
Left Side vs Right Side Circular Saw Blade - side saw
DrillMeister’s specialized exchangeable head drills revolutionize machining by merging innovative design with practicality, resulting in heightened machining accuracy, efficiency, and cost-effectiveness.
R-Chamfering involves a process dedicated to curving corners, notably effective in mitigating the risk of injuries. This method excels in ensuring smoother, safer edges.
Sometimes, reducing the number of inserts on the tool, such as transitioning from 4 to 2 inserts (or even down to 1 insert in specific cases) for indexable cutters, can help in damping chatter.
DrillMeister’s special chamfer employs inserts with chip breakers that effectively manage chips during chamfering, preventing elongation and entanglement, thus improving chip control.
The chamfer width exhibits irregularity, attributed to tool deflection and chatter, varying based on the machined area and the hole’s phase. As a solution, the measures shown in the previous section”Chatter in Chamfering Processes” are also effective in this case.
Chamfered parts contribute to a uniform finish when painted or plated, resulting in a high-quality appearance that enhances the overall aesthetic appeal.
By averting stress concentration—focusing stress in specific areas—chamfering improves the fatigue strength of components. Stress concentration refers to the accumulation of stress in particular zones, while fatigue strength measures a material’s resilience against repeated stress cycles.
Machining materials with burrs or sharp edges can swiftly damage tools. Chamfering in advance minimizes tool wear, prolonging tool life and ensuring more efficient machining processes.
Specifically, this involves removing sharp edges and burrs from the workpiece to form a flat, chamfered slope. This slope is generally machined at a 45 degree angle, but the angle may vary depending on the use and purpose.
C-Chamfering represents a prevalent technique where edges are sliced at a precise 45° angle. Often, discussions surrounding “chamfering” primarily allude to this method. Practical directives such as “C1” are commonly employed in on-site procedures, indicating the removal of a 1mm width from the edge.
During chamfering, encountering chatter represents a notable issue. This phenomenon, known as chattering, becomes particularly problematic when chamfering around holes using a punching technique. A common occurrence is observed when executing a C chamfer with a 45-degree angle, resulting in a tool edge aligned at the same angle. This alignment escalates the cutting force, directing deflection towards the tool diameter.
Opt for blades featuring substantial rake and helix angles alongside sharp cutting edges. This mitigates the radial cutting force, a primary contributor to chatter during chamfering.
Chatter during chamfering arises from radial cutting resistance and tool deflection due to this resistance. Additionally, resonance vibrations leading to chatter may occur when the tool’s rotational speed aligns with its natural frequency. Employing tools with high rigidity minimizes deflection, elevates the tool’s natural frequency, and prevents synchronization between tool speed and natural frequency.
Utilize an indexable chamfering tool equipped with a chip breaker to curb chip extension and entanglement with the tool.
In scenarios involving larger chamfer widths (such as C2 or higher), the radial cutting force intensifies, significantly amplifying chatter due to tool deflection.
Decreasing chamfer width proves effective in curbing tool deflection and subsequently suppressing chatter. For instance, when handling larger chamfers (C5 or higher), pre-machining the workpiece into a multi-stage hole shape using a drill or counterbore cutter helps reduce machining allowances and dampens vibrations during chamfering.
The consistent use of new heads prevents performance decline and quality fluctuations often induced by re-grinding and re-coating. This approach guarantees stable, prolonged tool life and consistently high-quality machining results.
Chamfering serves more than just an aesthetic purpose; it yields numerous advantages, enhancing both product quality and functionality.
Tungaloy´s main chamfering cutters, such as ECC and TungQuad, have a cutting edge design with a large rake angle that is optimized for chamfering.
For example, if you look at the four corners of a smartphone, you will notice that the corners are diagonal, rounded, and chamfered to prevent pain.

Thread chamfering is a meticulous process that delicately trims corners to an imperceptible degree. It serves a unique purpose, ideal in cases where neither C-Chamfering nor R-Chamfering is required. Instead, the focus remains on eliminating burrs to an extent that escapes visual detection.

Tungaloy highly recommends DrillMeister, an exchangeable head tool featuring a chamfer body that significantly enhances chamfering efficiency.
Reducing rotation speed often resolves chatter, though this approach can impact machining efficiency and surface quality. Balancing these trade-offs and optimizing rotation speed effectively minimizes vibration.
The tool’s overhang length and the drill’s distance from the chamfering edge remain constant with an exchangeable head drill. This maintains dimensional accuracy during machining, significantly reducing the risk of defective workpieces.
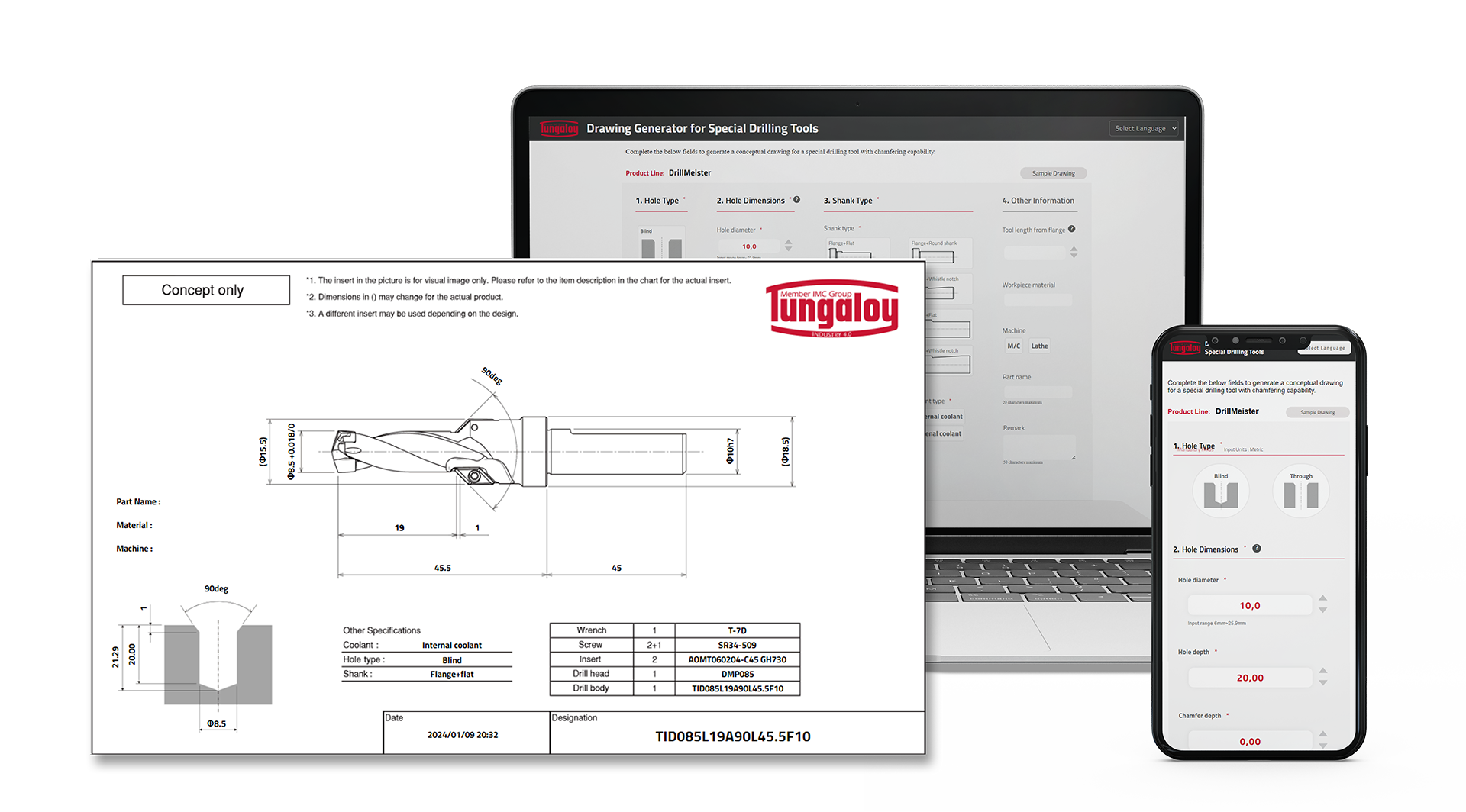
Explore the “Drawing System for Special Drilling Tools”! By inputting essential tool details, you can swiftly generate straightforward diagrams illustrating special drilling tools with chamfering functions.
TUNGALOY CORPORATION 11-1 Yoshima-Kogyodanchi, Iwaki, Fukushima, 970-1144 Japan Phone: +81-246-36-8501 Fax: +81-246-36-8542 CONTACT FORM >
Introducing an innovative solution for creating drawings of specialized drilling tools, which was previously a time-consuming process.
Effective chip management is crucial to prevent the entanglement of chips that might otherwise lead to tool damage or workpiece impairment. Similarly to the occurrence of “Chatter in Chamfering Processes,” this issue often arises during continuous machining, especially when chamfering around holes.
Chamfering is often used in cooking because cutting off the corners of vegetables prevents them from collapsing during cooking and allows the flavors to soak in more easily.
Explore Tungaloy’s TungMeister line, featuring a diverse selection of exchangeable head tools designed for precise chamfering applications. These tools simplify tool replacement through their interchangeable heads. The TungMeister lineup includes three specialized head types—center drill, back chamfering, and R chamfering heads—ideal for both chamfering and spot drilling tasks, offering versatility to address specific machining needs.
Employ a strategic approach of “step” or “dwell machining” during the machining process to forcibly break up chips. “Dwell machining” involves a temporary pause in feed progress while the drill spindle continues to rotate, aiding in chip fragmentation.



 0086-813-8127573
0086-813-8127573