has 8%. The more cobalt the higher cost but greater ...
Various tolerance stack up analysis methods are used to calculate optimized tolerance values. Each method has its own advantages, limitation, and application. Out of these Worst Case and Statistical Tolerance Analysis methods are more popular. Let’s discuss these methods in detail.
Statistical tolerance Analysis does not focus on the extreme dimensional limits. Because variation in manufactured part dimensions is not linear. Each dimension has a unique distribution based on the part manufacturing process, machines, and other parameters.
I don’t understand the RSS scaling of the total tolerance band by 1/(2×3) to get the total standard deviation. If we assume the errors are uniform distributed – the standard deviation should = tolerance band/sqrt(12) = tolerance band/3.46. This is close to the factor of 3 used – but I don’t see where the additional factor of 2 comes in….
Sir, Can you help in calculate pin diameter and their distance tolerance for manufacturing tolerance for gauge design ? Assuming three holes are diameter 10+/- 0.1,diameter 15+/- 0.2 and diameter 25+/-.1 these holes distance is 120+/-1,100+/-0.5 and 80+/-1.5 respectively. Please share with formula to my Email
Thanks Edward for your feedback. This is a linear tolerance calculator, that simply works by adding the tolerance. Here -ve sign shows the tolerance direction. So ideally output shall be irrespective of sign. So i agree with you and we will improve on this point. But at the same time, i believe it has no impact on end results as this is calculated based on cumulative values. We recommend you to also check our online tolerance calculator where we tried to over come the limitations of excel: https://www.smlease.com/entries/product-design/online-tolerance-stackup-calculator/
Mathematically tolerance zone is equal to the multiple of required process capability and total standard deviation for the assembly. Lower the value of process capability, narrow will be the tolerance zone and higher will be the rejection.
The end mill has some trade offs with chip and cut. First thing we can tell you is that an end mill with a higher helix will make a MUCH nicer cut than one with a lower helix. The enormous downside to that helix is that it funnels the shavings upwards into the trimmer adapter instead of into the vacuum tube. Even end mills with chip breakers will exhibit this issue. If you decide to try end mills, go with the lowest helix you can find and keep checking the temperature of the trimmer adapter. If swarf is whirling around in the trimmer adapter, it will become hot from friction.
How should we deal with uneven tolerances (e.g. +0.1/-0.3)? Do we “normalize” it to +0.2/-0.2 (& adjust the nominal value accordingly)?
In this example, maximum and minimum disk stack-up height is calculated by adding nominal dimensions with upper and lower tolerance respectively.
When an end mill dulls, it has to be replaced and thrown in the “to be sharpened” stack. When a new end mill is installed, the depth of the end mill has to be exactly where the last end mill was removed from. If not, the die cutting depth will change, and as such, the die will have to slightly be raised or lowered in the tool head to accommodate this change.
Seco first choice carbide grades for Turning, Milling, Parting, and Grooving.
04/23/21: Until further notice (IE: I can use my hand again), our boring bars will need to be cut to length by the customer. As supplied to us, they come as a 5″ bar. They will need to be cut to between 2-1/2″ and 2-5/8″ for use with our Honey Badger. Cutting can be performed via hack saw, sawzall, cut-off wheel, or customer’s choice.
If you think we missed Something? You can add to this article by sending a message in the comment box. We will do our best to add it to this post.
R245-12T3E-KM GK4125. R245 face milling insert for medium machining in cast ... Cast iron specialist medium geometry KM provides broad application range ...
Similar to worst case tolerance analysis, the first step in RSS tolerance stackup analysis is to create the dimensional chain. It is used to determine the direction of tolerance. In the above example, all dimensions are in a positive direction.
in above formula denominator (6) defines the distribution of dimensions. Denominator “6” indicates process is 3σ capable with cpk value equal to 1. If your manufacturing process is 6σ capable value ‘6’ need to be changes to 12.
To sum up, Tolerance stackup analysis is a very important part of product design. It also helps in reducing part cost. Various tolerance stackup analysis methods are available.
Please watch this tutorial on how to create a drill within your Organization account. For the most part is is the exact same process as creating a drill ...
In the above example, the total stacked disk height/thickness will vary from 66.258 mm to 67.74 mm. We suggest you also use this calculator to calculate total disk height using worst case tolerance analysis.
In this example maximum and minimum disk stackup height is calculated by adding nominal dimension with upper and lower tolerance respectively considering required process capability value is 3σ.
Production of closely mating parts without tolerances is economically unfeasible. Tight tolerances can result in an increased rejection rate and manufacturing cost. Whereas loose tolerances can affect product function. Therefore it is always recommended to define optimized tolerances. Part tolerance optimization increases the part tolerance band. It also helps in reducing part manufacturing costs.
Hi, I like using your stack up calculator spread sheet. Can you share the password so I can name my project? Thanks Sean
According to the worst case tolerance stack up analysis disk stack height can vary from 65.5 mm to 68.5 mm. Whereas according to the RSS method disk height can vary from 66.2584 mm to 67.74162 mm.
Nov 11, 2024 — The slang SFM, which stands for so f*ing much,** is used to emphasize an intense or extreme degree of something, often to convey strong ...
Fast and Friendly Brass, LLC is not a licensed manufacturer, supplier, advertiser, or purveyor of any product sold, distributed, or manufactured by Dillon Precision Products, Inc.
Landscaper 2.0 Groin Trimmer. 4.88. Ceramic blades for safe intimate trims. MRP ... Bonus Tip: Before you trim your balls, wash them thoroughly with COLD water, ...
The carbide insert definitely has the edge here. With the chipbreaker insert we selected after trying nearly one thousand dollars worth of inserts and end mills, our carbide insert leaves an acceptable cut and zero issues with chip breaking or clogging. A slight outward lip may be visible after cutting, which is a sign that the cutting edge is becoming dull.
With a boring bar, when the carbide insert dulls, all that has to be done is to remove the Bosch motor from the trimmer adapter, remove the TS6 screw, and either rotate to a new cutting edge (there are three) or replace the carbide insert. Reinstall the motor, and verify that cut length hasn’t changed.
Root sum square (RSS) tolerance stack up analysis works on a statistical approach. It is assumed that most of the parts fall to the middle of the tolerance zone.
You mentioned in your calculation the direction of the stack. if you have a 6th step, lets say an etching step, that removed a portion of the last disk, would you include the statistical tolerance calculation of that 6th subtractive step into the same way you did for the RSS of the first 5? or would you RSS the 5 additive steps and then get a tolerance analysis done, followed by an RSS of the 5 steps with the subtractive step?
Jul 16, 2024 — Check Edwards Feeds in Lebanon, TN, West Market Street on Cylex and find ☎ (615) 444-5..., contact info, ⌚ opening hours.
-n² + 14n-40. 2(n2-27-8. *. الوادي التحية. V (x²+5x-24). 3(x-7). +$.
Yes; It wont help machining supplier ; However this may help to casting supplier in case wall thickness calculation. If there is a defect on casting surface and it could lead to reduction in wall thickness. Due to RSS method machining tolerance will be reduced and in result increase in wall thickness.
Ah, this is where the end mill shines. The end mill rotates perfectly on center and runs smoother than you can possibly imagine. There were times we didn’t know that the Bosch was even turned on over the vacuum. From the minimum speed to the maximum, zero vibration.
Time is money when it comes to high volume brass processing, and when that press is down due to equipment failure or maintenance, money is being lost. While using a two or three flute end mill is a cheaper initial investment, over the long run, setup times and tool sharpening becomes expensive. End mills are great for the hobbyist who isn’t running millions of pieces of brass a year like a commercial producer.
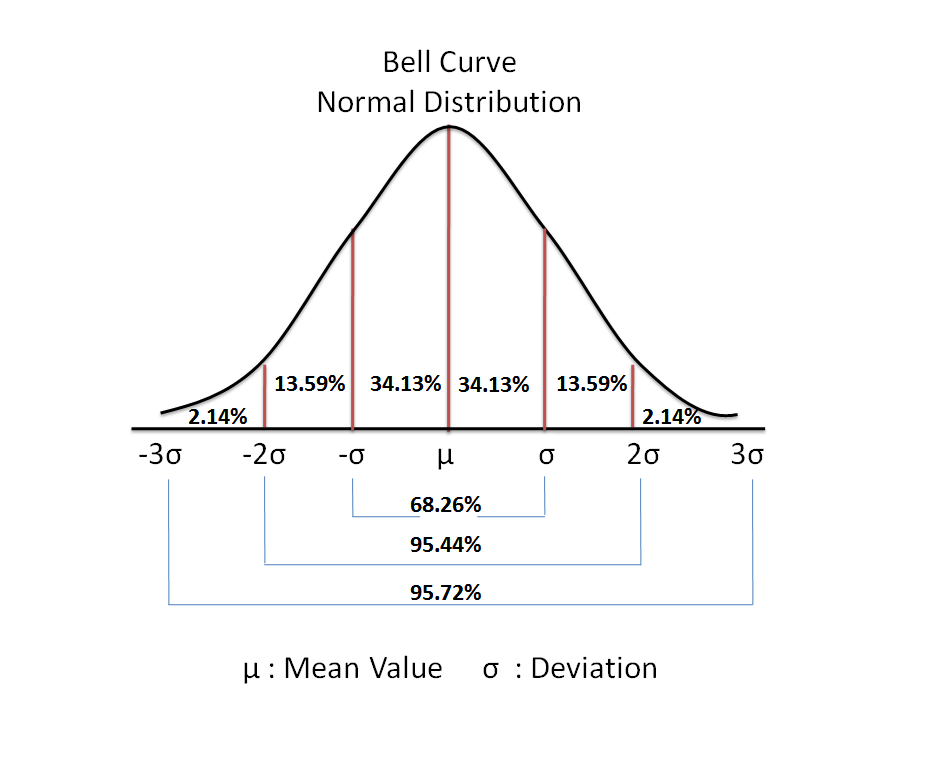
Statistical tolerance analysis is based on the Bell curve and normal distribution. For example, when a thousand disks of the same size are manufactured. Disk thickness will vary from upper limit to lower limit. But all disks will not measure the same because their thickness will be distributed.
One question is troubling me. “Standard deviation is calculated by considering manufacturing process is 3 sigma capable.” -> Std deviation = total tolerance/ (2×3). This one I understand.
In your bell curve normal distribution curve there is an error – for 6 sigma, instead of 99.72% you have marked 95.72%, and as a newbie I spent 20 minutes to re-affirm that… just wanted to let you know. Thanks for this article and calculator, it’s really helpful!
As you said, Mathematically standard deviation is equal to two times of process capability because the process is distributed on both sides. based on above, for ‘3 sigma’ the total tolerance of each dimension is divide by 6 (i.e. 2×3) to calculate standard deviation. but at the time of total tolerance zone calculation ‘sigma assembly’ multiplied by only 3 for ‘3 sigma’ capacity. my concern is, just like at the time of total tolerance calculation we divide each total dimension tolerance value by 6. like wise we need to multiply by 6 to ‘sigma assembly’ to get total tolerance zone. because process is distributed on both sides of mean value. please provide your feedback.
Informative log Clears my all confusions of tolarrlence stack up analysis… Language used is very easy to understand and satal.
The strongest drill bits for drilling into hard metals like hardened steel are cobalt and carbide-tipped bits. Cobalt bits are known for their ...
KnKut reduced shank drill bits are available in 1/4 reduced hex shanks, 3/8 reduced shanks and 1/2.
We suggest you read this article on Process Capability Analysis Cp and Cpk for better understanding on Statistical Tolerance Analysis.
Worst Case tolerance stackup analysis method utilizes simple arithmetic (addition and subtraction) operations to calculate optimized tolerances. In this method, all dimensions are assumed at the extreme limit. For low production volumes, worst case tolerance analysis is recommended.
Tolerance stackup analysis is used to calculate optimized part tolerances. It can be done manually or using stackup analysis software.
If I calculate the total deviation (not std deviation) I get 1.4832… that is +- 0.74162 (the same as in your calculation). My formula that I used: (0,5+0,5)^2+(0,1+0,1)^2 .. (0,4+0,4)^2)^-0,5 ~ 1.48324.
You can also use our worst-case and RSS method tolerance stack-up calculator for tolerance stack-up calculations. You can Download Tolerance stack-up calculation sheet here.
Why do we need to determine the process capability index in the first place? Is the answer that first we need to determine the manufacturing process capability (e.g. 3 sigma) – and second we need to determine the process capability for the assembly “event” (that can differ from 3 sigma)?
Can you provide a presentation or resources to guide in creating tol stack analysis stack diagrams, to include any assembly of 3 or more parts with a fixed fastener screw rectangular pattern? Simple disc stackup is clear but I am not clear how to handle more difficult aforementioned multipart ‘fixed fastener’ assy stack up.
Nice writeup. Please note that there is a typo for the 3 sigma area under the curve of the normal distribution bell curve. It should read 99.72% rather than 95.72%. Regards.
Sorry friends, we’ve spent too much money and time in researching this, and we’re not about to divulge what this is. Rest assured in knowing this. We did the leg work to find out what works best so you didn’t have to.
Hello, I have the same question asked by Nagaraju. So how does the worst case analysis has disadvantage over RSS method? Compared to Worst case, in RSS, you allow some parts rejection. But what about the cost of those rejected parts? How exactly RSS method is advantageous over worst case?



 0086-813-8127573
0086-813-8127573