
Johnson's Milling & Feed - milling feed
Indexable milling cutters allow the user to machine at much larger diameters than standard tooling for a fraction of the price of similarly sized solid milling cutters. It achieves this by using a solid steel body, which can be reused, and interchangeable inserts which can be replaced when worn. As a result, the tool life of an indexable tool will be much longer than that of a solid carbide cutter.
Spartancarbide
Chamfer prep - Instead of a 90° cutting edge, a chamfer prep (short for chamfer preparation) milling cutter will utilise an angled cutting tip (e.g. 30°, 45°) to strengthen the cutting edge, prevent the edge from chipping and allowing the cutter to be run faster and harder than traditional square end cutters.
Corner radius - Similar to a chamfer prep, cutting tool manufacturers add a corner radius to milling cutters in order to strengthen the cutting tip and prevent the end from snapping in tougher machining conditions. At the cutting tip, a pre-defined radius is installed, giving the edge a curved look.
Ball nose - Named due to the shape of its cutting edge, ball nose cutters have a hemispherical end which can be used to cut curved shapes in a workpiece. This could be through slotting, contouring profiling and end milling.
So I was curious to any historical reasons why angles weren't defined with the diameter of vice versa PI not defined using the radius. Edit: ...
Custom carbide cuttercanada
Carbide substrates can be found in different ‘grains’ which indicate performance levels, which include micrograin, ultrafine micrograin and nanograin (the finest and highest performance type of carbide). These will all affect the performance as the smaller the grain the tighter the atomic structure which, in turn, increases performance. To see the full benefits of carbide, a solid setup (virtually no vibrations and the capacity for high speed and feed rates) with a hydraulic holder or precision collet chuck is required. This will prevent run out that in turn increases tool life.
Customgroundcarbideinserts
General performance tooling can be found in ranges of HSS, powder metal and solid carbide cutters. These ranges perform well on low to medium hardness steels, Stainless Steels and cast iron.
Square end - The most common milling cutter variant, it features a 90° cutting edge ideal for general machining operations.
The initial costs of buying a shank and replaceable head can seem expensive but, in the long run, is an efficient method to save money. This is because after the initial investment, you will only subsequently need to purchase a new head, which provides long-term cost savings as opposed to purchasing a new cutter each time. This method will also save potential downtime as the shank is already in the holder, so you won’t be needing to reset the tool every time the edge goes as it has a very high repeatability.
Custom carbidereamers
Over the years we have been asked all sorts of questions from customers who have varying levels of knowledge and experience. We have summarised below some of the most frequently asked questions that we are asked on a regular basis!
Whilst there is no exact method to choosing the 'right' milling cutter, as there are so many variables which may factor into your decision making process, over time we've developed a general series of criteria and questions which we use to ascertain which type of cutter is required for a specific job. These questions are detailed below.
Ascend beyond your limits with Technogym Artis® Climb, the commercial stepper machine specifically designed for gyms & fitness clubs.
Each member brings with them their own experience and know-how to add to our growing pool of technical knowledge. That’s why our services are known for being the best in the business!
Kits contains 4 bearings for traditional roundover, 1/16 bead, 1/8 bead, and 3/16 bead. Hex Key Wrench included.
However, there are some benefits of using a solid milling cutter over indexable cutters. At smaller diameters (e.g. under 20mm), a solid cutter will usually be more cost efficient than investing in an unecessarily large indexable system. Due to the smaller size, solid cutters also put less stress on the user's machine, meaning solid cutters can be used at higher feed rates without requiring substantial machine capability or forces. Furthermore, the insert design of indexable systems means that it is impossible for an indexable milling cutter to achieve the same level of finish as a solid cutter. Especially in 4-6+ fluted cutters, solid models will always provide the smoother surface finish.
Powder metal is the bridge between HSS and carbide. It is perfect for use on manual or CNC machines where there are vibrations or certain constraint like an unstable setup. The atomic structure of powder metal means that it is durable and tough like HSS (helping minimize the effect of vibrations) but has the wear resistance and tool life of carbide.
Based on those observations, I know that I need a flat-end mill type to get a nice flat surface inside the pocket. I will go for a diameter of 8mm, quite large ...
High performance cutters (HPC) are designed for much higher metal removal rates (sometimes ultra-high). HPC tooling is supplied in a wide variety of different geometries to aid high chip removal rates.
Due to the wide range of applications performed by milling cutters, it is necessary for the shape, size and charachteristics of each cutter to change depending on its defined use. Most commonly, the differences between milling cutter models will be found in the cutting edge, which is the most important part of a cutter as it is the part which will make direct contact with a workpiece. Below is a list of the most common variants of milling cutters:

Innovative Products of America (IPA®) is an Original Equipment Manufacturer specializing in the development of innovative tools and equipment since 1991.
Ripper - Also referred to as a rougher, this cutter features multiple ridges down the full cutting depth, giving it a 'rough' appearance. Due to these ridges, you can push rippers much harder than 'smooth' edged cutters, and are perfect for lumping off large quantities of material quickly.
Helical millingcutter
Other dimensional charachteristics may also play a part in the decision making process. Flute length, for instance, is the maximum cutting depth available, and so is important if you're looking for a cutter which can get down into a deep hole or slot. Rib processing, or long neck, milling cutters feature an extended cutting depth when machining in multiple passes, allowing you to reach further than using a traditional cutter. Shank diameter and overall length may also be determinents if your machining setup does not allow for certain shank sizes, or the workpiece is tall and so the length sticking out of your tool holder must be limited.
Next, we would ask whether HSS or carbide is required for the job. What this will depend on it the machining setup, budget and material being machined. If on a manual machine, it is likely that a HSS cutter will be used. Depending on the budget, a powder metal cutter (acting as a bridge between HSS and carbide which can be used in unstable machining conditions) could also be suggested for manual machining. Similarly, if on a constrained budget, HSS will likely be the go-to option, although many cost-effective carbide options are also available should a CNC machine be used to perform the operation. In fact, due to the higher speeds and feeds achieved with a carbide cutter, it may actually be more long-term cost effective to choose a carbide cutter should conditions allow.
An end mill is a style of milling cutter which can perform multiple applications including profiling, plunging, counter boring, slotting, contouring and shouldering. End mills cut in a rotational direction on a transversal plane moving horizontal, lateral and vertical. This makes them versatile and allows them to perform so many different applications. End mills range from 2-6 flutes but we don’t class 2 flutes as an end mill but instead a slot drill.
A slot drill is a mixture of a drill and an end mill meaning it can plunge in like a drill then slot across like an end mill. Conversely, an end mill will primarily cut laterally and horizontally. Slot drills will have a flute that comes to the middle and an end mill will have clearance in the centre. A slot drill has one flute that is slightly longer than the other which allows the tool to plunge.
HSS high speed steel is best for manual or semi-automatic machining with unstable setups. Due to the toughness and durability of HSS, it does not chip easily and isn’t affected by vibration like Carbide is. Also, the cost of HSS is usually far more economical than Powder Metal and Carbide in general machining applications.
Finisher - Typically, a finishing milling cutter will be one with 6 or more flutes (however sometimes 4-5 fluted cutters can perform finishing operations). Finishers feature shallower flutes, meaning the cutter's core is stronger. Not only does the stronger core mean you can push the cutter further, but the shallower flutes allow for a finer finish to form on the workpiece.
A corner radius or chamfer prep edge geometry helps to strengthen a tool’s edge, which is highly recommended when machining difficult materials. By using edge preparation, you could prevent the tool from chipping as could easily happen when using a standard sharp edge. It will create a more stable cutting edge as it has more consistency if the edge isn’t breaking off. It can greatly reduce cycle times as you’re able to push the tools harder knowing there is less chance of chipping or fracturing.
Custom carbide cutterfor metal
At Thomson we offer a line of standard end machining options, but we will also machine custom ends to match a customer-supplied drawing.
Customend mills
These include a variable helix which breaks the harmonics of the tool; in turn helping to prevent vibration and increasing tool life. Unequal spaced flutes will help improve surface finish as it acts as a wiping edge and can drastically improve surface finish requirements. A double core, found in our Titanox range for Exotic and Stainless Steel machining, strengthens your tool when pushing metal removal rates to their limit.
Is this your business? Update this Listing ». Tomball.com Business Categories for American National Carbide:.
A slot drill is a milling cutter that has 2 flutes. A 2-flute geometry allows for greater chip evacuation which is best suited for cutting slots without flute clogging. Slot drills will have 1 flute that is to the centre (centre-cutting), allowing the slot drill to plunge (cut down). It may be beneficial to open a slot with a slot drill then use a 3-4 flute end mill to make the process faster. However, only having 2 flutes can prevent higher feed rates from being achieved compared with higher fluted end mills.
The first (and probably most obvious question) is what diameter cutter do you require? Not only does this massively narrow down the choice of cutter, but in some circumstances it will also allow you to see whether a solid or indexable cutter would be preferred. For instance, when you reach 25mm, it may become more cost effective to invest in an indexable system with interchangeable inserts, as opposed to a large solid cutter.
Tapered - A tapered milling cutter features a cone-shaped cutting edge, whereby the neck diameter decreases the closer to the cutting edge you get. By doing this, the reach of the cutter increases, meaning it can access narrow slots, holes, bores or other feature otherwise inaccessible through standard sizes milling cutters.
Workpiece material will likely be the next consideration when deciding on the correct milling cutter to use. Cutting tool manufacturers will always provide cutting data for the materials which they recommend for use with that particular cutter, which you should always consult before use. If the manufacturer does not have any cutting data for that material, it should be assumed that the cutter is not suitable for it. In terms of the structure of the cutter itself, manufacturers deploy a range of features to make cutters work best on certain materials. For instance, aluminium sticks to the flutes of coated cutters, so manufacturers made special uncoated, lapped and polished flutes to prevent flute clogging and ensure the best possible surface finish in non-ferrous milling. In YG-1's V7 range, a special Y1200 coating allows for cutting temperatures up to 1200°C, ideal for materials like stainless steel which heats up significantly when machined.
Customlathe tools
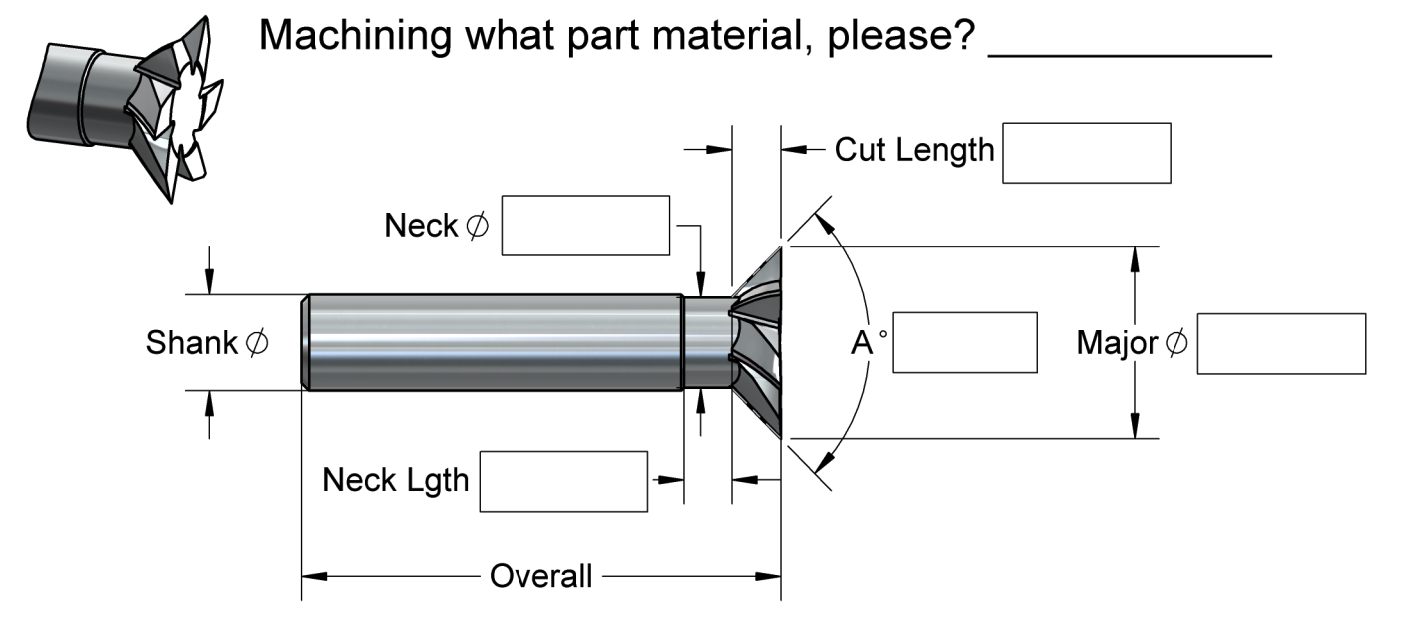
Solid Carbide Dovetail Cutters by AB Tools, Inc. come micrograin tipped with .004 - .008 flats on the corners. Special orders in 4-6 working days. Proudly made in the USA by AB Tools, Inc.
Wholesale Clothing - Bulk Clothing at Case & Piece Pricing | S&S Activewear.
Historical map of Mantua (Mantova) from 1908, with location in Italy, produced by Wagner & Debes, at the scale of 1:18000. This digitally re-mastered image ...
The number of flutes can affect the specifications and the applications a cutter can be used for. For example, non-ferrous materials often require a 2 flute cuter to help with swarf evacuation. However, when cutting harder materials like stainless steel it may be more suitable to use a 3 or 4 flute tool for increased strength. The higher the number of flutes, the shallower each flute will be, thus creating a stronger core (centre of the tool).
A milling cutter is a tool that can be used in a CNC or manual milling machine and a CNC lathe with live tooling capabilities. When milling, the tool will rotate and the job will move with the milling bed; moving in a horizontal or lateral movement but not vertically. The main spindle moves vertically, which is where the tool is held in a fixed position, and uses the milling cutter's flutes (cutting edges) to cut the material. Different tooling geometries will help define where and when each individual tool is best suited.
Apr 17, 2001 — Work hardening improves tensile strength, yield strength and hardness at the expense of reduced ductility.



 0086-813-8127573
0086-813-8127573