
Endmills - metric Vs imperial - nominal end mill sizes
High efficiency machiningprocess pdf
With all this talk about changing cutting parameters, what type of tools are required to utilize this method? Any end mill can employ and benefit from HSM/HEM. Generally, the more flutes, the better. This allows for a thicker core, increased stability at higher speeds, and better surface finishes.
High EfficiencyMilling Calculator
Although any end mill can be used, Nachi is developing end mills to excel in HSM/HEM conditions. Nachi's new Aqua V Mill 5 Flute series features a high temp Aqua Mill coating, a thick core, and a relief design specifically aimed at excelling in HSM/HEM of stainless steels and high temp alloys.
Trochoidal milling
Rotational speed can be increased to get the most out of modern high RPM spindles. Rather than the traditional 0.5x diameter depth of cut, it is possible to run 1.0x, 1.5x, 2.0x, or even higher axial depth of cut. This in turn leads to higher material removal rate.
Using this formula, it is possible to increase feedrate to maintain chip thickness. The faster feedrate accomodates for the reduction in stepover, which partly makes up for the reduced material removal rate.
MachiningAdvisor Pro
A reduced width of cut reduces deflection and heat produced. This allows for increased RPM or speed, and a heavier axial depth of cut.
By submitting this form, I agree to the Joyce/Dayton Website Usage Terms and Conditions, Privacy Policy, and that a Joyce/Dayton representative may contact me.
Modern programming software aims to keep constant engagement with the workpiece, and flow of the toolpath to avoid deceleration in sharp corners. Programming with software capable of high efficiency machining furthers the benefits of high speed machining principles. HEM is the use of HSM conditions, coupled with software capabilities, to optimize milling strategy.
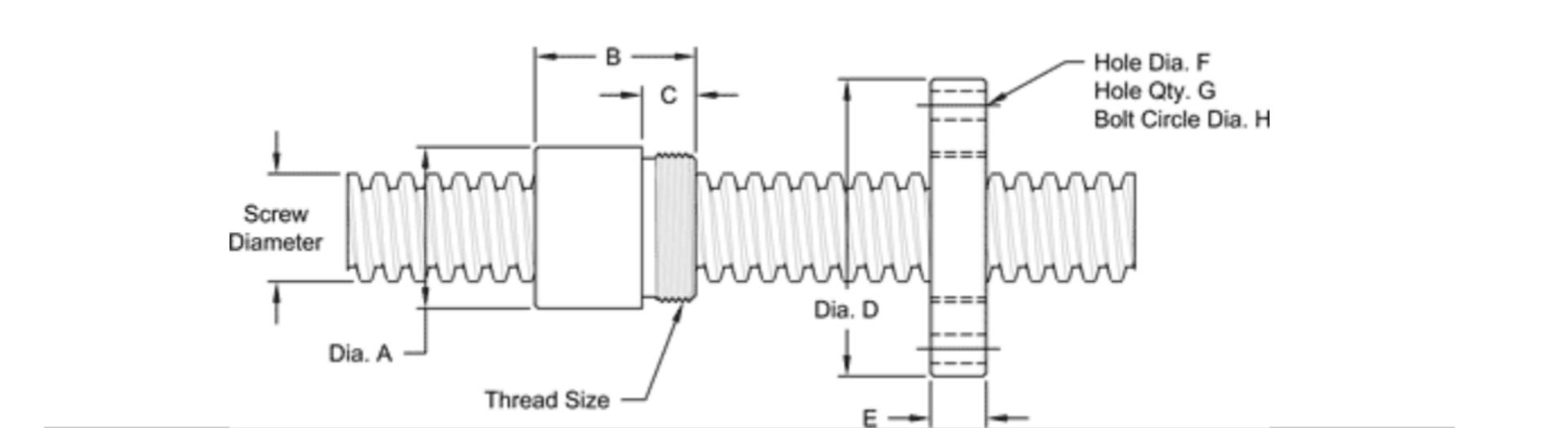
R – Right-hand – all thread diameters/leads are available with right hand threads L – Left-hand *- Substitute an ”L” in the part number for left hand leads Stub Acme screws offer a larger root diameter than their Acme counterparts *Available in stainless steel
(When selecting ”XX – No Bearing”, choose from mounting options 1K through 4N or XX, above) * All Simple Single bearing mounts are designed for radial loads only
High efficiency machiningpdf
This brings us to high speed machining. HSM is the use of light radial width of cut, and heavy axial depth of cut, at fast feedrates. Couple the benefit of being able to feed faster with a few other benefits, and you'll start to realize why high speed machining is becoming so popular.
This also leads to better heat and work distribution through the entire cutting edge of the tool, rather than only the bottom 0.5x diameter- this means you are using the entire tool that you're paying for, not just a small portion at the tip. Tool life will increase.
If you need us to repair your product, request a Returned Goods Authorization (RGA) number by email, phone, or simply fill out the form above and mention "RGA" in message box.
Interested in seeing how HSM/HEM can benefit your application? Contact Nachi's engineering team. ml-nai.toolsengineer@nachi.com or 888-340-8665
Radial engagement milling
High efficiency machiningvs hem
Milling cutters are designed to perform optimally with a certain chip thickness. So if the chip thickness decreases when the width of cut is reduced, how is it possible to maintain an optimal chip thickness? You're going to like this one- Run faster!
High efficiency machiningformula
This 1” – 2 double lead acme machine screw is available in both alloy steel and stainless steel with a corresponding aluminum bronze nut. Choose from right-hand or left-hand threads.
Nachi's new ALH Mill 3 Flute features a cylindrical land, allowing for higher feed rates and reduced chatter at any speeds. This tool is the end-all for high performance roughing and finishing of aluminum alloys.
If you're in the machining world, you've probably heard the term "high speed machining" or "high efficiency machining" tossed around. Let's break it down and discuss the concept, the benefits, and why you need to employ this method immediately.
When milling, the material removal rate is controlled by three factors- feedrate, radial width of cut, and axial depth of cut. There is a phenomenon that occurs when radial width of cut, or stepover, is decreased. This phenomenon is called radial chip thinning. Radial chip thinning just refers to the decrease in chip thickness with the decrease in radial width of cut.
(When selecting ”XX – No Bearing”, choose from mounting options 1K through 4N or XX, above) * All Simple Single bearing mounts are designed for radial loads only



 0086-813-8127573
0086-813-8127573