
Graphite Machining Centers - graphite machining inc
Ever considered an electric 1/4" die grinder? I got one from the hammer store some years back, and it's been fine for my uses. Lots more power than air. Gotta be careful though, it doesn't stop real quick like and air die grinder!
Why cut our carbon fiber composite yourself when we can cut it to your exact dimensions. Just supply us with an AutoCAD, Solid Works or DFX file. If you do not have a CAD drawing, we can make one for you. Just send us a completely dimensioned sketch and your part will arrive perfectly CNC cut, ready to install!Contact Us for more information or a quote.Request a Quote
I have an electric die grinder and it is DANGEROUS. I still use it mind you but it is full speed or off, no nuance. And it has a rocker switch instead of a paddle, so if a 6" burr grabs and bends a little, it will quickly turn into a right angle bend and the grinder will be shaking so hard you can't reach the switch to turn it off and have to kick the cord out of the wall outlet.
I was deeply impressed. I stopped clogging the burr, even though I was using a burr made for iron, and the aluminum literally was cutting like butter. Plus I like the smell of hot gear oil.
Doing good work in a decent amount of time requires better tools. Yes you can trade time for better tools. But it's a bad bargain. My 60 gallon air compressor appreciates the little 1/2 hp air compressor to boost the air volume when I'm really going at it. Then the tool itself mattered too. At first I was a snob and used only Snap On grinders. And cutters. Eventually I found off brands that worked better or as well. But I'd try several usually before settling. Then bring the others back. Cutters though, certain brands really stayed sharp. plus using them steadily trained me how far I could go before I needed to re-dip. Oh, I always saved Used ATF, that keeps cutters from clogging. Dip, grind, check, dip grind, check. Repeat. I used to cut heads open to see wall thickness and areas where porosity might be.* Then I made a jig for each port I worked to ensure that I didn't vary or wander on the actual head I would port. Typically I used junk castings to cut up. Warped or damaged in some way that didn't make them worth anything except scrap metal. Jaguar used 2 foundries usually. So I made sure to cut up the same casting I was going to port. There always was a difference. Cutting them open on the band saw didn't reduce their scrap value.
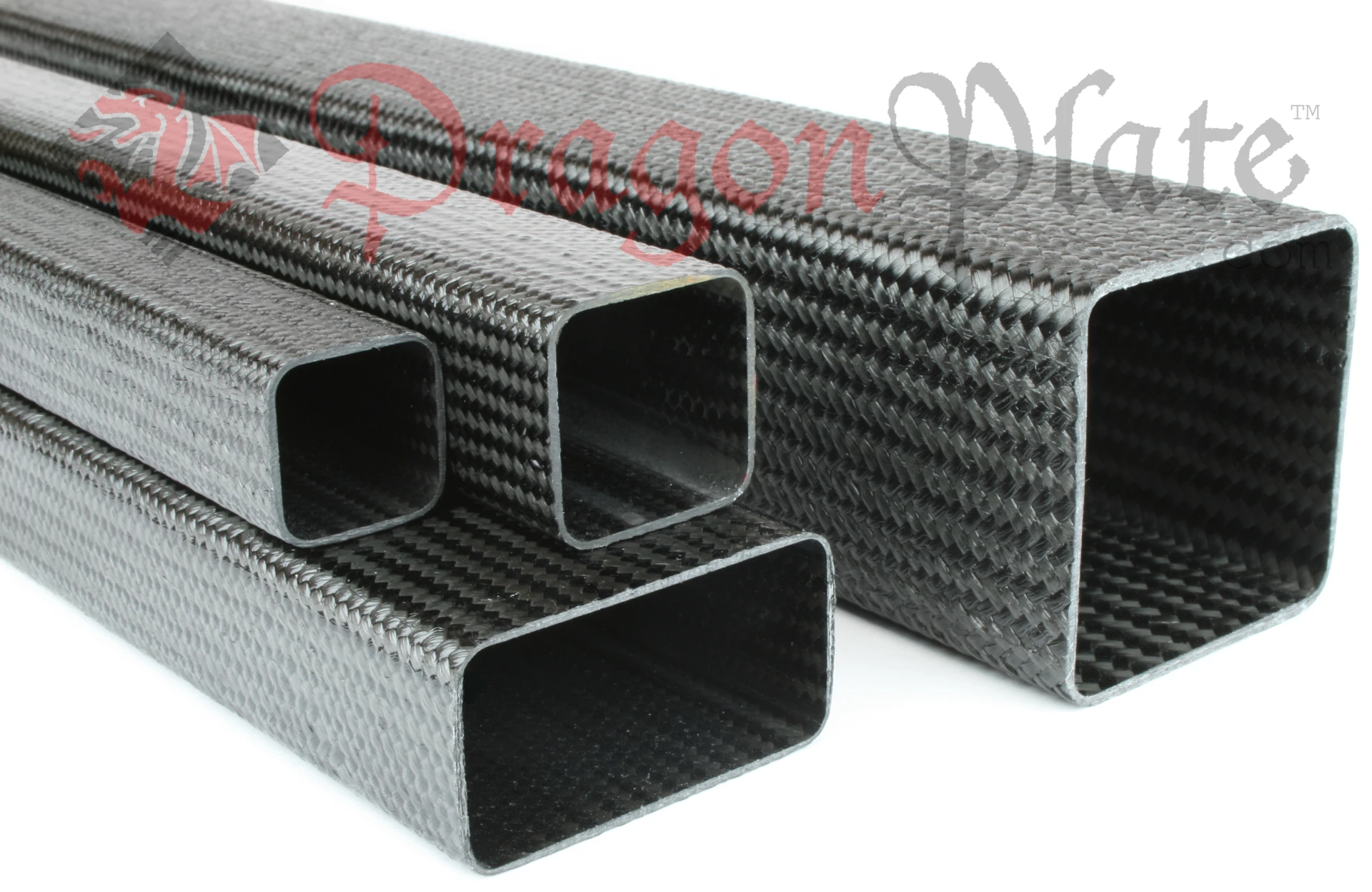
The length and breadth of this experience has helped us to learn the subtleties of machining this unusual high performance material. Our in house CNC machining capability allows us to efficiently and cost effectively produce your parts quickly and efficiently. Our in house coordinate measuring machine (CMM) capability allows us tight process control and the availability of dimensional certifications if necessary.Why cut our carbon fiber composite yourself when we can cut it to your exact dimensions. Just supply us with an AutoCAD, Solid Works or DFX file. If you do not have a CAD drawing, we can make one for you. Just send us a completely dimensioned sketch and your part will arrive perfectly CNC cut, ready to install!Contact Us for more information or a quote.Request a Quote
Im using a dremel clone, finishing with sandpaper. I seem to like the tic-tac shaped ones the best and use them the most.
Any gear oil works, I prefer the really sticky Lucas stuff but this is completely unfounded by scientific data. You know, the oil in the parts store counter hand crank fidget device.
Wire a light dimmer inline to control the speed. I lost power to my shop one winter and wasn't going to be able to get it back quickly. So I ran the shop off a generator not big enough to power a compressor. And I had to get heads out the door
I got some quite good 1/8 shank solid carbide burrs from McMaster, about $10. each. Bee's wax is the old time machinist's go to for burrs and saw blades in aluminum. Other important note for the carbide, Do not cool it abruptly. Lube before you dig in, and let the burr get cool enough to touch every time you come out of the kerf to re-lube.
Allred and Associates has designed and manufactured thousands of carbon fiber products across a wide range of applications. Get in touch to discuss your project.Contact Us TodayOr give us a call at 315-252-2559
Buy better burrs. I used to do a fair bit of porting, between 6-10 heads a month, and I'd get a good season out of a burr.
Is there something better in a bit i should be getting? Or is it just a case of cheap consumables are consumed? Something more geared to aluminum and dremel use for this?
I realized my go-to burrs are quite dull, and need to be replaced. After only one cylinder head, and a little intake work. This seems unacceptably short lived. However, i don't recall taking any significant measures to lubricate them to try to make them live longer like i do with drill bits.
Dusterbd13-michael said: In reply to EvanB : Unfortunately not enough air for that kind of tool. Thanks though! Doing good work in a decent amount of time requires better tools. Yes you can trade time for better tools. But it's a bad bargain. My 60 gallon air compressor appreciates the little 1/2 hp air compressor to boost the air volume when I'm really going at it. Then the tool itself mattered too. At first I was a snob and used only Snap On grinders. And cutters. Eventually I found off brands that worked better or as well. But I'd try several usually before settling. Then bring the others back. Cutters though, certain brands really stayed sharp. plus using them steadily trained me how far I could go before I needed to re-dip. Oh, I always saved Used ATF, that keeps cutters from clogging. Dip, grind, check, dip grind, check. Repeat. I used to cut heads open to see wall thickness and areas where porosity might be.* Then I made a jig for each port I worked to ensure that I didn't vary or wander on the actual head I would port. Typically I used junk castings to cut up. Warped or damaged in some way that didn't make them worth anything except scrap metal. Jaguar used 2 foundries usually. So I made sure to cut up the same casting I was going to port. There always was a difference. Cutting them open on the band saw didn't reduce their scrap value.
Burrs are like saw blades, coarse for hogging out and fine for finish work. If you spin the burr into a piece of chalk, that will fill the kerf and keep the burr from getting loaded up with hot aluminum that you get to dig out later.
I do plan to do a few more from here, so stepping up my game is definitely an option. But gotta be budget friendly and 1/8 shank.
DragonPlate has been CNC machining carbon fiber parts for our customers for many years. Parts have included radar components for the Department of Defense, racing parts for Ducati super bikes, structural components for UAVs and reinforcements for stringed musical instruments.Precision CNC Machine Your Custom PartThe length and breadth of this experience has helped us to learn the subtleties of machining this unusual high performance material. Our in house CNC machining capability allows us to efficiently and cost effectively produce your parts quickly and efficiently. Our in house coordinate measuring machine (CMM) capability allows us tight process control and the availability of dimensional certifications if necessary.Why cut our carbon fiber composite yourself when we can cut it to your exact dimensions. Just supply us with an AutoCAD, Solid Works or DFX file. If you do not have a CAD drawing, we can make one for you. Just send us a completely dimensioned sketch and your part will arrive perfectly CNC cut, ready to install!Contact Us for more information or a quote.Request a Quote

I have a whole lot of aluminum burrs now that I no longer seem to do any aluminum porting. They'd show up on the tool trucks' sale flyer and I'd say, ooh I don't have any (6" shank, 2" shank, etc) I'll buy those.
I do plan to do a few more from here, so stepping up my game is definitely an option. But gotta be budget friendly and 1/8 shank.
DragonPlate has been CNC machining carbon fiber parts for our customers for many years. Parts have included radar components for the Department of Defense, racing parts for Ducati super bikes, structural components for UAVs and reinforcements for stringed musical instruments.Precision CNC Machine Your Custom PartThe length and breadth of this experience has helped us to learn the subtleties of machining this unusual high performance material. Our in house CNC machining capability allows us to efficiently and cost effectively produce your parts quickly and efficiently. Our in house coordinate measuring machine (CMM) capability allows us tight process control and the availability of dimensional certifications if necessary.Why cut our carbon fiber composite yourself when we can cut it to your exact dimensions. Just supply us with an AutoCAD, Solid Works or DFX file. If you do not have a CAD drawing, we can make one for you. Just send us a completely dimensioned sketch and your part will arrive perfectly CNC cut, ready to install!Contact Us for more information or a quote.Request a Quote
I was sitting there chewing up aluminum about ten years ago, I think I was modifying some LS3 heads so a supercharger would bolt on under a lip on the heads, or vice-versa, and got told to use gear oil as a cutting fluid.
Neither of those you linked are what you want. Aluminum you need single cut burrs, the double cuts work great on steel but will gum up in seconds on aluminum



 0086-813-8127573
0086-813-8127573