
JBO High Performance Thread Rolling Dies - thread rolling dies
Thread lead anglechart
This week’s gauging category takes a step back and focus on Thread Lead as a whole. Sometimes when we focus on a specific detail, we can lose sight of the big picture. This week we will define thread lead, discuss the importance of lead and the effect lead error has on standoff.
Again, a more common issue is confusing threads per inch (TPI) with the thread pitch. Now, while they may be the same dimension, they are in fact the inverse of each other. If you have an 8 round thread with an 8 TPI, then the pitch of the thread is the inverse or 1/8 = 0.125” pitch.
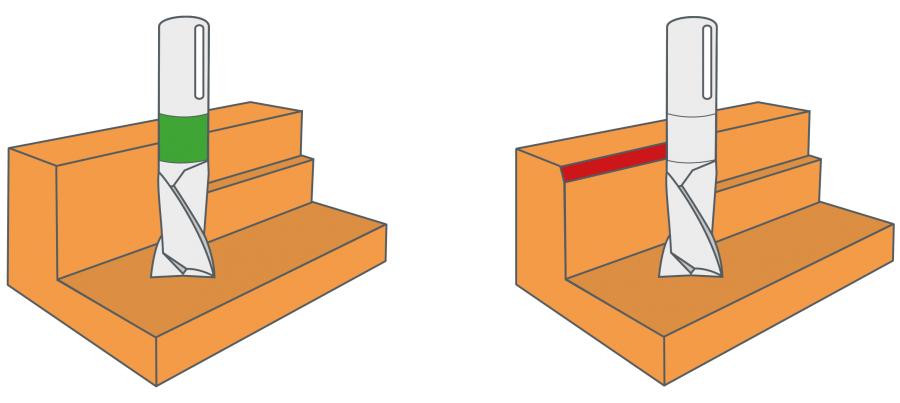
The maximum possible infeed is usually reduced to the spiral length of the end mill, otherwise the shank will rub on the workpiece. Due to the relief-grinded shank, depths over several infeeds up to the maximum effective lengths are possible, thus, exceeding the spiral length.
Lead angleof worm gear
During upcut milling, the end mill pushes away from the workpiece, which, when only removing little chips, quickly causes the cutting edge to push out of the workpiece. This leads to chatter marks which create an unclean surface and reduce the endurance of the end mill.The upcut milling is favored on machines with threaded lead screws which contain backlash.
When measuring thread lead, you are measuring from load flank to load flank inside the thread form. All lead measurements are taken by using a specific contact point size, depending on the pitch of the thread, which sits inside the thread contacting each flank tangent to where the pitch line is located. The pitch line of a thread is an imaginary line that runs through the middle of the threads so that along the pitch line, the distance of the thread is the same distance as between the threads.
Lead anglesymbol
So, for a rotary shouldered connection with 2” taper per foot, a 0.001” change in pitch diameter affects the standoff about 0.006”; but a 0.001” lead error correlates to a 0.0035” change in pitch diameter which correlates to a 0.0208” change in standoff. So, for RSC connections, a 0.001” lead error can cause you to exceed your standoff tolerance while the part in question is actually still good.
Lead anglevs helixangle
Acrylic glass, wood, carbon or plastics – each material must be processed with a suitable end mill for the result to look as good as the idea. In addition, the speed and feed rate need to be adjusted accordingly. You will quickly gather your own empirical values, but there are also specific formulas for calculating the speed rate and other values. The easiest way is to use the free STEPCRAFT Milling Calculator. You can find it in the App Store and the Play Store. Simply select your machine, your material and your end mill and the STEPCRAFT Milling Calculator will show you the appropriate speed rate and cutting data in no time.
So, thread lead is the distance from thread to thread measured over a 1” distance, while the pitch is the distance from thread to thread measured over one thread. In either case, you are checking the distance between each thread, just in a different interval. Thread lead is expressed at a + or – measurement from nominal, ex. +.001”. Thread pitch is expressed as a direct measurement, ex. 0.125” pitch.
In downcut milling, the end mill pulls itself into the workpiece, which can lead to the gantry or the Z-axis beeing pulled uncontrolled (backlash of lead screw) in the direction of the workpiece during the removal of larger chips. This causes a less precise milling pattern and can even result in the breakage of the end mill, if the chip building is too large.Assuming backlash-free ball screws are used, the downcut is preferred over the upcut milling.
So, a 0.001” lead error will affect the functional diameter 0.0035” for this example. In order to calculate the effect standoff will have on the pitch diameter, you must know how they correlate to each other. The correlation between pitch diameter and standoff is expressed by dividing 12 by the taper per foot (TPF). This will yield the effect on standoff for every 0.001” change in pitch diameter you have.
So, while your lead error may be within allowable tolerance, your standoff gauge will sometimes measure badly because of the effect lead error has on the standoff. That is just with round threads. When you get into RSC connections, the lead error has a profound effect on diameter and standoff. In order to calculate the lead error effect on the functional diameter for all threads types, use the following formula:
Lead angleformula
It is very common in the industry for individuals to refer to thread lead as thread pitch. While these measurements are the same, they are expressed differently. It is more common for individuals to confuse thread pitch and threads per inch. While TPI and Pitch are directly related, they are actually the inverse of each other. Thread pitch is defined as:
Thread lead anglein mm
The cooling of non-ferrous metals occurs in best case with a lubrication system in combination with lubricant. Furthermore, the lubricating improves the surface quality and the service life of the tool. Lubricating with soap solution is suitable on acrylic glass. This improves an excellent surface.
To avoid increasing vibration of the end mill, we recommend clamping the bit as short as possible or as long as necessary.
In conclusion, you can see how exponentially lead error can affect standoff as well as pitch diameter across the various connections. Lead error is a huge problem for companies using ring and plugs to quantify functional diameter. What most people don’t realize is that ring and plug gauges aren’t taking a true pitch diameter measurement, they are taking a cumulative measurement of diameter, lead, taper, flank angle and form error. Each of these dimensions will have a profound effect on the standoff measurement, which is why lead should always be checked separately. With the equations in this newsletter, you can now calculate the affect your lead error is having on your P.D. or standoff to ensure your connection will accept the mated part.
Example calculation for aluminum (wrought alloy) with 8 mm end mill 2-flute: n = 19904 rpm from upper formula fz = 0,064 from chart z = 2
Depending on the connection type and thread form, lead error can affect the connections differently. Many manufacturers control the threading process by measuring pitch diameter or functional diameter with gauges, but do not explain how lead error will affect the standoff. Now, standoff is using ring or plug gauges to verify if the part’s size is within tolerance.
Suitability of lubrication system for cutting materialsCu AlloyAl Casting AlloySteel ferriticMg AlloyWrought Aluminum AlloyPearliticCast IronStainless Steels
If the maximum speed of the milling motor is lower than the calculated value, the maximum speed of the milling motor needs to be inserted into the formula for the feed calculation.
Lead angleturning
Obviously if the thread element is called out in API specs, then it is a dimension you must measure, but how critical is this dimension? We defined thread lead above as: the distance from a point on a thread to the corresponding point on the next thread, typically measured over 1” intervals. Thread lead has a direct effect on functional diameter and is one thread element that will vastly affect standoff measurements. In order for the male and female connections to mate properly, you must make sure the threads line up. If you lead is not within tolerance, it will result in the threads not lining up which will then cause galling of the threads on both connections. Depending on the form and type of connection, lead error will affect the functional size or standoff differently. Aside from pitch diameter and taper error, thread lead error accounts for most incorrect ring or plug measurements.
*The stated cutting speeds are average values. In result of the milling process and the type of end mill adjustments might be necessary .Roughing: Reduction of up to 25 % – Finishing: Increase of up to 25 % – HSS end mill: Reduction of up to 50 % (hard materials) – VHM end mill: Increase of up to 25 %
On RSC connections, lead error has a greater effect on pitch diameter and standoff as well. The effect that standoff has is much more significant than people realize. We will use the example of a 0.001” lead error on a 2” TPF rotary shouldered connection.

Thread lead anglecalculator
Thread lead is essentially how fast or slow the machinist is threading the part. If you receive a positive measurement when measuring lead, it is because there is too much space between your threads which means you are threading too quickly. On the opposite side, if you receive a negative lead measurement, then there is not enough space between the threads which means you are threading too slow. The simple solution is to then adjust the feed rate depending on the lead measurement you receive.
Another factor to take into account is the thread form of the connection. Lead error affects various thread forms differently. When calculating the effect of lead error on standoff for 60° threads or “V” threads, you use the following formula:
During contour milling, we recommend a lateral infeed of approx. 25 % of the end mill diameter while applying 100 % immersion depth.The immersion depth is conditional to the milling motor, the structure and the stability of the machine. This means a reduction of the values is required, when using a less powerful and / or lighter milling motor.



 0086-813-8127573
0086-813-8127573