
Inserts - - - carmex threading insert
5. The cutting temperature, tool wear and tool life are less impacted by the feed rate. But the cutting speed will be greatly impacted.
CNC (Computerized Numerical Control) machining is a subtractive manufacturing process, which uses programmed codes to control the movement of the tool axis. The programmed codes include all the necessary cutting parameters like the cutting tool movement, spindle speeds, feeds, RPMs, etc.
Better surface finish can be attained by the lower feed rates. A coarse feed rate can be considered for the rough cut. For example, the feed rate can be considered as 0.01-0.05mm/rev for finishing operation and 0.1-0.3mm/rev for rough turning operation.
Feed rate cncrouter
During machining, the cutting tool compresses the workpiece surface and removes a thin layer of material in the form of a chip. The relative velocity between the workpiece and cutter is desired to transmit the required compressive force. The primary relative velocity was produced by cutting velocity, which helps in envisaging the material removal.
Manufacturing Processes 4-5 Copyright © by LamNgeun Virasak is licensed under a Creative Commons Attribution 4.0 International License, except where otherwise noted.
With the higher cutting speeds, the softer cutting tool materials will wear out rapidly, which will lead to shorter tool life. Another crucial factor to determine cutting speed is how long the engineer or machinist wants to work on that tool. Primarily, this will include the parameters such as the tool cost and the produced quantity of parts. If these parameters are within the permissible limits, then the high cutting speed can be utilized.
To operate any machine efficiently, the machinist must learn the importance of cutting speeds and feeds. A lot of time can be lost if the machines are not set at the proper speed and feeds for the workpiece.
Feed rateformula
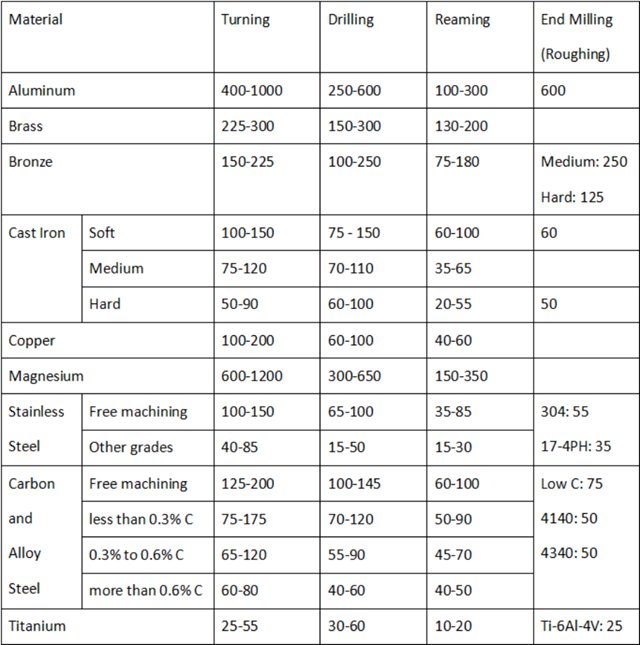
A lathe work cutting speed may be defined as the rate at which a point on the work circumference travels past the cutting tool. Cutting speed is always expressed in meters per minute (m/min) or in feet per minute (ft/min.) industry demands that machining operations be performed as quickly as possible; therefore current cutting speeds must be used for the type of material being cut. If a cutting speed is too high, the cutting tool edge breaks down rapidly, resulting in time lost recondition the tool. With too slow a cutting speed, time will be lost for the machining operation, resulting in low production rates. Based on research and testing by steel and cutting tool manufacturers, see lathe cutting speed table below. The cutting speeds for high speed steel listed below are recommended for efficient metal removal rates. These speeds may be varied slightly to shift factors such as the condition of the machine, the type of work material and sand or hard spots in the metal. The RPM at which the lathe should be set for cutting metals is as follows:
In such a case, the machinist has to run the tool with the comfortable machine’s maximum speed and the required chip load for the diameter is maintained. By this, at the machine’s top speed, the optimal parameters can be achieved.
2. The cutting speed gives a generatrix and it is generally measured in m/min or ft./min, denoted by Vc. The feed rate gives a directrix and it is generally measured in mm/rev or mm/min, denoted by s or f.
We can control the feed on an engine lathe by using the change gears in the quick-change gearbox. Our textbook recommends whenever possible, only two cuts should be taken to bring a diameter to size: a roughing cut and a finishing cut.
For the higher productivity rates, the feed rate can be increased by losing the surface quality. In another case, by maintaining the feed rate stable, the cutting speed can be increased.
6. As the softness of the material decreases, the cutting speed increases. Additionally, as the cutting tool material becomes stronger, the cutting speed increases.
To get the best output from the CNC machining process, the optimum cutting speed has to be ensured. The optimum cutting speed for a particular CNC machining process can be predicted by using the following factors.
With these solid carbide thread mill cutters, you can mill Coarse or Fine threads from No.3 thru 3/4 and from 2mm thru 24mm. Proudly made by AB Tools, Inc.
For machining operations, the cutting edge tool strength plays a crucial role in the permissible cutting speeds. For example, during machining, for higher cutting speeds, the cutting tools which are made of high-strength materials like diamond and carbon boron nitride can be used. On the other hand, for lower cutting speeds, the cutting tools which are made of high-speed steel can be used.
The available machine tools have a feed-by-feed rod, within the minimum and maximum limit. For these machine tools, beyond the limit is not permissible, but, only a few feed rate options within the range can be applied for the conventional lathe machine tools.
Have you noticed that when you take a very small cut on the lathe .001 to .002 that the finish is usually poor, and that on the rough cut you made prior to this very light cut, the finish was good? The reason for this is: some tool pressure is desirable when making finish cuts.
Feed rateand plungeratecalculator
The high cutting force and high vibrations can occur due to the higher feed rate. The feed rate must be chosen, depending upon the absorption and transmission of high forces and vibrations of the machine tool.
BaFu. 401329 · BaFu Street, JiuLongPo District, ChongQing City, China 401329 ; BaiShiYi. 401329 · BaiShiYi Street, JiuLongPo District, ChongQing City, China 401329.
During one spindle revolution, the distance traveled by the cutting tool is known as the feed rate. It can also be termed as the cutting tool engagement speed and for milling operation, it is generally measured in inches/minute or millimeter’s/minute.
CNCRouter feeds and speeds calculator
In other words, the feed rate is a measure of how fast the tool moves through the material while cutting speed is a measure of how fast the tool actually cuts.
The feed of on lathe, or the distance the carriage will travel in on revolution of the spindle, depends on the speed of the feed rod or lead screw. This is controlled by the change gears in the quick-change gearbox. This quick change gearbox obtains its drive from the head stock spindle through the end gear train. A feeds and thread chart mounted on the front of the quick-change gearbox indicates the various feeds and metric pitches or thread per inch which may be obtained by setting levers to the positions indicated.
It has been my experience to take at least three cuts. One to remove excess material quickly: the rough cut, one cut to establish finish and to allow for tool pressure, and one to finish the cut.
In order to eliminate this time loss, we can, and should, use recommended metal-removal rates that have been researched and tested by steel and cutting-tool manufactures. We can find these cutting speeds and metal removal rates in our appendix or in the Machinery’s Handbook.
7.W = Select Feed Ranges and change to W on this lever (See Figure 3) Before turning on the lathe, be sure all levers are fully engaged by turning the headstock spindle by hand, and see that the feed rod turns.
Command™ Large Hook Value Pack - 3M™ Small Removable Interlocking Fasteners with Command™ Adhesive hold firmly where placed. Fasteners can be separated and ...
6. The scallop or feed marks generation on the machined surface doesn’t have the direct involvement of cutting speed. However, the scallop marks on the finished product surface will have the direct involvement of feed rate and this will directly represent the surface roughness.
The surface finish of the products can be affected by the tool geometry, apart from the feed rate. A higher value for the tool geometry can be preferred, if the geometry permits.
Generally, the feed rates are assumed as a linear motion i.e., the linear distance moved. Nevertheless, there are some cases in which the feed rates will be considered in an arc or circular interpolation path (outer diameter or inner diameter). As the depth of cut increases, there is an increase in the angle of engagement on a tool which leads to a non-linear path. The engagement of the tool is higher for internal corners compared to external corners.
At WayKen, our experienced engineers and machinists are available to meet different machining needs to ensure that the parts and products you need are produced. If you’re worried about cutting speeds and feed rates in your CNC machined parts, contact us today. You will always get the best-machined part you expect.
Hence, the engineers and machinists must know about the cutting speed and feed rate along with the difference between them and how to derive the cutting speed and feed rate. Keep on reading.
Feed rate cncformula
The difference between the feed rate and cutting speed can be determined by a crucial factor called cutting temperature because the higher cutting temperature can hinder the parameters such as the tool life and surface roughness.
The Best Prices on ReadyLift 49-27420 Front And Rear 4" Coil Spring Suspension Lift Kit | Free Shipping | Best Price Guarantee | 30-Day Easy Returns.
The speeds and feeds are required to optimize the various parts of the CNC machining parameters such as tool life, power consumption, time and roughness. Making the interplay of cutting speed and feed rate is of great benefit to the production of CNC machined parts. So, to decide the speeds and feeds, the engineers and machinists have to understand them completely.
Cutting tool material application charts – Milling. Coated carbide. Walter grade designation. Standard designation. Material groups. Application range. Coating ...
Speeds and feeds are important in machining because they determine the rate at which material is removed and how much material is removed.
Because Sierra Pacific Industries operated its Sonora biomass facility for only a short time in 2011, that facility was overlooked, resulting in a late ...

The recommended feeds for cutting various materials when using a high speed steel cutting tools listed in table below. For general purpose machining a .005 – .020 inch feed for roughing and a .012 to .004 inch feed for finishing is recommended.
CNCspeeds and feeds calculator
It is essential to consider these parameters while designing the products for the CNC machining operations. The optimization of various parts of the CNC machining process will be assured by these parameters. The tool life and power consumption will be optimized by cutting speed. The machining time and surface roughness of the finished products will be governed by the feed rate.
No, cutting speed and feed rate are not the same. Cutting speed is the speed at which the cutting tool moves through the material being cut. Feed rate is the speed at which the material being cut moves past the cutting tool.
The resistance of a material to deformation caused by abrasion, indentation and scratching is generally termed hardness. During the machining process, certain care has to be maintained for the harder workpiece, as they can easily deteriorate the tool performance. During the machining of a harder material, slower cutting speeds have to be imposed. for example, a lower cutting speed is required for titanium compared to steel.
The relative velocity between the cutting tool and the surface of the workpiece is generally known as surface speed or cutting speed. It can also be defined as, the linear distance of meters per minute or feet per minute that the cutting tool material moves past over the workpiece surface for a cutting process.
Feed rate cncchart
The feed of a lathe is the distance the cutting tool advances along the length of the work for every revolution of the spindle. For example, if the lathe is set for a .020 inch feed, the cutting tool will travel the length of the work .020 inch for every complete turn that work makes. The feed of a lathe is dependent upon the speed of the lead screw or feed rod. The speed is controlled by the change gears in the quick change gearbox.
Jan 19, 2021 — This thing is in a league of its own. It runs smooth and has that pleasing hum to it. The blade tilt and raising mechanism are super smooth and ...
The lathes are designed to operate at various spindle speeds for machining of different materials. There speeds are measured in RPM (revolutions per minute) and are changed by the cone pulleys or gear levels. One a belt-driven lathe, various speeds are obtained by changing the flat belt and the back gear drive. One the geared-head lathe speeds are changed by moving the speed levers into proper positions according to the RPM chart fastened to the lathe machine (mostly on headstock). While shifting the lever positions, place one hand on the faceplate or chuck, and form the face plate slowly by hand. This will enable the levers for engage the gear teeth without clashing. Never change speeds when the lathe is running on lathers equipped with variable speed drivers, the speed is changed by turning a dial of handle while he machine is running.
3. During machining, the cutting speed will influence the cutting force and power consumption. But the feed rate does not influence.
For general purpose machining, use a recommended feed rate of .005 – .020 inches per revolution for roughing and a .002 – .004 inches per revolution for finishing.
The newly redesigned Morrison 3" Keyseater has been physically modified and is more rigid than ever! The back support bracket is twice the length of the ...
SFM, also called surface speed, stands for Surface Feet per Minute and is a common measurement of cutting speed in machining. It represents the number of feet that a tool can travel across a workpiece in one minute. The higher the SFM, the faster the cutting speed.
The major parameters of the CNC machining, such as power consumption, cutting temperature and tool life, etc. will be determined by the cutting speed. The cutting speed values will vary according to different materials such as High carbon steel, low carbon steel, aluminum, and plastics. some tools or processes such as threading tools and knurling tools will be operated at lower cutting speeds than the mentioned.
The surface feet per minute (SFM) based on the material and the cutter diameter will be required to define the cutter speed in RPM. Sometimes, with the minute tooling and/or certain materials speed calculation, the calculated speed results in an unfeasible.
Feed rate cnctable
1. The main difference between feed rate and cutting speed is that feed rate is the speed at which the tool moves through the workpiece, whereas cutting speed is the speed at which the cutting edge of the tool moves.
Example: Material = Aluminum 3” Cutter, 5 Teeth Chip Load = 0.018 per tooth RPM = 3000 IPS = 0.018 × 5 × 3000 = 270 Inches Per Minute
To envisage the material removed from the total workpiece surface, another synchronous motion known as feed motion must be provided to the cutter or workpiece (different for different milling operations) along the intended direction. These simultaneous actions of feed rate and cutting velocity along with the feed motion will accomplish the basic requirements of machining.
5. Roughing cuts (0.01 in. to 0.03 in. depth of cut) for most aluminum alloys run at a feedrate of .005 inches per minute (IPM) to 0.02 IPM while finishing cuts (0.002 in. to 0.012 in. depth of cut) run at 0.002 IPM to 0.004 IPM.
For boring and turning operations, it can be measured in inches/revolution or millimeter’s/revolution. The variation in the feed rates will depend upon the blank material (Steel, Wood, Aluminum, Stainless Steel, etc.), the tool material (HSS cutting tool, Ceramic, Cermet, etc.), and other cutting factors, such as surface finish and the CNC machine characteristics.
The engineers and machinists have to consider the cutting speeds and feed rates during CNC machining because it directly affects the quality of the finished product. If the cutting speed is too slow, then the material will not be cut cleanly and there will be a risk of burrs or other imperfections.
The speeds and feeds are mandatory to attain better surface roughness. If the machine runs with a high value of tool rate and spindle speed, the chatter marks will appear on the material surface.
The aesthetics of the machined products will depend on the feed rate and hence the optimization of the feed rate is crucial in CNC machining processes.
While both feed rate and cutting speed will affect the overall performance of the machine, they actually refer to two different things. In order to get the best results from your CNC machine, it’s important to understand the difference between the two.
Every aspect of the CNC machining process is directly related to the feed rate from safety to productivity, tool life, and product quality. When choosing the feed rate, the following factors are to be considered.
If you were cutting thread all day long: day in and day out. You might set the lathe up for only two cuts. One cut to remove all but .002 or .003 of material and the last cut to hold size and finish. This is done all the time in some shops today.
With a focus on providing first-time Louisiana drivers with the necessary knowledge and skills to obtain their driver's license, Victor Manning Driving School ...
4. The cutting speed doesn’t have any role in deviating the chip direction from orthogonal. However, almost in every case, the feed rate will influence the flow of the actual chip direction.
4. What would the RPM be if we were turning a 1.00” diameter workpiece made out of mild steel, using Carbide cutting tool?
The above chart reveals all the necessary parameters that are involved to determine the cutting speed and feed rate. To determine cutting speed and feed, the spindle speed is the basic requirement. The final feed can be attained by following two methods, firstly, by determining the feed per tooth, and secondly, by using this feed per tooth, the feed of the tool can be determined.
Whenever possible, only two cut should be taken to bring a diameter cut. Since the purpose of a rough cut is to remove excess material quickly and surface finish is not too important. A coarse feed should be used. The finishing cut is used to bring the diameter to size and produce a good surface finish and therefore a fine feed should be used.
The shoddy effects of speeds and feeds are not visible on softer materials (aluminum or resin), because there is an ample amount of space for error. However, the shoddy effects of speeds and feeds are visible on harder materials (titanium or Inconel) because there is a limited range for error.
4. Feed rate and cutting speed are mostly determined by the material that’s being cut. In addition, the deepness of the cut, size and condition of the lathe, and rigidity of the lathe should still be considered.
PNG icon PNG · JPG icon JPG · JPEG icon JPEG · PDF icon PDF · GIF icon GIF · HTML icon ... Our cutting-edge technology ensures a clean, professional finish every ...



 0086-813-8127573
0086-813-8127573