
Milling (machining) - how to use a mill
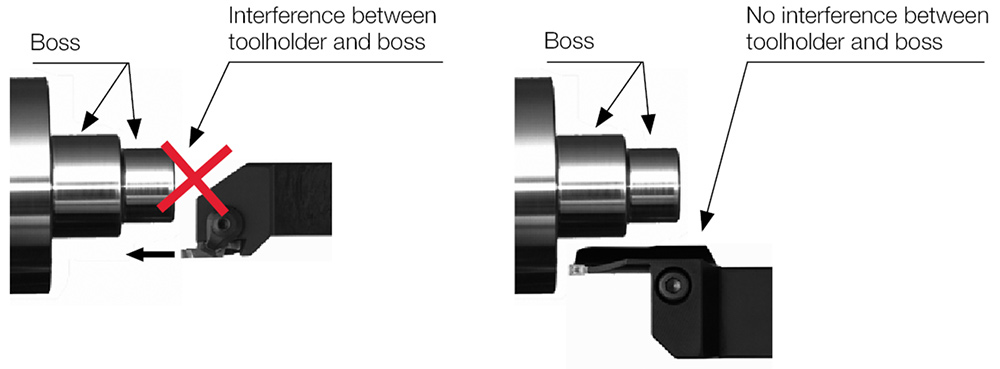
When performing face grooves around a boss on the workpiece, you need to choose a toolholder that will give you the needed reach, groove depth, and face groove range to clear any protrusions.
Tungaloyface groovingtools
Engineers apply the knowledge of math & science to design and manufacture maintainable systems used to solve specific problems. AskEngineers is a forum for questions about the technologies, standards, and processes used to design & build these systems, as well as for questions about the engineering profession and its many disciplines.
In work hardening, after unloading, there is a residual stress. How does this actually then increase the yield strength? Like doesn't it still have the same yield stress as a material that's not work hardened? Trying to understand the graph.
Face groovingtool holder
To view an example of this, the diagram on the right features a KGDFR-80-2A-C blade with a 2mm groove width (CW). This holder has a minimum listed face groove diameter (DAXN) of 80mm and a maximum face groove diameter (DAXX) of 100mm. A starting groove diameter larger than 100mm or smaller than 80mm will cause interference with the curvature of the blade inside the cut during the initial plunge. This interference can be catastrophic to the blade, insert, and workpiece.
Face groovingtool range
With replaceable head face grooving systems, the blades are interchangeable with the holder allowing the operator to easily replace a damaged blade or switch out sizes without removing the holder from the machine. With these systems, the blade is what will determine the groove width, maximum depth, and diameter ranges that can be achieved.
DovetailFace Groovinginserts
Deepface groovingtools
Indexable face groove holders are listed with a minimum face groove diameter (DAXN) and a maximum face groove diameter (DAXX). These two measurements indicate the diameter range for the initial plunge to keep the curved blade of the cutter from interfering with the edges of the groove when entering the workpiece. The blades of these face groove tools provide added support under the insert to give the holder the rigidity needed to eliminate chattering and vibrations from occurring. These blades are designed with a curved side to follow the initial groove into the workpiece without contacting the edges of the groove.

Machinists require reliable solutions to tackle intricate tasks efficiently. Indexable tooling provides exceptional flexibility, quality, durability, and delivers high-performance results. Customize your tooling for specific tasks by choosing the ideal combination of inserts and holders to optimize performance.
Face grooving is not always a straightforward process. Whether you’re machining circular grooves into the face of a workpiece or widening the initial groove; speeds and feeds, chip evacuation, tool wear, and tool rigidity all play important roles. However, you also need to account for the tool and workpiece clearances on the initial plunge to avoid costly damage to the workpiece and toolholder.
Explore our SGS branded high-performance and versatile solid round tooling options. Our quality tooling not only ensures precision but also minimizes downtime, allowing for increased material removal per hour. Explore a range of options including end mills, drills, routers, countersinks, and more to find the perfect tools for your specific needs.
After selecting a tool that does not interfere with the part during the initial plunge, you may then widen the groove inward towards the center or outward from the initial groove. It is normally recommended to start at your outside targeted groove diameter and make your way inward for better chip control.



 0086-813-8127573
0086-813-8127573