
Exclusive: Perfect Day raises 'up to $90m,' installs interim ... - california performance co
Link to the main product image (at least 75x75 pixels, accessible by our user-agent and no template or placeholder images).
If used properly, coolant can be an extremely effective way to keep your tool from excessive heat generation. There are many different types of coolant and different ways coolant can be delivered to your tool. Coolant can be compressed air, water-based, straight oil-based, soluble oil-based, synthetic or semi-synthetic. It can be delivered as mist, flood, high pressure or minimum quantity lubricant.
NorthernToolCatalog pdf
The ratio between the chip thickness and the edge radius (the edge prep) is much smaller for miniature tools. This phenomena is sometimes called “the size effect” and often leads to an error in the prediction of cutting forces. When the chip thickness-to-edge radius ratio is smaller, the cutter will be more or less ploughing the material rather than shearing it. This ploughing effect is essentially due to the negative rake angle created by the edge radius when cutting a chip with a small thickness.
Consists of one group of up to four elements: country, region, rate (all required) and tax_ship (optional). Colons, even for blank values, are required.
ToolCatalog companies
These operations should be considered when micromachining tall thin walled parts as in some cases there is not sufficient support for the part for a finishing pass.
Traditional Roughing: When roughing, a large amount of material must pass through the tool’s flute valleys en route to being evacuated. Because of this, a low number of flutes – and larger flute valleys – are recommend. Tools with 3, 4, or 5 flutes are commonly used for traditional roughing.
CNC coolant is delivered in several different forms – both in properties and pressure. The most common forms include air, mist, flood coolant, high pressure, and Minimum Quantity Lubricant (MQL). Choosing the wrong pressure can lead to part or tool damage, whereas choosing the wrong amount can lead to exhausted shop resources.
In Climb Milling, the cutter rotates with the feed. Here, the chips start at maximum width and decrease, causing the heat generated to transfer into the chip instead of being left in the tool or work piece. Climb milling also produces a cleaner shear plane, causing less rubbing, decreasing heat, and improving tool life. When climb milling, chips will be removed behind the cutter, reducing your chances of recutting.
Links to up to 10 additional images of your product (at least 75x75 pixels, accessible by our user-agent and no template or placeholder images).
Consists of one group of up to four elements: country, region, service (all optional) and price (required). Colons, even for blank values, are required.
Harvey Performance Company offers the Machining Advisor Pro application, a free, cutting-edge resource that generates custom running parameters for optimized machining with all of Helical Solutions’ and Harvey Tool’s products.
Coolant can be expensive, however, and wasteful if not necessary. Understanding the amount of coolant needed for your job can help your shop’s efficiency.
You should not use the same speeds and feed for a circular path as you would for a linear path. This is because of an effect called compounded angular velocity. Each tooth on a cutting tool has its own angular velocity when it is active in the spindle. When a circular tool path is used, another angular velocity component is added to the system and, therefore, the teeth on the outer portion of tool path are traveling at a substantially different speed than expected. The feed of the tool must be adjusted depending on whether it is an internal or external circular operation. To find out how to adjust your feed, check out this article on running in circles.
Because of the fragility of miniature tools, the tool path must be programmed in such a way as to avoid a sudden amount of cutting force, as well as permit the distribution of cutting forces along multiple axes. For these reasons, the following practices should be considered when writing a program for a miniature tool path:
If you do, enter 0 in the free_shipping_limit field. If you only offer free shipping after someone spends a specific amount, enter that amount in the free_shipping_limit field.
CNC coolant is all-too-often overlooked as a major component of a machining operation. The type of coolant or lubricant, and the pressure at which it’s applied, is vital to both machining success and optimum shop efficiency. Coolant can be applied as compressed air, mist, in a flooding property, or as high pressure. Certain machines also are MQL able, meaning they can effectively restrict the amount of coolant being applied to the very amount necessary to avoid being wasteful.

A feature on many of our high performance end mills is variable helix or variable pitch geometry, which have differently-spaced flutes. As the tool cuts, there are different time intervals between the cutting edges contacting the workpiece, rather than simultaneously on each rotation. The varying time intervals minimizes chatter by reducing harmonics, increasing tool life and producing better results.
Currency can come before or after the numeric price value, with or without space and follow the standard ISO-4217 code. Do not use 0 values or currency symbols.
High Efficiency Milling: HEM is a style of roughing that can be very effective and result in significant time savings for machine shops. When machining an HEM toolpath, opt for 5 to 7-flutes.
As a merchant, you might want to upload your products to Pinterest as product Pins. Product Pins are specially formatted to let people who are browsing on Pinterest know that they're shoppable. They contain a product title and description, as well as pricing and availability info.
Staggered Tooth Keyseat Cutters have “teeth”, or flutes, that are ground at an angle creating a shear flute geometry. This geometry minimizes chip recutting, chip dragging and reduces the force needed to cut into the material. Chip recutting and dragging are minimized because chips are evacuated out of the top and bottom of the head on the side of the cutter that is not engaged in the material. Shear flutes also reduce vibrations that can lead to chatter and poor finish. By minimizing cutting forces, vibration, and chatter, a machinist can expect a better part finish.
There are two ways to cut material when milling: Climb Milling and Conventional Milling. In conventional milling, the cutter rotates against the feed. In this method, chips will start at theoretical zero and increase in size. Conventional milling is usually recommended for tools with higher toughness, or for breaking through case hardened materials.
The length of cut needed for any end mill should be dictated by the longest contact length during an operation. This should be only as long as needed, and no longer. Selecting the shortest tool possible will result in minimized overhang, a more rigid setup, and reduced chatter. As a rule of thumb, if an application calls for cutting at a depth greater than 5x the tool diameter, it may be optimal to explore necked reach options as a substitute to a long length of cut.
That is not to say there aren’t benefits to climb milling. For example, this strategy offers a machinist more control and less vibration than its climb milling counterpart. Similarly, for materials that traditionally chatter or tear, conventional milling would be the proper strategy to choose. On the other hand, here are some reasons why it might be most beneficial to adopt a climb milling strategy:
Understanding the ideal speed to run your machine is key to prolonging tool life. If you run your tool too fast, it can cause suboptimal chip size, ineffective chip evacuation, or even total tool failure. Adversely, running your tool too slowly can result in deflection, bad finish, or decreased metal removal rates.
We’ll alert you to any errors. It's important to review and fix them as quickly as possible to make sure your product info is accurate and up to date. An error can mean your whole feed does not update, some items on your feed do not update, or you need to make some formatting changes.
Freecatalogues Canada
Add your retail catalog’s data source to Pinterest to upload many of your products, as product Pins, at once. Then, you can promote them across Pinterest as shopping ads. You have the option of providing the URL link for your hosted data source, or uploading your data source manually.
The most common profile styles for end mills are square, corner radius, and ball. The square profile on an end mill has flutes with sharp corners that are squared off at 90°. A corner radius profile replaces the fragile sharp corner with a radius, adding strength and helping to prevent chipping while prolonging tool life. Finally, a ball profile features flutes with no flat bottom, and is rounded off at the end creating a “ball nose” at the tip of the tool. This is the strongest end mill style. A fully rounded cutting edge has no corner, removing the mostly likely failure point from the tool, contrary to a sharp edge on a square profile end mill. An end mill profile is often chosen by part requirements, such as square corners within a pocket, requiring a square end mill. When possible, opt for a tool with the largest corner radius allowable by your part requirements. We recommend a corner radii whenever your application allows for it. If square corners are absolutely required, consider roughing with a corner radius tool and finishing with the square profile tool.
Note: We accept compressed files (.zip, .giz, .gz, .bz2 and others), but we currently do not support encrypted, password-protected compressed files, or Dropbox files.
In addition, conventional milling should also be utilized on casting, forgings or when the part is case hardened. This is due to the cut beginning under the surface of the material, where it will gradually build a chip. Climb milling into these materials will see maximum chip thickness on engagement, which could lead to premature failure of the cutting edge due to the forces generated.
Do not approach a miniature slot the same way as you would a larger slot. With a miniature slot, you want as many flutes on the tool as possible, as this increases the rigidity of the tool through a larger core. This decreases the possibility of the tool breaking due to deflection. Because there is less room for chips to evacuate with a higher number of flutes, the axial engagement must be decreased. With larger diameter tools you may be stepping down 50% – 100% of the tool diameter. But when using miniature end mills with a higher flute count, only step down between 5% – 15%, depending on the size of the diameter and risk of deflection. The feed rate should be increased to compensate for the decreased axial engagement. The feed can be increased even high when using a ball nose end mill as chip thinning occurs at these light depths of cut and begins to act like a high feed mill.
The ability to maximize tool life saves you time, money and headaches. To get the best possible outcome from your tool, you first need to be sure you’re using the best tool for your job. Once you find your tool, ensure that your speeds and feeds are accurate and are from your tooling manufacturer. Nobody knows the tools better than they do. Finally, think about how to run your tool: the rotation of your cutter, whether utilizing an HEM approach is best, and how to introduce coolant to your job.
www.harveytool.com www.helicaltool.com www.micro100.com www.titancuttingtools.com www.corehog.com www.valorholemaking.com
Heat can be a tool’s worst nightmare if you do not know how to control it. High efficiency milling will distribute heat throughout the whole tool instead of one small portion, making it less likely for your tool to overheat and fail. By keeping RDOC constant throughout your toolpath, you will decrease the chances of rubbing, a common cause of heat generation. Climb milling is the most effective way to transfer heat into the chip, as it will reduce rubbing and lessen the chance of re-chipping. This will effectively prolong tool life. Coolant is another method for keeping temperatures moderated, but should be used with caution as the type of coolant delivery and certain material properties can impact its effectiveness.
When working in Non-Ferrous Materials, the most common options are the 2 or 3-flute tools. Traditionally, the 2-flute option has been the desired choice because it allows for excellent chip clearance. However, the 3-flute option has proven success in finishing and High Efficiency Milling applications, because the higher flute count will have more contact points with the material.
The machining industry generally considers micromachining and miniature end mills to be any end mill with a diameter under 1/8 of an inch. This is also often the point where tolerances must be held to a tighter window. Because the diameter of a tool is directly related to the strength of a tool, miniature end mills are considerably weaker than their larger counterparts, and therefore, lack of strength must be accounted for when micromachining. If you are using these tools in a repetitive application, then optimization of this process is key.
This is somewhat of a tricky question to answer when it comes to micromachining. Climb milling should be utilized whenever a quality surface finish is called for on the part print. This type of tool path ultimately leads to more predictable/lower cutting forces and therefore higher quality surface finish. In climb milling, the cutter engages the maximum chip thickness at the beginning of the cut, giving it a tendency to push away from the workpiece. This can potentially cause chatter issues if the setup does not have enough rigidity. In conventional milling, as the cutter rotates back into the cut it pulls itself into the material and increases cutting forces. Conventional milling should be utilized for parts with long thin walls as well as delicate operations.
Different applications and tools require different types and delivery of coolant, as using the wrong delivery or type could lead to part or tool damage. For instance, using high pressure coolant with miniature tooling could lead to tool breakage. In materials where chip evacuation is a major pain point such as aluminum, coolant is often used to flush chips away from the workpiece, rather than for heat moderation. When cutting material that produces long, stringy chips without coolant, you run the risk of creating built-up edge from the chips evacuating improperly. Using coolant will allow those chips to slide out of your toolpath easily, avoiding the chance of re-cutting and causing tool failure. In materials like titanium that don’t transfer heat well, proper coolant usage can prevent the material from overheating. With certain materials, however, thermal shock becomes an issue. This is when coolant is delivered to a very hot material and decreases its temperature rapidly, impacting the material’s properties. Coolant can be expensive and wasteful if not necessary for the application, so it’s important to always make sure you know the proper ways to use coolant before starting a job.
High Efficiency Milling (HEM), is one way a machinist should explore to manage heat generation during machining. HEM is a roughing technique that uses the theory of chip thinning by applying a smaller radial depth of cut (RDOC) and a larger axial depth of cut (ADOC). HEM uses RDOC and ADOC similar to finishing operations but increases speeds and feeds, resulting in greater material removal rates (MRR). This technique is usually used for removing large amounts of material in roughing and pocketing applications. HEM utilizes the full length of cut and more effectively uses the full potential of the tool, optimizing tool life and productivity. You will need to take more radial passes on your workpiece, but using HEM will evenly spread heat across the whole cutting edge of your tool, instead of building heat along one small portion, reducing the possibility of tool failure and breakage.
Harvey Tool stocks a wide variety of High Performance Miniature End Mills. Its offering includes tooling optimized for hardened steels, exotic alloys, medium alloy steels, free machining steels, aluminum alloys, highly abrasive materials, plastics, and composites. If the tool you’re selecting will only be used in a single material type, opting for a material specific end mill is likely your best bet. These material specific tools provide tailored geometries and coatings best suited to your specific material’s characteristics. But if you’re aiming for machining flexibility across a wide array of materials, Harvey Tool’s miniature end mill section is a great place to start.
Price of the product (should reflect the true cost of the product and include currency in ISO-4217 if it's not US dollars, otherwise we’ll default to US dollars).
Knowing the material you are working with and its properties will help narrow down your end mill selection considerably. Each material has a distinct set of mechanical properties that give it unique characteristics when machining. For instance, plastic materials require a different machining strategy – and different tooling geometries – than steels do. Choosing a tool with geometries tailored towards those unique characteristics will help to improve tool performance and longevity.
Try to minimize runout and deflection as much as possible when micromachining with miniature end mills. This can be achieved by using a shrink-fit or press-fit tool holder. Maximize the amount of shank contact with the collet while minimizing the amount of stick-out during an operation. Double check your print and make sure that you have the largest possible end mill because bigger tools mean less deflection.
Conventional Milling is the traditional approach when cutting because the backlash, or the play between the lead screw and the nut in the machine table, is eliminated as seen in Figure 1 below. Recently, however, Climb Milling has been recognized as the preferred way to approach a workpiece since most machines today compensate for backlash or have a backlash eliminator.
Workpiece homogeny becomes a questionable factor with decreasing tool diameter. This means that a material may not have uniform properties at an exceptionally small scale due to a number of factors, such as container surfaces, insoluble impurities, grain boundaries, and dislocations. This assumption is generally saved for tools that have a cutter diameter below .020”, as the cutting system needs to be extremely small in order for the homogeny of the microstructure of the material to be called into question.
Another critical parameter of speeds and feeds is finding the best possible feed rate for your job, for sake of both tool life and achieving maximum shop efficiency. Pushing your tool too aggressively can result in breakage, but being too conservative can lead to recutting chips and excess heat generation, accelerating tool wear.
The first step of any machining job is selecting the correct end mill for your material and application. However, this doesn’t mean that there should not be an adequate amount of legwork done beforehand to ensure the right decision on a tool is being made. Harvey Tool, Helical Solutions, Titan USA, and Corehog have thousands of different tools for different operations – a vast selection which, if unprepared – can easily result in selecting a tool that’s not the best for your job. To start your preparation, answer the 5 Questions to Ask Before Selecting an End Mill to help you quickly narrow down your selection and better understand the perfect tool you require.
Another factor to consider is the coating composition on a tool. Harvey Tool and Helical Solutions offer many varieties of tool coatings for different materials. Some coatings increase lubricity, slowing tool wear, while others increase the hardness and abrasion resistance of the tool. Not all coatings increase your tool’s life in every material, however. Be wary of coatings that don’t perform well in your part’s material – such as the use of AlTiN coating in Aluminum (Both coating and material are aluminum-based and have a high affinity for each other, which can cause built-up edge and result in chip evacuation problems).
Keyseat Cutters, also known as Woodruff Cutters, Keyway Cutters, and T-Slot Cutters, are commonly used in machine shops. Many machinists opt to use this tool to put a slot on the side of a part in an efficient manner, rather than rotating the workpiece and using a traditional end mill. A Staggered Tooth Keyseat Cutter has alternating right-hand and left hand shear flutes and is right-hand cut, whereas a traditional keyseat cutter has all straight flutes and is right-hand cut. Simply, the unique geometry of a Staggered Tooth Keyseat Cutter gives the tool its own set of advantages including the ability to index within the slot, increase feed rates, and achieve better part finish.
Currency can come before or after the numeric price value, with or without space and follow the standard ISO-4217 code. Do not use 0 values or currency symbols.
Discounted price of the product (should be lower than the price and include currency in ISO-4217 if it's not US dollars, otherwise we’ll default to US dollars)
Mechanictool catalogs
Appropriate coolant type and delivery vary depending on your application and tool. For example, using a high pressure coolant with miniature tooling can lead to tool breakage due to the fragile nature of extremely small tools. In applications of materials that are soft and gummy, flood coolant washes away the long stringy chips to help avoid recutting and built-up edge, preventing extra tool wear.
Due to the unique geometry of a Staggered Tooth Keyseat Cutter, chips evacuate efficiently and at a faster rate than that of a Straight Flute Keyseat Cutter. The unique flutes of Staggered Tooth Keyseat Cutters are a combination of right-and-left-hand shear flutes, but both types are right-hand cutting. This results in the tool’s teeth alternating between upcut and downcut. Chip packing and chip recutting is less of a concern with running this tool, and results in increased chip loads compared to that of a standard keyseat with the same number of flutes. Because of this, the tool can account for chiploads of about 10% higher than the norm, resulting in heightened feed rates and shorter cycle times overall.
Runout during an operation has a much greater effect on miniature tools, as even a very small amount can have a large impact on the tool engagement and cutting forces. Runout causes the cutting forces to increase due to the uneven engagement of the flutes, prompting some flutes to wear faster than others in conventional tools, and breakage in miniature tools. Tool vibration also impacts the tool life, as the intermittent impacts can cause the tool to chip or, in the case of miniature tools, break. It is extremely important to check the runout of a setup before starting an operation. The example below demonstrates how much of a difference .001” of runout is between a .500” diameter tool and a .031” diameter tool.
Chip thinning occurs when tool paths include varying radial depths of cut, and relates to chip thickness and feed per tooth. HEM is based off of the principal of chip thinning. However, if not properly executed, chip thinning can cause a lot of heat generation. When performing HEM, you effectively reduce your stepover and increase your speeds and feeds to run your machine at high rates. But if your machine isn’t capable of running high enough speeds and feeds, or you do not adjust accordingly to your reduced stepover, trouble will occur in the form of rubbing between the material and tool. Rubbing creates friction and mass amounts of heat which can cause your material to deform and your tool to overheat. Chip thinning can be good when used correctly in HEM, but if you fall below the line of reduced stepover without higher speeds and feeds, you will cause rubbing and tool failure. Because of this, it’s always important to be aware of your chips during machining. Understanding chip thinning is paramount to success in in machining.
Few steps in the machining process are as important as proper end mill selection. Complicating the process is the fact that each individual tool has its own unique geometries, each pivotal to the eventual outcome of your part. We recommend asking yourself 5 key questions before beginning the tool selection process. In doing so, you can ensure that you are doing your due diligence in selecting the best tool for your application. Taking the extra time to ensure that you’re selecting the optimal tool will reduce cycle time, increase tool life, and produce a higher quality product.
Climb Milling is generally the best way to machine parts today since it reduces the load from the cutting edge, leaves a better surface finish, and improves tool life. During Conventional Milling, the cutter tends to dig into the workpiece and may cause the part to be cut out of tolerance.
On top of the higher performance one will experience when using the Stagger Tooth Keyseats, there are also multiple options available with various combinations to suit multiple machining needs. This style is offered in a square, square reduced shank and corner radius profile which helps if a fillet or sharp corner is needed. The square and corner radius tools are offered in diameters ranging from 1/8” to 5/8”, and the square reduced shank tool is offered in diameteres ranging from 3/4″ to 1-1/2″. The increased diameter comes with an increase of radial depth of cut, allowing deeper slots to be achievable. Within the most popular cutter diameters, ¼”, 3/8”, and ½” there are also deep slotting options with even greater radial depth of cuts for increased slot depths. On top of the diameters and radii, there are also multiple cutter widths to choose from to create different slots in one go. Finally, an uncoated and AlTiN coatings are available to further increase tool life and performance depending on the material that is being cut.
If you’re uploading your data source manually, we’ll access your data source when it’s being uploaded, and every time you upload an updated one we can create product Pins, or update the metadata for existing Pins, for each product in your retail catalog.
Your retail catalog needs to include the following fields, formatted exactly as you see them. If they’re missing, or formatted incorrectly, your entire retail catalog will fail ingestion.
Coolant in purpose is widely understood – it’s used to temper high temperatures common during machining, and aid in chip evacuation. However, there are several types and styles, each with its own benefits and drawbacks. Knowing which cnc coolant – or if any – is appropriate for your job can help to boost your shop’s profitability, capability, and overall machining performance.
You can add optional fields to your retail catalog to help us better map your products to people. The more information you provide, the more relevant your Pins will be to the people who see them.
Finishing: When finishing in a ferrous material, a high flute count is recommended for best results. Finishing End Mills include anywhere from 5-to-14 flutes. The proper tool depends on how much material remains to be removed from a part.
In climb milling, the chip starts at maximum width and decreases, causing the heat generated to transfer into the chip instead of the tool or workpiece. When going from max width to theoretical zero, heat will be transferred to the chip and pushed away from the workpiece, reducing the possibility of damage to the workpiece. Climb milling also produces a cleaner shear plane which will cause less tool rubbing, decreasing heat and improving tool life. When climb milling, chips are removed behind the cutter, reducing your chances of re-cutting. climb milling effectively reduces heat generated to the tool and workpiece by transferring heat into the chip, reducing rubbing and by reducing your chances of re-cutting chips.
Machinists face many problems and challenges when manufacturing gummy materials. These types of materials include low carbon steels, stainless steels, nickel alloys, titanium, copper, and metals with high chromium content. Gummy materials have a tendency to produce long, stringy chips, and are prone to creating built-up edge. These common problems can impact surface finish, tool life, and part tolerances.
Any cutting tool application will generate heat, but knowing how to counteract it will improve the life of your tool. Heat can be good and doesn’t need to totally be avoided, but controlling heat will help prolong your tool life. Sometimes, an overheating tool or workpiece is easy to spot due to smoke or deformation. Other times, the signs are not as obvious. Taking every precaution possible to redirect heat will prolong your tool’s usable life, avoid scrapped parts, and will result in significant cost savings.
You’ll need to host your own data source on an FTP/SFTP/WebDAV server or with an HTTP/HTTPS direct-download link. This needs to be accessible by a user-agent, and cannot require IP or SSH key whitelisting. If you're using a direct download link, there cannot be any extra navigation required for us to access the file.
Maximum of five subcategories, with a maximum of 1,000 characters must be separated by > wrapped by spaces (We do not recognize other delimiters such as the comma or pipe).
If you’re providing the URL link for your hosted data source, we’ll access your data source daily so we can dynamically create product Pins for each product in your retail catalog. Make sure your updated data source is available every day so your product details are up to date. You can even schedule your data ingestion in advance.
HandToolcatalog request
It’s important to understand not only what your tool needs, but also general best practices to avoid common machining mishaps. For instance, it is important to use a tool with a length of cut only as long as needed, as the longer a tools length of cut is, the greater the chance of deflection or tool bending, which can decrease its effective life.
A manufacturer’s speeds and feeds calculations take into account every tool dimension, even those not called out in a catalog and readily available to machinists. Because of this, it’s best to rely on running parameters from tooling manufacturers. Harvey Tool offers speeds and feeds charts for every one of its more than 21,000 tools featured in its catalog, helping machinists to confidently run their tool the first time.
Tool deflection has a much greater impact on the formation of chips and accuracy of the operation in micromachining operations, when compared to conventional operations. Cutting forces concentrated on the side of the tool cause it to bend in the direction opposite the feed. The magnitude of this deflection depends upon the rigidity of the tool and its distance extended from the spindle. Small diameter tools are inherently less stiff compared to larger diameter tools because they have much less material holding them in place during the operation. In theory, doubling the length sticking out of the holder will result in 8 times more deflection. Doubling the diameter of an end mill it will result in 16 times less deflection. If a miniature cutting tool breaks on the first pass, it is most likely due to the deflection force overcoming the strength of the carbide. Here are some ways you can minimize tool deflection.
We'll create a new pin for every additional image link. If you change the image later, you’ll need to use a different link or the image will not update.
There are two distinct ways to cut materials when CNC milling: Conventional Milling (Up) and Climb Milling (Down). The difference between these two techniques is the relationship of the rotation of the cutter to the direction of feed. In Conventional Milling, the cutter rotates against the direction of the feed. During Climb Milling, the cutter rotates with the feed.
The alternating right-and-left-hand flutes of a Harvey Tool Staggered Tooth Keyseat Cutters are relieved on both sides of its head, meaning that it allows for both end cutting and back cutting. This adds to the versatility of the staggered tooth keyseat cutter, where one singular tool can be indexed axially within a slot to expand the slot to a specific uncommon dimension. This can save space in a machinist’s magazine and reduce machine time by eliminating the need to swap to a new tool.
High Efficiency Milling (HEM), is a roughing technique that uses the theory of chip thinning by applying a smaller radial depth of cut (RDOC) and a larger axial depth of cut (ADOC). The parameters for HEM are similar to that of finishing, but with increased speeds and feeds, allowing for higher material removal rates (MRR). HEM utilizes the full length of cut instead of just a portion of the cutter, allowing heat to be distributed across the cutting edge, maximizing tool life and productivity. This reduces the possibility of accelerated tool wear and breakage.
After specifying the material you are working in, the operation(s) that are going to be performed, and the number of flutes required, the next step is making sure that your end mill selection has the correct dimensions for the job. Examples of key considerations include cutter diameter, length of cut, reach, and profile.
Every material machines somewhat differently, but understanding what is happening when the tool cuts the workpiece and how this affects tool life and finish will go a long way to successfully completing any job. Built-up edge and excess heat can be minimized by selecting the correct tool and coating for the material, and following the tips and techniques mentioned above. Finally, be sure to check your machine’s runout and ensure maximum rigidity prior to beginning your machining operation.
Coolant can be an extremely effective way to protect your tool from premature wear and possible tool breakage. There are many different types of coolant and methods of delivery to your tool. Coolant can come in the form of compressed air, water-based, straight oil-based, soluble oil-based, synthetic or semi-synthetic. It can be delivered as mist, flood, high pressure or minimum quantity lubricant.
If this thickness is less than a certain value (this value depends of the tool being used), the material will squeeze underneath the tool. Once the tool passes and there is no chip formation, part of the plowed material recovers elastically. This elastic recovery causes there to be higher cutting forces and friction due to the increased contact area between the tool and the workpiece. These two factors ultimately lead to a greater amount of tool wear and surface roughness.
High Pressure: Similar to flood coolant, but delivered in greater than 1,000 psi. This is a great option for chip removal and evacuation, as it blasts the chips away from the part. While this method will effectively cool a part immediately, the pressure can be high enough to break miniature diameter tooling. This method is used often in deep pocket or drilling operations, and can be delivered via coolant through tooling, or coolant grooves built into the tool itself. Harvey Tool offers Coolant Through Drills, while Titan USA proudly offers Coolant-Fed ThreadMills
Continuous chips are long, ribbon-like chips that are formed when the tool cuts through a material, separating chips along the shear plane created by the tool’s cutting edge. These chips slide up the tool face at a constant flow to create a long and stringy chip. The high temperatures, pressures, and friction produced when cutting are all factors that lead to the sticky chips that adhere to the cutting edge. When this built up edge becomes large enough, it can break off leaving behind some excess material on the workpiece, or gouge the workpiece leaving a poor surface finish.
Corners of a part create an additional amount of cutting forces as more of the tool becomes engaged with the part. For this reason it is beneficial to slow down your feed when machining around corners to gradually introduce the tool to these forces.
Another factor in prolonging tool life is proper tool holding. A poor tool holding strategy can cause runout, pullout, and scrapped parts. Generally, the most secure connection has more points of contact between the tool holder and tool shank. Hydraulic and Shrink Fit Tool Holders provide increased performance over other tightening methods.
However, though Climb Milling is often the current preferred way to machine parts, there are times when Conventional Milling is the necessary milling style. One such example is if your machine does not counteract backlash. In this case, Conventional Milling should be implemented. Without accounting for backlash, breakage can occur due to the forces within the machine during tool engagement.
By understanding the operations(s) needed for a job, a machinist will have a better understanding of the tooling that will be needed. For instance, if the job includes traditional roughing and slotting, selecting a Helical Solutions Chipbreaker Rougher to hog out a greater deal of material would be a better choice than a Finisher with many flutes.
Free Tool catalogs
Sign up to receive a monthly recap of: – The latest machining solutions – Machining tips and tricks – A recap of our most popular posts
Additionally, choosing a tool with the correct coating for the material you are machining will help to protect the cutting edge and result in a far lower chance of built up edge or galling than an uncoated tool. A tool with a higher flute count can spread tool wear out over multiple cutting edges, extending tool life. Tool wear is not always linear in gummy materials; as soon as a little bit of wear appears, tool failure will happen relatively quickly. Changing the tool at the first sign of wear may be necessary to ensure that parts are not scrapped.
For more information on Harvey Tool Staggered Tooth Keyseat Cutters and its applications, visit Harvey Tool’s Keyseat Cutter page.
This is only relevant if you’re hosting your data source. If you’re uploading your data source manually, you can skip this section.
Minimum Quantity Lubricant (MQL): Every machine shop focuses on how to gain a competitive advantage – to spend less, make more, and boost shop efficiency. That’s why many shops are opting for MQL, along with its obvious environmental benefits. Using only the necessary amount of coolant will dramatically reduce costs and wasted material. This type of lubricant is applied as an aerosol, or an extremely fine mist, to provide just enough coolant to perform a given operation effectively.
The cutter diameter is the dimension that will define the width of a slot, formed by the cutting edges of the tool as it rotates. Selecting a cutter diameter that is the wrong size – either too large or small – can lead to the job not being completed successfully or a final part not being to specifications. For example, smaller cutter diameters offer more clearance within tight pockets, while larger tools provide increased rigidity in high volume jobs.
Using large amounts of coolant can help with temperature control and chip evacuation while machining gummy materials. Temperature is a big driving force behind built-up edge. The higher the temperature gets, the easier and faster a built-up edge can form. Coolant will keep local temperatures lower and can prevent the material from work hardening and galling. Long, stringy chips have the potential to “nest” around the tool and cause tool failure. Coolant will help break these chips into smaller pieces and move them away from the cutting action by flash cooling them, resulting in fracturing of the chip into smaller pieces. Coolant should be applied directly to the contact area of the tool and workpiece to have the maximum effect.
Breaking and damaging an end mill is oftentimes an avoidable mistake that can be extremely costly for a machine shop. To save time, money, and your end mill it is important to learn some simple tips and tricks to extend tool life.
Mist: This type of low pressure coolant is sufficient for instances where chip evacuation and heat are not major concerns. Because the pressure applied is not great in a mist, the part and tool do not undergo additional stresses.
Northern Tools Catalog onlinefree
Air: Cools and clears chips, but has no lubricity purpose. Air coolant does not cool as efficiently as water or oil-based coolants. For more sensitive materials, air coolant is often preferred over types that come in direct contact with the part. This is true with many plastics, where thermal shock – or rapid expansion and contraction of a part – can occur if direct coolant is applied.
With more modern machines now compensating for backlash or utilize backlash eliminators, it has become a much easier strategy to adopt within shops. While we went over some reasons why climb milling is not an effective strategy above, here are some reasons why a machinist may want to explore climb milling:
Coolant and lubricant are terms used interchangeably, though not all coolants are lubricants. Compressed air, for example, has no lubricating purpose but works only as a cooling option. Direct coolants – those which make physical contact with a part – can be compressed air, water, oil, synthetics, or semi-synthetics. When directed to the cutting action of a tool, these can help to fend off high temperatures that could lead to melting, warping, discoloration, or tool failure. Additionally, coolant can help evacuate chips from a part, preventing chip recutting and aiding in part finish.
Flood: This low pressure method creates lubricity and flushes chips from a part to avoid chip recutting, a common and tool damaging occurrence.
Sudden, large changes in force, like when a tool initially engages a workpiece, have a negative impact on tool life. Using an arc-in tool path to initially engage the material allows for increased stability with a gradual increase in cutting forces and heat. A gradual tool entry such as this is always the preferred method over an abrupt straight entry.
A tool with a sharp and robust cutting edge should be selected to machine gummy materials. Helical has tooling specifically designed for Titanium and Stainless Steel to make your tool selection process easy.
Climb milling is the preferred method as it directs more heat into the chip than the tool. Using climb milling, the largest chip cross section is created first, allowing the tool to cut through the material much easier. The heat generated from friction when the tool penetrates the workpiece is transferred to the chip rather than the tool because the thickest part of the chip is able to hold more heat than the thinnest.
A Staggered Tooth Keyseat Cutter adds versatility to a tool magazine. It can be indexed axially to expand slots to make multiple widths, allowing machinists to progress operations in a more efficient manner where tool changes are not required. Further, this tool will help to reduce harmonics and chatter, as well as minimize recutting. This works to create a smoother operation with less force on the cutter, resulting in a better finish compared to a Standard Keyseat Cutter.
Helical also offers shank modifications to all stocked standards and special quotes, such as the ToughGRIP Shank, which provides added friction between the holder and the shank of the tool for a more secure grip; and the Haimer Safe-Lock™, which has grooves on the shank of the tool to help lock it into place in a tool holder.
Northern tools website
Harvey Tool and Helical Solutions offer many different coatings, each with their own set of benefits. Coatings for ferrous materials, such as AlTiN Nano or TPlus, typically have a high max working temperature, making them suitable for materials with a low thermal conductivity. Coatings for non-ferrous applications, such as TiB2 or ZPlus, have a low coefficient of friction, allowing for easier machining operations. Other coatings, such as Amorphous Diamond or CVD Diamond Coatings, are best used in abrasive materials because of their high hardness rating.
When conventional milling, chips start at theoretical zero and increase in size, causing rubbing and potentially work hardening. For this reason, it’s usually recommended for tools with higher toughness or for breaking through case hardened materials.
Slotting: A 4-flute option is the best choice, as the lower flute count results in larger flute valleys and more efficient chip evacuation.
As machinists are always trying to find ways to increase efficiency and tool life, climb milling has gotten a lot of recent traction in the space. Less heat is generated within the tool, and friction is more easily mitigated. These two alone lead to longer tool life, allowing for more parts completed per tool, lowering a shops bottom line. Also, climb milling can lead to a better surface finish due to how the chips are formed at the cutting edge.
There are two ways to cut materials when milling: conventional milling and climb milling. The difference between the two is the relationship of the rotation of the cutter to the direction of feed. In climb milling, the cutter rotates with the feed, as opposed to conventional milling where the cutter rotates against the feed.
Helical Solutions also provides a diverse product offering tailored to specific materials, including Aluminum Alloys & Non-Ferrous Materials; and Steels, High-Temp Alloys, & Titanium. Each section includes a wide variety of flute counts – from 2 flute end mills to Multi-Flute Finishers, and with many different profiles, coating options, and geometries.
There are many factors that should be considered while looking for the optimal tooling for the job, but asking the aforementioned five key question during the process will help you to make the right decision. As always, The Harvey Performance Company Technical Service Department is always available to provide recommendations and walk you through the tool selection process, if need be.
Circular ramping is the best practice for moving down axially into a part, as it evenly distributes cutting forces along the x, y, and z planes. If you have to move into a part radially at a certain depth of cut, consider an arching tool path as this gradually loads cutting forces onto the tool instead of all at once.
One of the most significant considerations during end mill selection is determining proper flute count. Both the material and application play an important role in this decision.
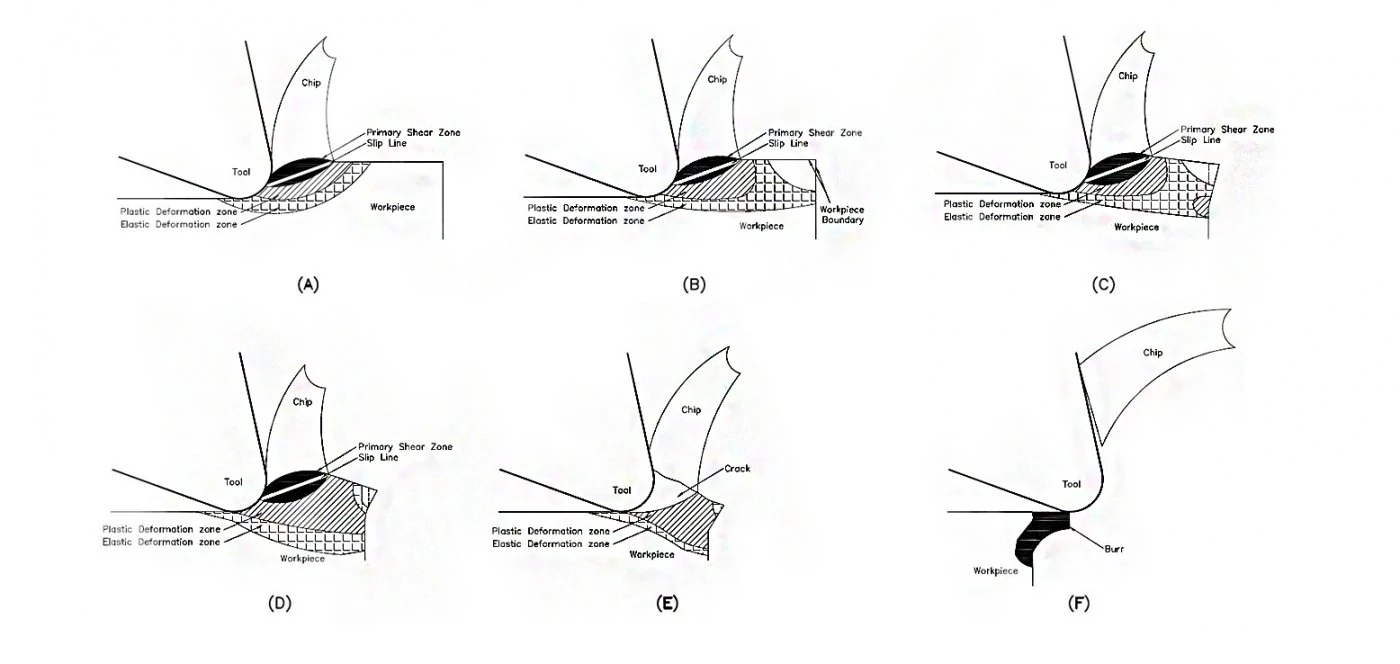
Micromachining may result in an increased amount of burrs and surface roughness when compared to conventional machining. In milling, burring increases as feed increases, and decreases as speed increases. During a machining operation, chips are created by the compression and shearing of the workpiece material along the primary shear zone. This shear zone can be seen in Figure 2 below. As stated before, the chip thickness-to-edge radius ratio is much higher in miniature applications. Therefore, plastic and elastic deformation zones are created during cutting and are located adjacent to the primary shear zone (Figure 2a). Consequently, when the cutting edge is close to the border of the workpiece, the elastic zone also reaches this border (Figure 2b). Plastic deformation spreads into this area as the cutting edge advances, and more plastic deformation forms at the border due to the connecting elastic deformation zones (Figure 2c). A permanent burr begins to form when the plastic deformation zones connect (Figure 2d) and are expanded once a chip cracks along the slip line (Figure 2e). When the chips finally break off from the edge of the workpiece, a burr is left behind (Figure 2f).
The tool should be constantly fed into the workpiece. Allowing the tool to dwell can cause work hardening and increase the chance of galling and built up edge. A combination of higher feed rates and lower speeds should also be used to keep material removal rates at a reasonable level. An increase in feed rates will raise the temperature less than an increase in speed. This relates to chip thinning and the ability of a tool to cut the material rather than rub against it.
As previously stated, traditionally conventional milling has been the common choice for most machinists. This is where the cutting edge of the tool is actually rotating away from the direction of the feed. An example of this is seen in Figure 2 below. Until recently, this has been the common choice due to backlash however, the rise of climb milling has caused machinists or machines to adapt and compensate for this issue.



 0086-813-8127573
0086-813-8127573