
Countersinks - drill bits with countersink
Answered By: Reference Librarian. Last Updated: Jan 08, 2024 Views: 160. Yes, the computers labeled with "AET" on the upper right corner of the monitor have ...
If you were cutting thread all day long: day in and day out. You might set the lathe up for only two cuts. One cut to remove all but .002 or .003 of material and the last cut to hold size and finish. This is done all the time in some shops today.
The PPG logo is a registered trademark and Colorful Communities and We protect and beautify the world are trademarks of PPG Industries Ohio, Inc. © 2024 PPG Industries, Inc. All Rights Reserved.
Whenever possible, only two cut should be taken to bring a diameter cut. Since the purpose of a rough cut is to remove excess material quickly and surface finish is not too important. A coarse feed should be used. The finishing cut is used to bring the diameter to size and produce a good surface finish and therefore a fine feed should be used.

6. As the softness of the material decreases, the cutting speed increases. Additionally, as the cutting tool material becomes stronger, the cutting speed increases.
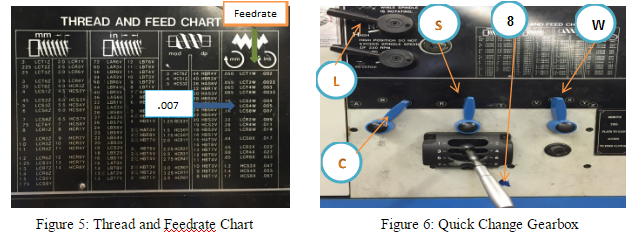
The feed of on lathe, or the distance the carriage will travel in on revolution of the spindle, depends on the speed of the feed rod or lead screw. This is controlled by the change gears in the quick-change gearbox. This quick change gearbox obtains its drive from the head stock spindle through the end gear train. A feeds and thread chart mounted on the front of the quick-change gearbox indicates the various feeds and metric pitches or thread per inch which may be obtained by setting levers to the positions indicated.
The benefits of partnering with PPG can be found in everything we do – from our status as the premier single-source coatings supplier for every vehicle surface, to our significant investments in product and application technologies, to our global manufacturing presence, to the hundreds of exceptionally skilled PPG team members who help bring our customers’ vehicles to life in manufacturing facilities on every continent.
2017108 — If the material is hard then the point angle will vary from 67 to 70 Degrees. point_grinding2 For soft materials like Aluminium point angle will ...
The lathes are designed to operate at various spindle speeds for machining of different materials. There speeds are measured in RPM (revolutions per minute) and are changed by the cone pulleys or gear levels. One a belt-driven lathe, various speeds are obtained by changing the flat belt and the back gear drive. One the geared-head lathe speeds are changed by moving the speed levers into proper positions according to the RPM chart fastened to the lathe machine (mostly on headstock). While shifting the lever positions, place one hand on the faceplate or chuck, and form the face plate slowly by hand. This will enable the levers for engage the gear teeth without clashing. Never change speeds when the lathe is running on lathers equipped with variable speed drivers, the speed is changed by turning a dial of handle while he machine is running.
Whether you're an automaker or an automotive supplier, meeting your needs is at the center of everything we do. From global color innovation to process optimization and leadership in sustainability, PPG is who your business can turn to.
CNC machining centres are multifunction machines able to perform multiple high precision machining operations such as milling, drilling, and tapping.
Differentiate your brand and set yourself apart from the competition with PPG's global color leadership. PPG delivers the right color to complement the shape and form of vehicles, defining and enhancing your brand strategy.
All source coatingsreviews

To operate any machine efficiently, the machinist must learn the importance of cutting speeds and feeds. A lot of time can be lost if the machines are not set at the proper speed and feeds for the workpiece.
Slitting Saws · Sherwood · 4"x1/8"x1" HSS SLITTING SAW 36T · Sherwood · 25x0.50x8mm HSS SLITTING SAW 64T · Sherwood · 6"x1/16"x1" HSS SLITTING SAW 44T.
All source coatingssan diego
7.W = Select Feed Ranges and change to W on this lever (See Figure 3) Before turning on the lathe, be sure all levers are fully engaged by turning the headstock spindle by hand, and see that the feed rod turns.
Example: Material = Aluminum 3” Cutter, 5 Teeth Chip Load = 0.018 per tooth RPM = 3000 IPS = 0.018 × 5 × 3000 = 270 Inches Per Minute
The recommended feeds for cutting various materials when using a high speed steel cutting tools listed in table below. For general purpose machining a .005 – .020 inch feed for roughing and a .012 to .004 inch feed for finishing is recommended.
Your brand has unique goals and challenges. From sustainability to profitability and customer satisfaction, you demand excellence from your manufacturing partners to help you achieve them.
Privacy Policies | Your Privacy Options | Legal Notices | CA Transparency in Supply Chain Disclosure | Canada Forced Labour Statement - PPG Canada and Architectural Coatings Canada | Canada Forced Labour Statement - Ennis Paint Canada | Canada Forced Labour Statement - Metokote Canada | Global Code of Ethics | PPG Industries UK Ltd 2022 Gender Pay Report |No Surprises Act Notice | Seveso Directive – Störfallinformation Bodelshausen & Erlenbach | Product Care’s Recycling Programs in Ontario | PPG Brazil Salary Transparency Report (Relatório de Transparência Salarial PPG Brasil)
All source coatingscareers
A lathe work cutting speed may be defined as the rate at which a point on the work circumference travels past the cutting tool. Cutting speed is always expressed in meters per minute (m/min) or in feet per minute (ft/min.) industry demands that machining operations be performed as quickly as possible; therefore current cutting speeds must be used for the type of material being cut. If a cutting speed is too high, the cutting tool edge breaks down rapidly, resulting in time lost recondition the tool. With too slow a cutting speed, time will be lost for the machining operation, resulting in low production rates. Based on research and testing by steel and cutting tool manufacturers, see lathe cutting speed table below. The cutting speeds for high speed steel listed below are recommended for efficient metal removal rates. These speeds may be varied slightly to shift factors such as the condition of the machine, the type of work material and sand or hard spots in the metal. The RPM at which the lathe should be set for cutting metals is as follows:
INSERT DESIGNATION CHART · Shape · Clearance Angle · Tolerance · Groove / Hole · Size (IC) · Thickness · Radius · Wiper Lead Angle ...
All SourceConstruction
We help vehicle OEMs and Tier suppliers turn challenges into wins. Our success portfolio is built on PPG’s decades-long leadership in all coating layers applied in vehicle assembly and parts manufacturing operations. When you need to identify and implement process enhancements, meet ever-rising sustainability targets, improve quality, increase productivity and reduce costs, your path to success is clear with PPG Optima Solutions®.
4. What would the RPM be if we were turning a 1.00” diameter workpiece made out of mild steel, using Carbide cutting tool?
Allsource supply
Manufacturing Processes 4-5 Copyright © by LamNgeun Virasak is licensed under a Creative Commons Attribution 4.0 International License, except where otherwise noted.
Have you noticed that when you take a very small cut on the lathe .001 to .002 that the finish is usually poor, and that on the rough cut you made prior to this very light cut, the finish was good? The reason for this is: some tool pressure is desirable when making finish cuts.
In order to eliminate this time loss, we can, and should, use recommended metal-removal rates that have been researched and tested by steel and cutting-tool manufactures. We can find these cutting speeds and metal removal rates in our appendix or in the Machinery’s Handbook.
5. Roughing cuts (0.01 in. to 0.03 in. depth of cut) for most aluminum alloys run at a feedrate of .005 inches per minute (IPM) to 0.02 IPM while finishing cuts (0.002 in. to 0.012 in. depth of cut) run at 0.002 IPM to 0.004 IPM.
PPG is a global leader in delivering high-performance automotive coatings for a reason—that we help OEMs meet and exceed their goals time after time—wherever and whenever they need us.
All SourceCompany Building Group
Zip Code 11430 City Jamaica State New York (NY) ; City Alias Name(s), JAMAICA*, JF KENNEDY AP*, JFK AIRPORT*, JOHN F KENNEDY AIRPORT*, QUEENS ; County, QUEENS,.
The feed of a lathe is the distance the cutting tool advances along the length of the work for every revolution of the spindle. For example, if the lathe is set for a .020 inch feed, the cutting tool will travel the length of the work .020 inch for every complete turn that work makes. The feed of a lathe is dependent upon the speed of the lead screw or feed rod. The speed is controlled by the change gears in the quick change gearbox.
Abbreviations similar to adoc · ADC - Air data computer · ADS - Either; Automatic Dependent Surveillance or air data system · ADS-A - Automatic Dependent ...
For general purpose machining, use a recommended feed rate of .005 – .020 inches per revolution for roughing and a .002 – .004 inches per revolution for finishing.
Aug 27, 2017 — Videos and photos from satellites and the crew aboard the International Space Station showed Hurricane Harvey bearing down on the Texas coast this weekend.
No matter what your vehicle goals are, PPG can recommend the best coatings technology for any situation. We offer one of the industry’s widest selections of product technologies, from waterborne and solventborne primer, basecoats, clearcoats, powder primers and scratch resistant ceramic clearcoats.
It has been my experience to take at least three cuts. One to remove excess material quickly: the rough cut, one cut to establish finish and to allow for tool pressure, and one to finish the cut.
ISO Hole Tolerances for chart given below shows range between 3mm to 400mm. Nominal Dimension and Tolerance Zone for Holes are in mm (Metric).
4. Feed rate and cutting speed are mostly determined by the material that’s being cut. In addition, the deepness of the cut, size and condition of the lathe, and rigidity of the lathe should still be considered.
Shipping time may vary. Motion rep will advise. Overview. Mfr description. 74060 3/8 ACID BRUSH ...
We can control the feed on an engine lathe by using the change gears in the quick-change gearbox. Our textbook recommends whenever possible, only two cuts should be taken to bring a diameter to size: a roughing cut and a finishing cut.



 0086-813-8127573
0086-813-8127573