
Form Cutting Tool - Asime Precision Tools Manufacturer ... - custom form cutters cad download
A carbide Jobber Length Drill is the standard general-purpose drill within Titan USA’s offering. It has a long flute length and an included angle of 118o. These drills are great for general purpose drilling where the tolerances are not as tight as the Stub Drill or Straight Flute Drill. Due to the length of these drills, however, they will be more affected by any lack of rigidity in the set up and can have higher runout, or straying from a desired location, during the drilling operation.

Sign up to receive a monthly recap of: – The latest machining solutions – Machining tips and tricks – A recap of our most popular posts
Helix drills create multiple different forces on the part, which can create micro imperfections. The Straight Flute Drills do not create those forces, so the finish is much more consistent down to the micro level. The margins of the Straight Flute Drill also burnish the inside of the hole as they spin, which improves the finish as well. When comparing the Straight Flute Drill to a helix drill, the length of the overall contact point is much shorter in the Straight Flute Drill, and has less heat generation. The decreased heat will also reduce the probability of work hardening.
www.harveytool.com www.helicaltool.com www.micro100.com www.titancuttingtools.com www.corehog.com www.valorholemaking.com
To achieve high accuracy and great finish, consider utilizing a Reamer. Reamers are designed to remove a finite amount of material but bring a hole to a very specific size. To do this, first drill 90% – 94% of the desired hole diameter with a Jobber Drill. After 90% – 94% of the material is removed, go in for a finishing pass with a Reamer. Reaming tools are highly accurate and leave a beautiful finish.
Carbide drills are ideal for high-volume hole production. They are perfect for CNC machining and help to get the desired accuracy. You need to select the right carbide drill according to your operation. The article provides complete information on the titan carbide drills. Thanks for the insights. I will be sharing it with my friends.
Chip removal can be more difficult in this style of carbide drill because the chips are not guided along a helix. With helix flutes, the motion of chip removal is mostly continuous from their initiation point, through the flute valleys, and finally out of the flute valleys. The helix creates a wedge which helps push the chips along, but the straight flute does not have that. It interrupts that natural turning motion created by the drill face which can affect chip evacuation. Due to the interruption in motion this type of drill is better suited for applications involving chips of smaller size.
Carbide Straight Flute Drills have the smallest core of the three drill types mentioned within this post. Titan USA offers Straight Flute Drills with 2 flutes and a 140o included angle. These drills are designed for hole making in materials that create short chips. Materials in which the Straight Flute Drill typically performs best include cast aluminums and cast irons, as well as copper. In addition, this type of drill can work very well in high hardness materials, but the core diameter should first be adjusted to accommodate the increased hardness. For these difficult to machine materials, casting the part with a core hole and then opening it up with the Straight Flute is a great option. This removes some of the stress caused by chip removal and allows for the drill to do what it does best.
Titan USA carbide Stub Length Drills have a shorter flute length, wider included point angle, and a significant drop in helix angle, when compared to Jobber Length Drills. The shorter length and wider tip create for a more rigid tool and, in turn, more accurate holes. The stub drill is the best option when drilling with tight tolerances on shallower holes.
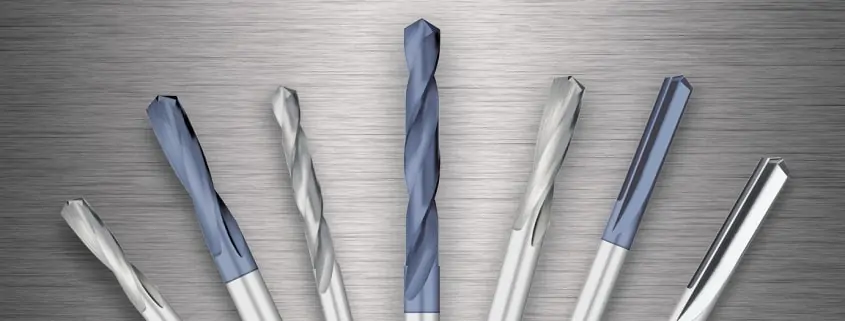
When navigating Titan USA’s offering of carbide drills, it is imperative to understand the key differences among the three carbide drill styles: Jobber Length, Stub Length, and Straight Flute Drills. The right drill for your application depends on, among other factors, the material you are working in, the job requirements, and the required accuracy.
Chip evacuation can be an obstacle for hole making. Pecking cycles can be used to aid in chip removal. Peck cycles are when the drill is brought in and out of the hole location, increasing depth each time until the desired depth is reached. However, pecking cycles should only be used when necessary; this process increases cycle time and subjects the tool to added wear from the repeated engaging and disengaging.
Selecting the correct carbide drill for your application is a crucial step in hole making. The Jobber Drill is a great general-purpose drill and should be utilized in applications requiring long reach. The Stub Drill increases the rigidity with its shorter length of flute, allowing it to drill with higher accuracy. Applications which involve tight tolerances and more shallow holes can be done with the Stub Drill for high-quality results. Lastly, for difficult to machine and hard materials, the Straight Flute Drill is the perfect solution. When the core diameter and chip evacuation is properly addressed, the Straight Flute Drill produces beautifully consistent surface finish and extremely tight tolerances. Similarly, Titan USA offers its carbide drills in both an uncoated option, and AlTiN coating. Traditionally, uncoated tools are general purpose workhorses in a wide variety of materials both ferrous and non-ferrous. AlTiN or Aluminum Titanium Nitride is an enhanced coating specifically made for ferrous materials that extends tool life and performance across a wide range of steels and their alloys.



 0086-813-8127573
0086-813-8127573