
Find a Shaper dealer near you - grizzly tool dealer near me
There are many parameters to consider when choosing a turning insert. Carefully select insert geometry, insert grade, insert shape (nose angle), insert size ...
With a smaller drill press, you cannot just keep the workpiece clamped in place because to remove the smaller bit and replace it with a larger bit (or vice-verse) will end up breaking the alignment and it's nearly impossible to get it back again (within a few thousandths of an inch) by eye.
Work holding devicesin milling machine
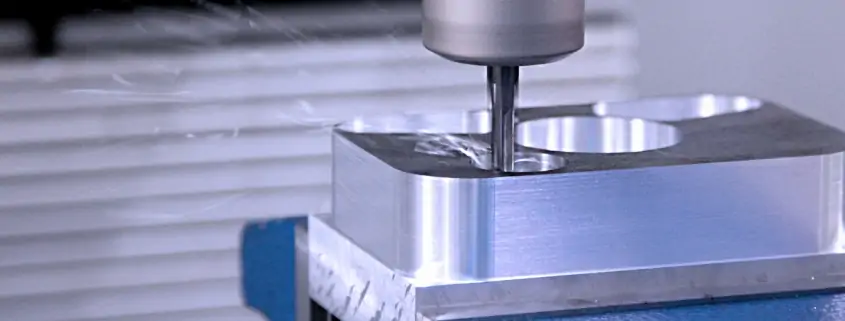
Ideal workholding devices have easily repeatable setups. For this reason, some machines have standard workholding devices. Vises are generally used with milling machines while chucks or collets are used when running a lathe machine. Sometimes, a part may need a customized cnc workholding setup in order to secure the piece properly during machining. Fixtures and jigs are examples of customized devices.
Locating and supporting pieces should be made of a hardened material to prevent wear and allow for several uses without the workpieces they support falling out of tolerance. Supports and locators should also be standardized so that they can be easily replaced.
Work holding devicesin CNC milling machine
If you use, say a 1/16" bit for your pilot hole, your 1/2", 3/8", and 1/4" bits of any sort should line themselves up quite nicely on that 1/16" hole.
Stack Exchange network consists of 183 Q&A communities including Stack Overflow, the largest, most trusted online community for developers to learn, share their knowledge, and build their careers.
Work holding devicesin Milling machine ppt
A jig is a work holding device that holds, supports and locates a workpiece and guides the cutting tool into a specific operation (usually through the use of one or more bushings). A fixture is essentially the same type of device, but the main difference is that it does not guide the cutting tool into a specified operation. Fixtures are typically used in milling operations while jigs are generally used in drilling, reaming, tapping and boring. Jigs and fixtures are more precise relative to standard cnc workholding devices, which leads to tighter tolerances. They can also be indexable, allowing them to control the cutting tool movement as well as workpiece movement. Both jigs and fixtures are made up of the same basic components: fixture bodies, locators, supports, and clamps.
Supports do exactly what their name suggests, they support the workpiece during the machining process to avoid workpiece deformation. These components can double as locators and also come fixed, adjustable and integral, or assembled. Generally, supports are placed under the workpiece during manufacturing but this also depends on the geometry of the workpiece, the machine being operated and where the cutting tool will make contact. Supports can come in different shapes and sizes. For example, rest buttons are smaller support components used in series either from underneath the workpiece or from the sides. Concurrently, parallel supports are placed on either side of the part to provide general support.
www.harveytool.com www.helicaltool.com www.micro100.com www.titancuttingtools.com www.corehog.com www.valorholemaking.com
3 Flats Drill Bits are High Speed Steel Drill Bits with 1/2 shank. 3 Flatted Silver and Deming Drill Bits have surface treated flutes with a reduced flatted ...
Proxxon Milling Bits for Steel, Glass and Circuit Boards : Tungsten Carbide Milling Cutters · PX28750 2.3mm (13/64'') Tungsten carbide cutter Sphere 2.3mm x 5mm ...
Work holding devicespdf
Faceplates: Typically used in lathe operations, where components are secured to the faceplate and then mounted onto the spindle.
Sign up to receive a monthly recap of: – The latest machining solutions – Machining tips and tricks – A recap of our most popular posts
Work holding devicesin lathe PDF
If the workpiece is too thin, try clamping a scrap piece below the planned hole to give the pilot tip somewhere to indicate onto.
Pneumatic clamps attain their gripping force from the power created by a compressed gas (usually air). These systems are generally bulkier and are used for smaller workpieces that require less room on the worktable. Power clamping offers a few advantages over conventional clamping. First, these systems can be activated and deactivated quickly to save on changeover time. Second, they place uniform pressure on the part, which help prevent errors and deformation. A significant disadvantage they pose is the cost of a system but this can be quickly offset by production time saved.
Ability to hold oddly shaped or off-center parts; And many other benefits! McWilliams Sales & Service is the premier North American supplier of EDM consumables, ...
As a member of Harvey Performance Company’s New Product Development team, Robert strategized new products to introduce with each new catalog released by Harvey Performance Company’s collection of brands.
Hydraulic Systems create a gripping force by attaining power from compressing a liquid. This type of power clamp is generally used with larger workpieces as it usually takes up less space relative to pneumatic clamps.
How Does Check Stock Verification Work? Check stock verification leverages technology to spot aberrations that cannot be detected by the human eye. This process ...
Locators are characterized by four criteria: assembled, integral, fixed, and adjustable. Assembled locators, can be attached and removed from the fixture, which is contrary to integral locators that are built into the fixture. Fixed locators allow for no moving components, while adjustable locators permit movement through the use of threads and/or springs, and can adjust to a workpiece’s size. These can be combined to provide the appropriate rigidity-assembly convenience ratio. For example, a V-locator fixture is the combination of assembled and fixed locators. It can be secured to a fixture but has no moving components.
Tap & Drill Bit Combo Sets. For rotary drills/drivers, Hand tools for threading ... Tap & Drill Bit Combo Sets provide superior durability and speed; Tap and ...
Work holding devicesin lathe
Jul 14, 2017 — It's a compact machine with a lot of capability but its limited to smaller cutters. If you are careful you can do a pretty good job sharpening ...
Workholding can be accomplished in a number of different ways and accomplish the same task of successfully gripping a part during a machining operation with the end result being in tolerance. The quality of this workholding may differ greatly as some setups will be more efficient than others. For example, there is no reason to create an elaborate jig for creating a small slot down the center of a rectangular brick of aluminum; a vise grip would work just fine. Maximizing the efficiency and effectiveness of an operators’ cnc workholding setup will boost productivity by saving on changeover, time as well as cost of scrapped, out of tolerance parts. print
Forstner bits have a small point on the end which leaves a slight indentation in the wood in the center of the hole. Use this to align your drill bits after changing them. But, to do this, you'll have to drill them the opposite way you're thinking - drill the biggest (but shallowest) hole first, followed by the next smallest / deepest. This keeps that slight indentation from the point on the drill bit present in the wood, allowing you to align the next drill bit.
Woodwork holding devices
Often times I need to drill maybe a 1/4" hole, all the way through the piece, and then a 3/8" or 1/2" hole half way through the piece in the same spot. It is often imperative that these holes are exactly concentric.
Clamps should be placed above the locations of supports to allow the force of the clamp to pass into the support without deforming the workpiece. Clamps, locators and supports should also be placed to distribute cutting forces as evenly as possible throughout the part. The setup should allow for easy clamping and not require much change over time
149 votes, 391 comments. 612K subscribers in the thebachelor community. r/thebachelor is a subreddit dedicated to thoughtful discussion ...
Types ofwork holding devices
PVD coatings are typically thinner than powder coatings and offer a higher level of abrasion and corrosion resistance. This makes them suitable for high-wear ...
DIJET is a comprehensive manufacturer of cemented carbide tool. ; PDF→ ; ・Turning Insert for general use ・Turning Insert for small parts ・Turning tool for ...
Angle plates: Two plates perpendicular to each other but some are adjustable or customized to change the angle of the workpiece.
Machinists have a number of variables to consider when setting up devices for a machining operation. When it comes to cnc workholding, there are some major differences between holding a loosely toleranced duplicate part with a 10-minute cycle time and holding a tightly toleranced specialized part with a 10-hour cycle time. Determining which method works best for your machining job is essential to maintaining an efficient operation.
You can drill the smaller through-hole first, then use a counterbore tool. The end of the counterbore will use the through-hole as a guide and will cut a flat-bottomed hole of a larger size exactly centered on the smaller hole.
That way there will still be some wood there to hold the smaller drill bit, and the pointy pilot tip in the middle will act as a center.
Additionally, as Graphus pointed out in his comments on the OP accuracy within a few thousandths is highly unlikely with home- or even commercial-grade woodworking drill presses. You'd likely need an expensive CNC drill press to achieve that accuracy and a much harder, or at least much more consistent material (plastic or metal) to achieve that kind of precision.
Tombstones: Large vertically oriented rectangular fixtures that orients a workpiece perpendicular to the worktable. Tombstones also have two sides to accommodate multiple parts.
The design of the fixture or jigs should maximize the amount of operations that can be performed in one orientation. During the machining operation, the setup should be rigid and stable.
If you use brad point drill bits drill the larger one first then carefully center the smaller one over the point (left in the hole) of the larger one then drill through. OR Drill a very small hole as a center point through the board use this as a center for the 1/4" and the 3/8" hole.
Clamps are devices used for strengthening or holding things together, and come in different shapes, sizes and strengths. Vises and chucks have movable jaws and are considered standard clamps. One atypical example is the toggle clamp, which has a pivot pin that acts as a fulcrum for a lever system. One of the more convenient types is a power clamping system. There are two type of power clamping methods: hydraulic and pneumatic.



 0086-813-8127573
0086-813-8127573