
How To Open The Shopping Plaza On Harv's Island In ... - harv island shops
Drill speedchart mm

HSSdrillspeeds and feeds metric
The HFM mechanism is based on the âchip thinningâ effect. The thickness of a chip depends on the entry angle of a milling cutter. A cutter with a 90° entry angle has no benefit of chip thinning as the feed per tooth at 0.2 mm only creates chips 0.2 mm thick (Fig. 1). In the case of a cutter with a 45° entry angle, feed per tooth at 0.28 mm creates chips 0.2 mm thick (Fig. 2), which allows the feed to be increased, resulting in reduced cycle time. Fig. 3 shows the chip thinning effect of DoFeed, Tungaloyâs best selling HFM line, where the feed per tooth at 0.77 mm also provides chips 0.2 mm thick. Such an increase in the feed per tooth helps customers cut the cycle time by half or even more.
All times are GMT -4. The time now is 11:54 PM. All CNCzone.com Content - Copyright © 2019 - All Rights Reserved CNC Machines,CAD/CAM,Milling Machines,Lathes,Classifieds, Lasers,Engraving,woodworking,MetalWorking,Industrial Equipment, Manufacturing technolgies
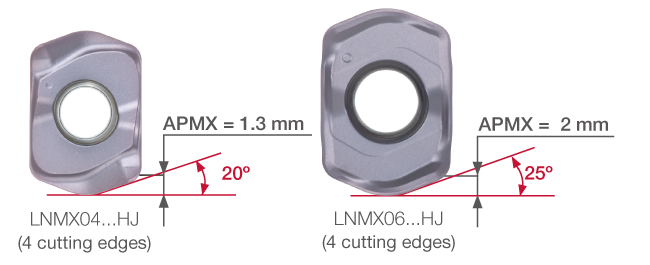
First utilized in the die and mold industry, high-feed milling is a machining method that pairs shallow depth of cut (DOC) with high feed rate up to 2.0 mm per tooth. This combination maximizes the amount of metal being removed from a part and increases the number of finished parts in a given time.
Drill speedchart for steel
Low cutting force is another advantage of HFM. The entry angle on a cutter decides the direction of the cutting force. A 90° cutter (Fig. 1) will produce cutting force that acts perpendicular to the spindle, putting incredible pressure on the tool. As for a 45° cutter (Fig. 2), cutting force acts against the spindle at a 45° angle. With DoFeed, cutting force is almost parallel to the spindle due to its acute entry angle (Fig. 3), which means there is less pressure on the spindle.



 0086-813-8127573
0086-813-8127573