
GJLRS Paper Corner Rounder Cutter, Desktop Manual ... - paper cutter corner rounder
HSSdrillspeeds and feedschartpdf
The alternative for blind holes (which also works on through holes, just not as fast) is to use an endmill and interpolate the hole.
Each different workpiece material will benefit from being sharpened with different drill bit point angles. Being able to deal with the different cutting edge angles is one reason to have a sharpening machine on hand, or to have good facility with hand sharpening the drills. You can look up the best point angle for the cutting edge in references like the Machinery’s Handbook, or you can use our G-Wizard Calculator to tell you the right point angle for any given workpiece material you’ve chosen:
Twist Drills can go down 5 diameters deep without issue. From 5 to 7 diameters, you should use Peck Drilling. From 7 to 10 diameters, use a parabolic flute drill with peck drilling. Any deeper will require a Deep Hole Drilling Technique.
– Angled: Treat entry and exit of angled surfaces the same. If entering or exiting an angle surface of 2 to 5 degrees angle to the tip or less, reduce feed (chip load) to 1/3 of normal to accomdate this interrupted cutting condition. For surfaces angled 5 – 10 degrees, ideally use a drill whose point angle matches the angle of the surface. If the angle is more than 10 degrees, you’ll need to mill a flat before drilling.
Liu, Y.; Zwingmann, B.; Schlaich, M. Carbon Fiber Reinforced Polymer for Cable Structures—A Review. Polymers 2015, 7, 2078-2099. https://doi.org/10.3390/polym7101501
– Concave: Don’t attempt a concave surface unless the radius is more than 15x the drill diameter and the drill is centered on the concavity and not the wall. You can drill the wall of a concave surface. Reduce feed (chip load) to 1/3 when entering. If the surface doesn’t meet these requirements, mill a flat before attempting to drill.
Carbidedrillspeeds and feedschart
Feature papers represent the most advanced research with significant potential for high impact in the field. A Feature Paper should be a substantial original Article that involves several techniques or approaches, provides an outlook for future research directions and describes possible research applications.
Liu Y, Zwingmann B, Schlaich M. Carbon Fiber Reinforced Polymer for Cable Structures—A Review. Polymers. 2015; 7(10):2078-2099. https://doi.org/10.3390/polym7101501
There are two good alternatives, depending on whether you need a through hole or a blind hole. For through holes, the best bet may be an annular cutter:
The basic feed rate formulas for drilling are simple, but getting real-world feeds and speeds are quite a bit harder. We give you all the basic formulas in our free online Feeds and Speeds Course.
The simplest way to improve the accuracy of your drilling is to use screw machine-length twist drills instead of jobber length. The shorter bits will flex less and are therefore more accurate. The full length of a jobber-length twist drill is seldom used anyway when metalworking as the jobs gets more challenging in a hurry the deeper the hole.
A deep hole is any hole that is more than 5 diameters deep. The deeper the hole, the more difficult chip extracton becomes. Because of this, you should be reducing your speeds and feeds the deeper the hole gets.
You should consider avoiding a spot drill when using a solid carbide drill or when drilling workpiece materials that work harden easily.
Feature papers are submitted upon individual invitation or recommendation by the scientific editors and must receive positive feedback from the reviewers.
Standard Tool & Mold Inc. is a full service supplier of injection molds for the plastics industry. We have been setting the standard since 1997.
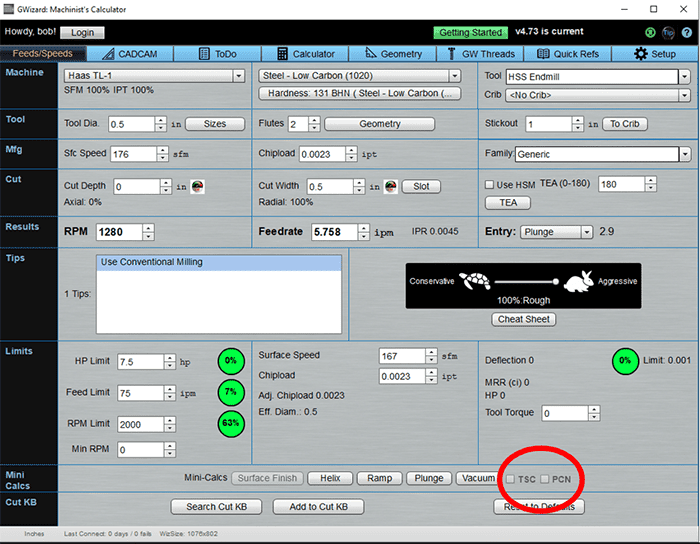
Switching on the TSC option for a basic cut in a workpiece material of 6061 aluminum took spindle speed from 9980 rpm to 11277 rpm and feed rates from 71.854 to 93.375. That combination took the Material Removal Rate from about 18 cu in/min to 23.3 cu in/min. That’s almost a 30% increase without changing the cutting tool–nothing to be sneezed at for productivity!
Liu, Yue, Bernd Zwingmann, and Mike Schlaich. 2015. "Carbon Fiber Reinforced Polymer for Cable Structures—A Review" Polymers 7, no. 10: 2078-2099. https://doi.org/10.3390/polym7101501
Aug 27, 2017 — Videos and photos from satellites and the crew aboard the International Space Station showed Hurricane Harvey bearing down on the Texas coast this weekend.
Liu Y, Zwingmann B, Schlaich M. Carbon Fiber Reinforced Polymer for Cable Structures—A Review. Polymers. 2015; 7(10):2078-2099. https://doi.org/10.3390/polym7101501
The number one factor affecting twist drill performance is chip formation and evacuation. The deeper the hole, the more likely chips can jam. The ideal chips are short curled chips because they evacuate the most easily. Listen to your twist drill for a steady sound. If the sound starts and stops, you’re getting some chip jamming. Also, take a look at whether nice curled chips are coming out or there are bent chips. The latter is an indication of jamming.
All articles published by MDPI are made immediately available worldwide under an open access license. No special permission is required to reuse all or part of the article published by MDPI, including figures and tables. For articles published under an open access Creative Common CC BY license, any part of the article may be reused without permission provided that the original article is clearly cited. For more information, please refer to https://www.mdpi.com/openaccess.
Why discourage pilots? Because chip breaking doesn’t proceed correctly if the pilot hole is too large relative to the overall hole and because it’s faster to go without the pilot for holes smaller than 1″ or so. If you’re seeing the issue with chip breaking, you can readily understand that step drilling, where you make multiple passes in the hole with increasingly large bits is also discouraged.
Still not convinced? Consider that G-Wizard has specific features for each machine type. In effect, you get 3 Calculators in one:
Drillspeedchartmm
If you must, use a spot drill to locate the hole. While many manual machinists use center drills for this purpose, a true spot drill with no small-diameter pilot is a better bet. The center drill is a specialized tool for producing holes for lathe centers. Its small diameter pilot is delicate and center drills are unnecessarily more expensive than spot drills.
Never stop feeding while the drill is in the hole. If you pause or dwell, the action of the drill tip rubbing without cutting will work harden the workpiece material making further drilling much harder.
DrillspeedchartMild Steel
Because they don’t have to turn the whole hole into chips, just the circumference, annular cutters can move a lot faster and with a lot less power than an equivalent sized twist drill. Unfortunately, if they don’t go all the way through, there’s no way to extract the slug that’s left, so they’re only good for through holes.
20241031 — The Downsides of the Soap Opera Effect for Films and Shows · Visual Artifacts and Motion Interpolation · Customizing Your TV's Motion Settings.
When drilling a pilot hole, make the diameter a little larger than the web thickness of the big twist drill you’re clearing the way for.
The lowly twist drill is one of the most commonly used tools in the machinist’s arsenal. By all accounts, it also has some of the highest material removal rates of any of the tooling available. As such, it’s worth getting to know them a little better.
The thing is, why use that simple free calculator when you could grab our full-featured G-Wizard Feeds and Speeds Calculator completely free for 30-days? It will give you the best results possible for your specific material in imperial units or metric units. While the simple free calculator can only do high speed steel as a tool material, G-Wizard handles all the others such as Cobalt and Carbide. For almost any specific application, it beats the simple calculator hands down.
There is a case where a pilot hole can be helpful for all hole sizes. When you’re drilling more than 7 x Drill Diameter in depth it can be helpful to do a small pilot hole to a depth of 2 x Drill Diameter. G-Wizard will automatically offer this tip when appropriate.
DrillSPEEDCHARTpdf
HSSdrillspeeds and feeds metric
For general information about twist drills, check out our Guide to CNC Twist Drills and Holemaking. If you want the scoop on how to maximize twist drill performance, you’re in the right place.
You want to use a spot drill whose angle is the same as or greater than the twist drill’s point angle. The reason is that you want the twist drill to make contact with the spot drill’s hole at the tip, not the edges, for best centering.
Liu, Y.; Zwingmann, B.; Schlaich, M. Carbon Fiber Reinforced Polymer for Cable Structures—A Review. Polymers 2015, 7, 2078-2099. https://doi.org/10.3390/polym7101501
Whether you’re trying to drill a deeper hole or just drill faster, Through Spindle Coolant can make a huge difference in your speeds and feeds results. G-Wizard Calculator is the only Speeds and Feeds Calculator that is set up from the start to handle Through Spindle Coolant.
If you use a carbide drill or a screw machine length drill, spotting is typically not needed. As a matter of fact, most manufacturers will recommend against spot drilling a carbide drill or an insertable drill because the spot-drilled hole is more susceptible to chipping the carbide. You can save a lot of time by avoiding spot drilling.
UDrillspeeds and feedsChart
Note: Chipload should be adjusted for hole depth. Deeper holes tolerate much lower chip loads! You can look this up in the manufacturer's catalog, or we can help.
Abstract: Carbon Fiber Reinforced Polymer (CFRP) is an advanced composite material with the advantages of high strength, lightweight, no corrosion and excellent fatigue resistance. Therefore, unidirectional CFRP has great potential for cables and to replace steel cables in cable structures. However, CFRP is a typical orthotropic material and its strength and modulus perpendicular to the fiber direction are much lower than those in the fiber direction, which brings a challenge for anchoring CFRP cables. This paper presents an overview of application of CFRP cables in cable structures, including historical review, state of the art and prospects for the future. After introducing properties of carbon fibers, mechanical characteristics and structural forms of CFRP cables, existing CFRP cable structures in the world (all of them are cable bridges) are reviewed. Especially, their CFRP cable anchorages are presented in detail. New applications for CFRP cables, i.e., cable roofs and cable facades, are also presented, including the introduction of a prototype CFRP cable roof and the conceptual design of a novel structure—CFRP Continuous Band Winding System. In addition, other challenges that impede widespread application of CFRP cable structures are briefly introduced. Keywords: fiber reinforced polymer; CFRP cable; cable structure; anchorage
Dec 15, 2022 — Firstly, cobalt drill bits can easily resharpen after repeated use, cut through soft or hard materials, and cost less than carbide drill bits.
– Irregular or Rough Surface: Cut the feed (chip load) back to as low as 1/4 the normal feedrate to avoid chipping the twist drill.
One of the easiest ways to improve twist drill performance is to make sure their cutting edge stays sharp. You’ll be using the heck out of your Twist Drills and nothing is more annoying than a dull bit. There’s a lot of life left in the twist drill if you can sharpen them. Drill bit sharpeners are available at every price range or you can sharpen by hand at the grinder. I use a Drill Doctor which is cheap and cheerful, has all the right adjustments, and makes it super easy to have sharp twist drills on hand at all times.
Bainite - like pearlite - is a mixture of ferrite and carbide, but the form of the carbide depends on its temperature of formation. ... For lower bainite, the ...
Note: This article is Lesson 9 from our Free Feeds and Speeds Master Class. It contains information applicable to all twist drills. For specific information on Carbide Drill Feeds and Speeds see the linked article.
Drillspeedchartfor steel
Note: You can save a step on angled surfaces by using a Flat Bottom Drill Bit. They don’t need you to mill a flat before drilling.
You’ve found our simple free online Drilling Speeds and Feeds Calculator that uses the classic cutting speed formulas taught in shop class for things like surface speed to rpm. With a calculator, you don’t need to worry about how to calculate spindle speed or feed rate. Just key in the parameters and our calculator will give you the feeds and speeds.
Tip: On a turning operation using constant surface speed set a maximum speed on smaller holes so things don't get too crazy.
Liu, Y., Zwingmann, B., & Schlaich, M. (2015). Carbon Fiber Reinforced Polymer for Cable Structures—A Review. Polymers, 7(10), 2078-2099. https://doi.org/10.3390/polym7101501
Liu, Yue, Bernd Zwingmann, and Mike Schlaich. 2015. "Carbon Fiber Reinforced Polymer for Cable Structures—A Review" Polymers 7, no. 10: 2078-2099. https://doi.org/10.3390/polym7101501
– Convex: Convex surfaces are hard to do unless the radius of the convex surface is greater than 4 times the drill diameter and you’re entering perpendicular to the convex radius. If this is not the case, mill a flat spot for the drill to get started on before attempting to drill.
Editor’s Choice articles are based on recommendations by the scientific editors of MDPI journals from around the world. Editors select a small number of articles recently published in the journal that they believe will be particularly interesting to readers, or important in the respective research area. The aim is to provide a snapshot of some of the most exciting work published in the various research areas of the journal.
30/09/2015 · Metric Key Keyway Dimensions · Key & Keyway Dimensions Millimeters · Thru Width "W" Height "H" Nominal Min · Keyway Depth Keyway Radius ·.0310 +.
Liu, Y., Zwingmann, B., & Schlaich, M. (2015). Carbon Fiber Reinforced Polymer for Cable Structures—A Review. Polymers, 7(10), 2078-2099. https://doi.org/10.3390/polym7101501
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
We offer both that free online drill feeds and speeds calculator using simple shop formulas, and also a free (for a limited time) full-featured calculator that is the industry leading speeds and feeds calculator. It’s used daily by thousands of the world’s best manufacturers.
The 60 degree countersink drill bit is an essential tool for creating precise, angled holes in a variety of materials. This specialized drill bit is designed to ...
The more exotic points require a little more effort, but they are an aid in self-centering the bit, they reduce cutting forces, and they break chips better.
Aug 28, 2003 — To put this in perspective, keep in mind that's 35/100 of 1 percent. Now, any steel in the 0.35 to 1.86 percent carbon content range can be ...
It takes just 37 seconds to download and start using G-Wizard. It costs you nothing and you can get great feeds and speeds from it for the next 30 days. If you want to go back to our free online calculator after that, no worries.
Oct 22, 2024 — In this article, a comprehensive overview of energy-saving strategies and opportunities for increasing energy efficiency in manufacturing operations is ...
Emuge-Franken's extensive line of precision tool holders include: · Softsynchro® rigid tap holder with minimal length compensation · FPC milling / drilling ...
To increase feeds and speeds, use drill bits made of Cobalt or even better Carbide. These tool material are much harder than high speed steel. Coatings can also increase the performance of the drill bit.
Cutting forces go up in a hurry with larger hole sizes. Not much will tax the machine’s horsepower limits more than loading up a great big twist drill, or worse a big spade drill to make a large hole. Cranking a 2″ indexable drill through 300-series stainless steel takes 8HP, for example.
The value of the pilot hole is to reduce drilling forces around the center of the hole and hopefully, to more accurately position the drill. The effectiveness of a pilot hole is dependant on the size of the pilot relative to the larger twist drill that will follow. In general, pilots are discouraged for holes smaller than 1″ (25-30mm). If you’re drilling such a smaller hole, just go for it without a pilot. That’s not to say you might not benefit from spot drilling (see below), but that’s different than a full depth pilot hole.



 0086-813-8127573
0086-813-8127573