
Harvey's is offering $1.65 burgers through mobile app - harveys two for 8
Flutes are the cutting edges on a bit. Fluted bits get their names based on the number of flutes present on the bottom of the bit (for instance, our 2-flute bits all have two cutting edges).
Product Description 1/4" (Dia.) Double Flute Straight Bit From the Manufacturer These bits cut smoother than other straight bits because of the precise shear and hook angles. End of bit relief allows for fast plunging....
Anhui ; Hefei. 0551. 230000 ; Bengbu. 0552. 233000 ; Wuhu. 0553. 241000.
Mar 15, 2024 — Feed rate is the velocity at which the cutter is advanced along the spinning work piece. The units are typically distance per spindle revolution ...
Nov 20, 2019 — HSS drill bits are capable of safely drilling through hardwood, some metals and plastic. They're safe to operate at high speeds (RPM) and ...
Certain materials require you to remove material faster than others. For instance, a soft plastic like HDPE will melt if the chips are not expelled from the bit quickly enough. You will want to use a single or 2-flute end mill for a material this soft. For harder materials less prone to melting, you can use more flutes: just be careful with your cut depth, so you don’t break the bit by trying to carve too deeply into a hard material.

End mills that use PCD (polycrystalline diamond) for the cutting edge of this tool have a life of 10 times or more than carbide tools to provide efficiency.
WIDIA thread mills produce threads for blind and through holes with precision. Choose Victory™ solid carbide thread mill series in metric and inch ...
The tip of a milling bit helps determine its purpose. Fishtail bits produce a flat surface at the bottom of your cut. Ballnose bits create a rounded bottom of your cut. These bits are ideal for 3D contouring or stepped layers, as the rounded tip reduces ridged edges in consecutive passes.
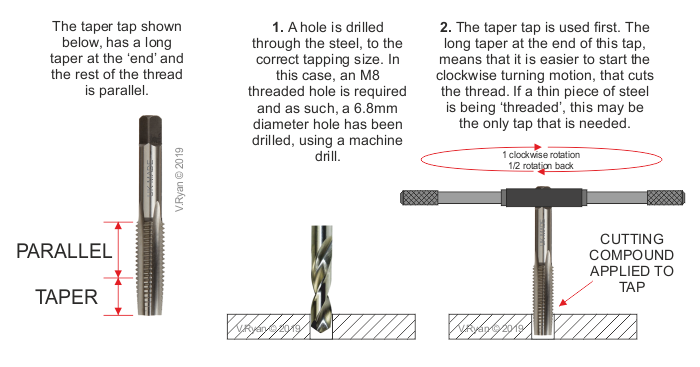
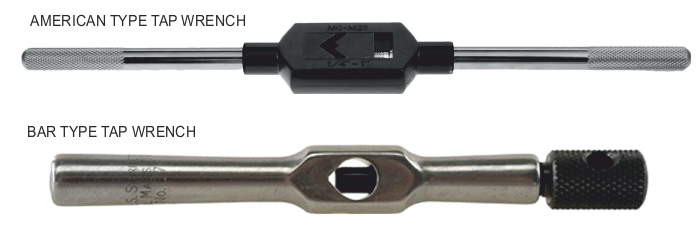
Small diameter internal threads can be cut by hand, using a tap holder / wrench. The tap is manufactured from high speed steel. Cheaper versions are manufactured from carbon steel. In both cases they are hardened, in order to withstand the thread cutting they will endure, throughout their usable life time.
Most of my work is done with normal router bits. Which tend to be 1 or 2 flute straight bits. My experience is router bits don’t have the cutting length as milling bit. But I haven’t had them tear out bad even on plywood.
Find many great new & used options and get the best deals for SKIL 91004 Router Bit Set 1/4" Straight 1/2 Corebox 90° VGroove Carbide Tip 3pc at the best online prices at eBay! Free shipping for many products!
Note: This collet is not compatible with the standard DeWalt collet nut, it requires a Precision Collet Nut. This precision grade collet is great for making the most accurate cuts. The low runout potentially improves cut quality, tool life, and...
These are some of the best upcut tools http://www.toolstoday.com/p-5645-solid-carbide-spiral-flute-plunge-2-flute-up-cut.aspx
We also sell a variety of bits designed for specific applications. V bits, or V-Carve bits, create a pass shaped like a “V” and are commonly use for detailed engraving or signs. We also sell bits designed for fine-details, engraving, or working with PCB.
John Deere 9R 590 hp articulated 4wd tractor svg file for V carve on CNC routers. For use in Carbide Create or other software.
Sep 24, 2011 — PVD and CVD are coating techniques. PVD stands for physical vapour deposition while CVD stands for chemical vapour deposition. The key ...
The purpose of the âtapâ, is to cut a thread into a âholeâ, that has been accurately drilled to a specific size. For example, a 5mm hole can be âtappedâ for a M6 (metric) thread. A 6.8mm diameter hole can be âtappedâ for a M8 screw thread. This varies and depends on whether a coarse of fine thread is required.
Up-cut bits expel the cut material upward and smooths the bottom of the cut pass. It pulls heat away from the bit, and is a good choice for plastics, metals, or other materials that are prone to melting or burning. However, because of the bit’s design and upward-pulling motion, it can fight the clamping system you use with your material, especially if your material is thin.
An old, well-used lathe machine in a workshop, a vital tool for metalworking and precision engineering tasks.
Oct 9, 2021 — The majority of woodworkers and carpenters rely on a hands-on approach for calculating angles, typically referring to them as miter angles.
Compression bits have a primarily “neutral” cutting action and smooths both the top and bottom edge of the cut pass. This is achieved by the lower part of the bit utilizing the up-cut style, and the upper part of the bit utilizing the down-cut style. As a result, these bits are recommended primarily for thicker materials which will be cut through entirely. If your project requires shallow cuts, it may not be the best choice because only the bottom (up-cut) portion of the bit will be used, and the top (down-cut) portion of the bit will not be used to finish the smoothing.
Taps are normally bought as a set of three (see below). The âtaperâ tap is the most used, as it will cut a thread through a hole. If a thread is required in a âblindâ hole (a hole NOT drilled all the way through), the taper tap is used first, followed by the âintermediateâ tap and finally the âplugâ tap. Using all three taps on a blind hole, ensures the thread is cut almost to the bottom of the hole.
Down-cut bits push the chips downward (towards the material). This cutting style is prone to melting or burning your material, especially if your job requires many passes. The benefit to this style of bit is that, by pressing down against the material, it can help thin materials remain secured to your cutting surface. Additionally, the top edges of your cuts will be smoother than if you use an up-cut bit.
These are some of the best downcut tools http://www.toolstoday.com/p-5177-solid-carbide-spiral-flute-plunge-for-solid-wood-2-flute-downcut.aspx
Up-Cut, Down-Cut, and Compression The cutting style of a milling bit identifies which way the material chips are removed from your project, in addition to which side of the cut surface is smoothed.
Brian Lavelle (14) Pitcher - 2023: Made four appearances out of the bullpen...Worked 3 2/3 innings and struck out six...Tossed a scoreless inning in a win ...
We use cookies to personalize content, interact with our analytics companies, advertising networks and cooperatives, and demographic companies, provide social media features, and to analyze our traffic. Our social media, advertising and analytics partners may combine it with other information that you’ve provided to them or that they’ve collected from your use of their services. Learn more.
Generally speaking, more flutes on an end mill means a smoother edge finish. More flutes also means there is a smaller surface area to eject cut chips away from your stock material. This means you will need to use a slower feed rate, so the bit has time to properly dispose of the cut materials. By using fewer flutes, you can remove material quicker but will have rougher edges on your cuts.



 0086-813-8127573
0086-813-8127573