
CVE-2022-31625 Detail - NVD - 31625
ISOinsertnomenclaturepdf
Cobalt can be run even faster than high speed steel tooling. It can also be used in most hardened and abrasive materials such as bronze, stainless steel, cast iron, and titanium.However, a cobalt bit will not retain its edge sharpness for as long as a solid carbide bit, and it will be more prone to brittle failure than high speed steel tooling in non-rigid set ups.If you have a desire to run at faster running parameters than what high speed steel tooling offers, or if you are running in a hardened material, cobalt may be your next consideration. While it will typically have a higher cost than high speed steel tooling, it would be a more economical option than solid carbide.
As a Harvey Performance Company Engineering Associate, Allison assists customers with regards to application assistance and tool selection. She is responsible for providing technical service to our end users with thoughtful, comprehensive solutions.
ISO turninginsertnomenclature
www.harveytool.com www.helicaltool.com www.micro100.com www.titancuttingtools.com www.corehog.com www.valorholemaking.com
ISOcarbide Insert chart
When it comes to high speed steel tooling, this will be the most economical choice among the three substrate options. The above image shows a Titan USA High Speed Steel Reamer.High speed steel is known for its high working hardness and excellent toughness. While maintaining a rigid set up should always be a priority, high speed steel tooling can excel in situations where a rigid set-up can’t be obtained, and where there is potential for excessive tool holder overhang. The toughness of high speed steel over cobalt and solid carbide makes it less prone to brittle fracture or chipping. These tools can be used in a variety of ferrous materials, such as steel and iron, and non-ferrous materials such as brass, copper, and aluminum alloys. However, high speed steel should not be used in hardened versions of these materials.This substrate is not without its drawbacks, too, though. High speed steel tooling will need to be run at slower cutting speeds than cobalt or solid carbide tooling, which could potentially make it less ideal for high production runs.
Solid carbide will be the premier material substrate offered for most cutting tool selections, as it offers high edge sharpness that allows tooling to be run at the fastest running parameters offered among the three material substrates. The above image shows a Titan USA Solid Carbide Reamer.
Do you know which cutting tool substrate is right for you? Popular cutting tool manufacturers, such as Titan USA, oftentimes sell high speed steel, cobalt, and solid carbide cutting tools – but which is right for your application? This article will serve as a guide to the benefits of each material, and the best choice for specific applications.
ANSIinsertnomenclature
Insertnomenclaturechart
When browsing the different material options offered by Titan USA, this article can act as a helpful guide for choosing the right tool for your application. For more information on the different tooling styles offered in high speed steel, solid carbide, and cobalt, please visit the Titan USA website at https://www.titancuttingtools.com/ .
One downside to solid carbide tooling is that its high hardness can make it more susceptible to brittle failure and therefore may not be a good choice when dealing with non-rigid set ups. For example, solid carbide can be more prone to chipping or breaking when encountering interrupted cuts, vibrations, or shocks.
For most situations, cobalt is going to offer an intermediate option when compared to high speed steel and solid carbide options. The image above shows a Titan USA Cobalt Reamer.
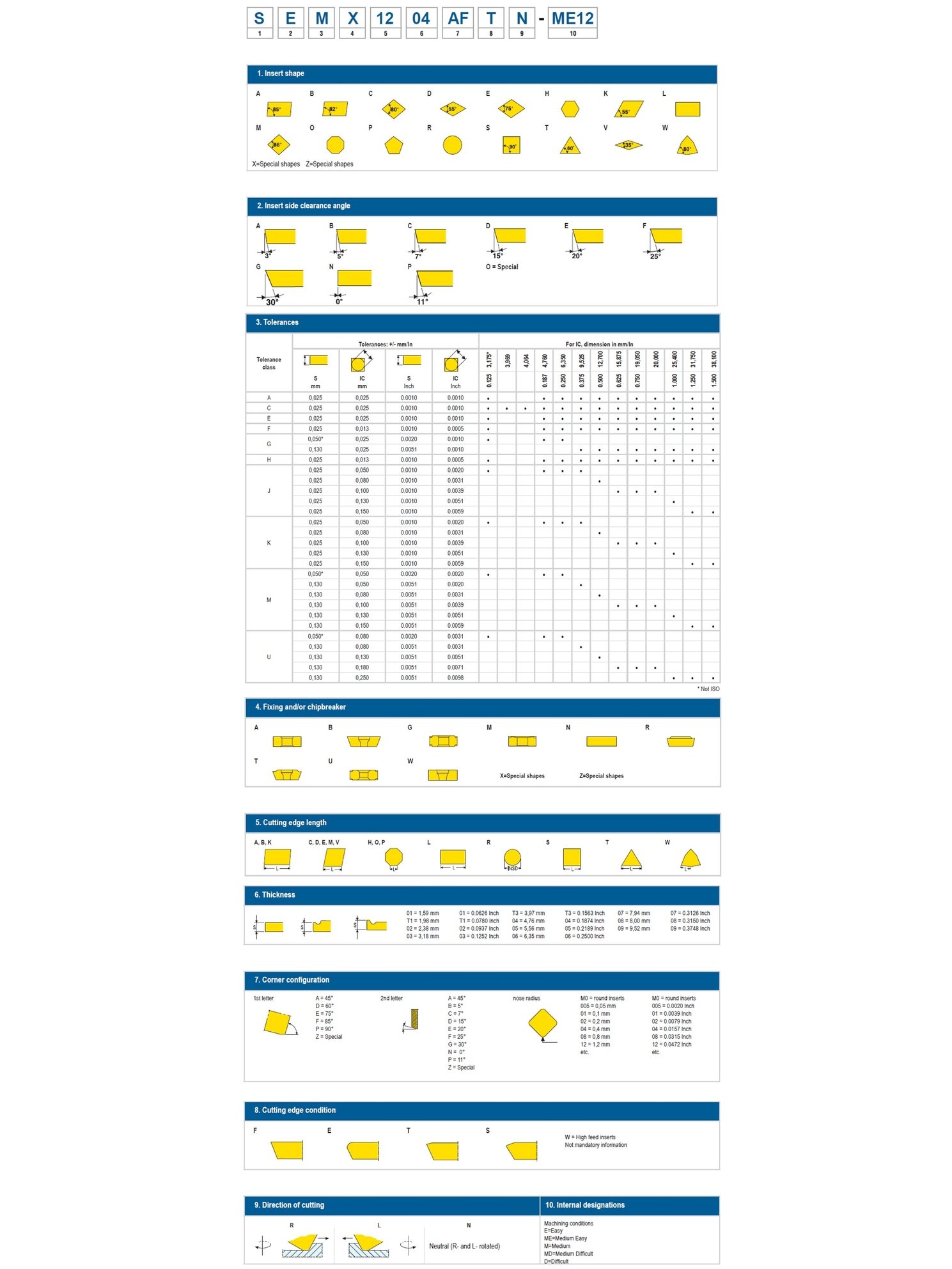
THE ISO designation system for indexable insertsThe ISO designation system for indexable inserts (ISO 1832) is a standardized system to name an indexable insert.The system is designed so that each important feature and dimension of the insert is shown using a code system. This becomes the name of the insert. This system has several advantages:Unique naming of an indexable insert (supplier independent)All important features and dimensions are clearly stated in the nameSome code positions relate to the insert carrier in which the insert can be mounted It's important to remember that the ISO designation system is not a system that standardizes the quality of the insert. Neither the carbide grade nor the cutting geometry is standardized in this designation system. This is an example for milling inserts. For other applications, you can refer to the relevant Machining Navigator. Do you want to know more?Contact Us Inline Content - SurveyCurrent code - 5fce8e61489f3034e74adc64
ISOinsert chart
The system is designed so that each important feature and dimension of the insert is shown using a code system. This becomes the name of the insert.
Turninginsert Identification chart
It's important to remember that the ISO designation system is not a system that standardizes the quality of the insert. Neither the carbide grade nor the cutting geometry is standardized in this designation system.

Although solid carbide tends to be the most expensive substrate option, the ability to run at high speeds and feeds allows you to reduce your cutting time. This increased productivity can prove to be more economical for higher production jobs. Solid carbide tooling is going to have the highest heat and wear resistance, allowing the tooling to last longer and require less replacement.
Sign up to receive a monthly recap of: – The latest machining solutions – Machining tips and tricks – A recap of our most popular posts
Further, solid carbide is a good choice when dealing with hardened materials or high temp alloys. For example, it can be used in hardened steels, titanium alloys, and nickel alloys up to 45RC. When paired with material specific tool geometries and coatings, solid carbide can even be used in materials up to 68Rc.



 0086-813-8127573
0086-813-8127573